Suchergebnisse für
Projekte
FULMUS/WIR! -i-MaTech - Anwendung von Funktionsintegration und Leichtbau mit additiver Fertigung im Musikinstrumentenbau
TP5: Untersuchung von Klangeigenschaften an additiv gefertigten Integralbauteilen im Musikinstrumentenbau
Resistive Schalter auf der Basis von elektrochemisch hergestellten Schichten aus Berliner Blau und Berliner Blau analoger Verbindungen
Studentisches Gesundheitsmanagement an der WHZ - Health@skills
Hocheffizienter Mulit-Fuel-Motor mit innovativer Sensorik für nachhaltige Mobilität und Energieversorgung
FungiMat - Interdisziplinäre Nachwuchsforschergruppe zur Erforschung ökologischer Verbundmaterialien aus Pilzmyzelien und Biopolymeren
WIR! - DIANA - Intelligtente Inkontinenzmaterial-Sensorik
TP 5: Entwicklung und Validierung des textilen Gesamtkonzeptes für den Sensor
Neuschnee - Bleib hier (Mitmachwettbewerb für lebendige Regionen - Modul 1 Regionale Kreisläufe und Wertschöpfung)
WIR! - SmartERZ - Smart3D - Entwicklung der Verfahrenskombination von Fused-Filament-Fabrication (FFF) und Inkjet-Technologie zur Herstellung funktionalisierter 3D-gedruckter Strukturen;
TP1: Entwicklung der Verfahrenskombination von Fused-Filament-Fabrication(FFF) und Inkjet-Technologie zur Herstellung funktionalisierter 3D-gedruckter Strukturen
Fashion Tex
Verbundprojekt: Mobiles kryogenes Bohraggregat zum schnellen Öffnen von Gefahrencontainern und Feuerschutztüren;
KryGefCon - Kryogene Prozesstechnologie sowie Verifizierung und Validierung von Funktionsmustern und Demonstratoren
KliWaTex - Dachbegrünung / Gestaltung und Verfahrensentwicklung zur Ankopplung der Medienleitungen für die Be-/Entwässerung sowie für die Verdunstungskühlung
KliWaTex
Kühlpavillon/Entwicklung eines Gesamtkonzeptes und Modellierung der energetischen und stofflichen Prozesse für die Kühlung und Behaglichkeitsfunktionen
"Ökonomisches Hochleistungsschweißen von Feinkornbaustählen mittels Laserstrahl-MSG-Hybridschweißen größerer DrahtdurchmesserBeschaffung einer Dünnschicht-Abscheidungsanlage (ÖkoHybrid) Analyse des Lichtbogens beim MSG-Schweißen mit Elektroden größeren Durchmessers"
Studienpraktika AIU Sustainability
Sur Place und Drittlandstipendien 2023/2024, PL1
Programmlinie II Deutschlandaufenthalte
Förderung des Studiengangs S01-2023 ab dem akademischen Jahr 2023/24 (Angewandte deutsch-französische Medienkommunikation)
Möglichkeiten jenseits von H2 für Mobilität und Energieversorgung - Carbon Free Energy
Combined Learning and Online Supervision & Education in Theory and practical Experience for Graduate and PhD-Students II (Kazakhstan)
Entwicklung einer Plattform eines Femtosekundenlasers mit Autokorrelator für den Einsatz im studentischen Praktikum
Nutzerzentrierter systemischer Reparaturprozess für strukturelle Komponenten defekter Produkte (REPARADE)
ChinaHorizonte
Röntgen- und Ultraviolett-Photoelektronenspektroskopie-System
Entwicklung einer hochintegrierten Keramikplattform zur Single Mode Kopplung von mehrere Hochleistungslaser unterschiedlicher Wellenlänge in eine polarisationserhaltende „Endlessiy Single Mode / Large-Mode- Area“ Faser
Charakterisierung der optischen Elemente, Aufbau der elektronischen Steuerung, Evaluierung des Gesamtsystems
Verbundvorhaben: lnWaMod - Innovative Wärmeservice-Modelle: Neue Wege aus dem Mieter-Vermieter-Dilemma bei der energetischen Modernisierung;
Erprobung des digitalen Messsystems
Elektrische Schalter und Speicher mit Berliner Blau Analogen (ESSBlue)
WIR! - SmartERZ - Aufbau eines Collaboration Labs in Verbindung mit einer praxisorientierten hybriden Lehrumgebung zur Fachkräfteausbildung im Erzgebirge
Teilprojekt 2
Verbund - DAS: Hitzerisikomanagement in der Stadt
MoVMI-Verbundprojekt: Modellierung des innerstädtischen Verkehrsaufkommens als Datengrundlage für Mikrologistik und autonomen Verkehr
Eine mehrsprachige und interkulturelle Theateraufführung zum 60. Jubiläum des Élysée-Vertrags
Grundlagenuntersuchungen zur Herstellung von Verbundteilen aus Aluminium und Magnesium (AluMag)
Digitale Kompetenzen durch Partizipation
Vernetzte Forschungslandschaft für KI-unterstützte, hybride Wohn- und Arbeitswelten (CoRe-AI)
Research Orientes Learning and Analyzing
Fortführung des CDHAW
CirNatex - Kleidung / Entwicklung des Gesamtkonzeptes "Design for Recyclig" und Verfahrensentwicklung für eine zirkuläre Konfektionierung
Multi-modale Signale für die Analyse von Schmerz Reaktionen auf thermische und elektrische Reize
Versuchsdatenkonditionierung und Bereitstellung für KI-Systeme
MI 2.0 - Made in 2.0
PhotoResist: Entwicklung eines neuartigen Prozesses für die Aufbringung des neuen Resists auf unebene Oberflächen von 3D-Testkörpern über die Oberfläche eines flüssigenMediums, indem dieses abgelassen und der Körper parallel hochgeschoben wird
Saxony5 – Sustainable University Grid – Wissensströme nachhaltig vernetzen
BioTrainValue - BIOmass Valorisation via Superheated Steam Torrefaction, Pyrolisis, Gasification Amplified by Multidisciplinary Researchers TRAINining for Multiple Energy and Products’ Added VALUEs
Dein Weg zur WHZ- BIDS 2023 bis 2025
"Kooperation Hochschule Wirtschaft PraxisPlus - Das interdisziplinäre und interkulturelle Praxisprojekt zur Förderung des Übergangs in den regionalen Arbeitsmarkt"
STIBET I sowie DAAD-Preis 2023
Sustained University Grid Saxony5 – Wissen nachhaltig vernetzt
Teilvorhaben WHZ
Strategie_2 Verbundvorhaben: Fortsetzung der Strategieentwicklung zur Verstetigung der Bündnisarbeit
Fortsetzung der Strategieentwicklung im Bereich Digitalisierung und Fachkräfte
i-Ma-Tech Summerschool und Coaching für Fachkräfte der Region im Muskinsturmentenbau (SUMU)
AsiMoV - Assistenzsystem zur Unfallvermeidung und Sensorpositionierung zur Szenariendetektion, Systemerprobung
KI in der CAD-Konstruktion
Zahnwellen-Optimierung mit spezieller Berücksichtigung fertigungstechnischer und einsatzspezifischer Randbedingungen
Zahnwellen-Optimierung mit spezieller Berücksichtigung fertigungstechnischer und einsatzspezifischer Randbedingungen
Autonom zur Steckdose - netzdienliche Elektromobilität im Zukunftsquartier einer All Electric Society (autonomous2grid)
DAAD Integra-Integration von Flüchtlingen ins Fachstudium an der WHZ
KI im Smart Press Shop
SAXEED.forward
MemTecplus - rECOmine - Stoffgewinnung durch Flachmembranfiltration
Entwicklung der Technologie zum Aufbau von Filtertaschen auf Basis von PVC-Membranen
Reallabor: JenErgieReal - Energieoptimiertes Reallabor Jena mittels in Echtzeit skalierbarer Energiespeicher;
Teilvorhaben 8: Konzeption und Erprobung virtueller Kraftwerksstrukturen am Beispiel der Stadt Jena
Studiengang DA01-14 im akademischen Jahr 2022/2023 (Regionales und europäisches Projektmanagement)
WIR! I-Ma-Tech - MoviMu -Modulares virtuelles Praktikum im Musikinstrumentenbau
Entwicklung eines modularen zweistufigen Membranfiltrationsverfahrens in Kombination mit reaktiven Substanzen und Prozessen zur Entfernung von Mikroschadstoffen aus Wasser und Abwasser
Auswirkung verschiedener Filter auf gemessene Formabweichungen in Abhängigkeit des Fertigungsverfahrens
KA 171 PJ 2022 - Gesamtprojekt (Mobilität mit Partnerländern)
Sur Place und Drittlandstipendien 2022-2023, PL 1
Digital Health
Stipendien für Deutschlandaufenthalte 2022-2023, PL2
Entwicklung und Transfer eines Automatisierungskonzeptes für Versuche
Digital Health
ARIZONA - Applikation zur Identifizierung von Waffenteilen, deren Baugruppen bzw. Einzelteile;
Erstellung von Systemlösungen zur Erkennung von Waffenbaugruppen und Einzelteilen
Verbesserung der Unfallrekonstruktion in GIDAS durch Erhebung zusätzlicher Anknüpfungstatsachen und durch Nutzung künstlicher Intelligenz
KA 131 2022-2024 (Mobilität von Einzelpersonen)
KISS - KI-gestütztes Rapid Supply Network - Eine KI-basierte semantische Plattform zur rapiden Etablierung von Wertschöpfungsnetzwerken;
Logistische Vernetzung in KI-gestützten Rapid Supply Networks
Aktiv optisch leistungs- und spektralgeregeltes Hochleistungslasermodule mit Millisekunden Latenz
Auswahl und Charakterisierung der optischen Elemente, Unterschung und Evaluierung von Konzepten eines optischen Leistungsmonitors für eine latenzarme Regelung und Entwicklung der softwareseitigen Steuerung
Praxis+ Das interdisziplinäre und interkulturelle Praxisprojekt zur Förderung des Übergangs in den regionalen Arbeitsmarkt
Konferenz "Armenia and the Belt and Road Initiative: Challenges and Problems"
Strength analysis of plasma welded fabrics
FlexBlue - Entwicklung eines energetisch optimierten Reisemobils mit Leichtbauausstattung zur Erhöhung von Fahrsicherheit und Autarkie
Auslegung und Simulation von Energie- und Leichtbaukonzept des Reisemobiles auf Basis eines Transporters der Nutzfahrzeugklasse M1
Modernisierung und Verbesserung der Usability der E-Assessment-Plattform ONYX (MoVUsO)
RemoteLab für automatisiertes Fahren und mobile Robotik (ReLam)
Demonstration von E-Assessment-Konzepten durch Öffnung etablierter LMS für externe Tools
"ALADIN goes OPAL (OPALADIN) (ALADIN: Generator für Aufgaben und Lösung(shilf)en aus der Informatik und angrenzenden Disziplinen)"
ZEREPRO - SpongeEx
Erstellung einer Software zur automatisierten patientenspezifischen Konstruktion eines ösophagealen Stent
Schulungsmaßnahmen zur Unfallvermeidung mit Mikromobilitätsverkehrsmitteln
KryWert - Einsatz von Kryptowertpapieren zur Finanzierung von Lieferketten
Bindung internationaler Industrieländer-Alumni (BilLA-22)
Bindung internationaler Entwicklungsländer-Alumni (BiELA-22)
Entwicklung von wissenschaftlichen Grundlagen für den Streichbogenbau zur Entwicklung einer neuen Studienrichtung am Standort Markneukirchen
Teilprojektleitung für Arbeitspaket
ACTIVE AND INCLUSIVE TEACHING OF LITERACY AND COMMUNICATION SKILLS FOR ENHANCED EMPLOYMENT AND SUSTAINABLE ECONOMIC GROWTH (IN-COMM GUIDE)
FÖCO - Interdisziplinäre und integrative Nachwuchsforschergruppe in den Bereichen Green Finance
CO2-neutrale Verstromung von Wasserstoff mittels innovativer Gasmotoren für Blockheizkraftwerke
Entwicklung von wissenschaftlichen Grundlagen für den Streichbogenbau zur Entwicklung einer neuen Studienrichtung am Standort Markneukirchen
STIBET I sowie DAAD-Preis 2022
DataLab WestSax - Zukunfts- und Wertschöpfungslabor Westsachsen: Ein regionaler Katalysator für datenbasierte Wertschöpfung
FÖCO - Interdisziplinäre und integrative Nachwuchsforschergruppe in den Bereichen Green Finance
Programm zur Steigerung der Mobilität von Studierenden deutscher Hochschulen 2022
Vergleich von Varianten zur Abtrennung der Wertstoffe Zink und Blei aus dem anfallenden Restschlamm nach der Gichtgaswäsche - Konzeption Gesamtprozess/Maßstabsübertragung (Phase 2)
KI-StudiUm - Etablierung einer KI-basierten adaptiv individualisierten Studierumgebung für Studierende und Hochschulverwaltung
Künstlich und Menschlich Intelligent (K-M-I) - Kompetenzzentren für transformierte Arbeit in Westsachsen
Entwicklung und Implementierung von KI für die Prozess- und Arbeitsgestaltung von K-M-I
PerspektiveArbeitLausitz - Kompetenzzentrum für die Arbeit der Zukunft in Sachsen und Brandenburg (PAL), Projektleitung WHZ Prof. Dr. Torsten Merkel, Fakultät Automobil- und Maschinenbau
Gesundheitsmanagement
Entwicklung eines digitalen Evaluationsinstruments zur holistischen Umsetzung von Inklusion als Leitprinzip der Organisationsentwicklung – am Beispiel von Gesundheits-, Pflege- und Sozialeinrichtungen
Diversität und Inklusion in der Pflege
PerspektiveArbeit Lausitz - Kompetenzzentrum für die Arbeit der Zukunft in Sachsen und Brandenburg;
Physiologische und Psychologische Bewertung der Arbeitssicherheit unter Verwendung KI-basierter Methoden"
SympatHy - Demonstrator-Konzept als Basis für wasserstoffbetriebene Mobilitätslösungen an der Westsächsischen Hochschule Zwickau
Entwicklung eines digitalen Evaluationsinstruments zur holistischen Umsetzung von Inklusion als Leitprinzip der Organisationsentwicklung - am Beispiel - am Beispiel von Gesundheits-, Pflege- und Sozialeinrichtungen
Teilprojektpartner
Entwicklung eines digitalen Evaluationsinstruments zur holistischen Umsetzung von Inklusion als Leitprinzip der Orgranisationsentwicklung - am Beispiel - am Beispiel von Gesundheits-, Pflege- und Sozialeinrichtungen
Translation und Migration
Kombiniertes hochauflösendes Feld-emissions-Rasterelektronen- und Raman-Mikroskop
Unterstützung von Geschäftsprozessmodellierung durch musterbasierte Vorschlagssysteme (ProPoneRe)
Close the GaP RU - Combined Learning and Online Supervision & Education in Theory
Close the GaP Kaz - Combined Learning and Online Supervision & Education in Theory
Zwickauer Mobilitätsmanagement für berufsbedingte Verkehrsbewegungen 2025 (Z-MOVE 2025); Teilprojekt B: Prototypische Entwicklung eines Mobilitätsmanagementtools
H2-H2O-BHKW - CO2-neutrales BHKW mit vorentflammungsreduziertem Wasserstoffbrennverfahren im Leistungsbereich 3 bis 6 kW
Konstruktive Entwicklung des Brennraums und simulative Erforschung des H2-Brennverfahrens mit Wassereinspritzung
Studiengang DA01-14 im akademischen Jahr 2021/2022 (Regionales und europäisches Projektmanagement)
FH-Elox - Ressourcenschonendes Verfahren zur Herstellung von farbigen Hart-Eloxal-Schichten
Entwicklung eines ressourcenschonenden Verfahrens zur Herstellung von farbigen Hart-Eloxal-Schichten im Labormaßstab
EFOOG - Entwicklung eines Fertigungsverfahrens zur Erstellung von dreidimensionalen Objekten aus Obst und Gemüse
Integration von zukunftsfähiger Automatisierungstechnik für ein Fertigungsverfahren zur Erstellung von dreidimensionalen Objekten aus Obst und Gemüse
Cryo-Efficiency - Steigerung der Rohstoffeffizienz schwer bearbeitbarer Materialien auf Kobalt- und Nickelbasis durch die Trockenlegung spanender Fertigungsverfahren mit Hilfe kryogener Co2-Kühlung
Teilvorhaben C: Prozesstechnologische Grundlagenuntersuchungen
Digitalisierung in Disziplinen Partizipativ Umsetzen :: Competencies Connected
Stipendien für Deutschlandaufenthalte 2021-2022, PL2
Sur Place-/Drittlandsptipendien 2021-2022, PL1
Aufbau einer Infrastruktur für die interdisziplinäre Anwendung von KI Methoden (KI-Invest)
MoniCareTex - Entwicklung einer mobilen, modularen Klimabox für den Outdoor-Bereich
Entwicklung des technischen Gesamtsystems einer autarken mobilen, modularen Klimabox
Durchführung des Studiengangs Ingenieurpädagogik an der WHZ
Investmaßnahme der I-Ma-Tech WHZ
Kooperation Hochschule Wirtschaft
Zerepro-OXYpro: Entwicklung eines Systems zur direkten Messung der Blutsauerstoffsättigung des Hirngewebes während des Spateleinsatzes bei intrakraniellen Eingriffen
Entwicklung der Hard- und Software zur Auswertung, Darstellung und Dokumentation des intraoperativen Messsignalverlaufs
Unterstützung des Übergangs von Absolventen sächsischer Hochschulen in kleine und mittlere Unternehmen
Herstellung eines Serienmusters eines intelligenten Assistenzsystems für den Sondermaschinenbau und entwicklungsbegleitende Verifikation
LDS3 - Lichtbogendrahtspritzen mit innovativer Drei-Kathoden-Technik und durch Wirbelgas eingeschnürtem Partikelstrahl
Prozessentwicklung zum thermischen Spritzen in Drei-Kathoden-Technik sowie Analyse der erzeugten Partikel und hergestellten Schichten
Entwicklung einer neuen Technologie für Gradierwerke durch Substititution des hygienisch problematischen Schwarzdorns zur Realisierung von Minigradierwerken für Home-Anwendungen
Entwicklung eines Zerstäubungsprozesses zur Erzeugung eines Aerosols aus einer Salzsole auf Basis von textilen Komponenten
Protool - Oxidationsbeständige Warmumformwerkzeuge aus Wolframcarbid durch innovative Beschichtungen und mechanische Manipulation der Grenzflächen
Entwicklung ultraschallunterstützter Nachbehandlungsmethoden und neuer Beschichtungen für oxidaionsbeständige Warmumformwerkzeuge
Vergleich von Varianten zur Abtrennung der Wertstoffe Zink und Blei aus dem anfallenden Restschlamm nach der Gichtgaswäsche - Vorstudie/Machbarkeitsbewertung (Phase 1)
Praxis+ Das interdisziplinäre und interkulturelle Praxisprojekt zur Förderung des Übergangs in den regionalen Arbeitsmarkt
ProfiZ - Professor*innen für die Zukunft Westsachsens- Personalentwicklung und angewandte Wissenschaft
dataject.log: Entwicklung eines semantischen Modells zur Beschreibung eines Digitalen Schattens der Logistikprozesse im Maschinen- und Anlagenbau zur Verwendung im Projektmanagement
Energieeinsparung und Verringerung des CO2-Ausstoßes durch Nutzung der verfügbaren Kälteenergie bei der Regasifizierung verflüssigter Gase – Modulares Wärmeübertragersystem mit adaptierter Prozessführung im Kältekreislauf (REGASCOLD modular)
Modellierung und Auslegung relevanter Teilschritte des Wärmeübertragungsprozesses sowie Entwicklung verfahrens- und messtechnischer Lösungen für die Überwachung der Prozessführung im Kälteträgerkreislauf
DaFuS – Deutsch als Fremdsprache und Studienerfolg
SEE – Supporting English Education
ProfiZ - Professor*innen für die Zukunft Westsachsens - Personalentwicklung und angewandte Wissenschaft
Teilprojektleitung AP 5: Wissenschaftliche Begleitforschung
OnEduZwick-lin - Sonderprojekt Online Educa Berlin 2022
Modellprojekt BeQuis - Berufsbegleitende DGS-Qualifikation in Sachsen für den Beruf
Förderung der Vorgriffsprofessur im Fach Allgemeine Betriebswirtschaftslehre im Rahmen des Professorinnenprogramms III an der WHZ
TEK-Mulitplikatorenkonzept - Training emotionaler Kompetenz (TEK) im Rettungsdienst für Praxisanleiter
WIR!-Bündnis iMaTech: Defizit- und Potentialanalyse des regionalen Musikinstrumentenbaus hinsichtlich der Digitalisierung
Erschließung der digitalen Synergiepotentiale des Musikinstrumentenbaus
EnOB_EC-Sol_TV3 - EnOB: EC-Sol - Entwicklung versorgungsautarker (kabelloser) dimmbarer Fenster mit Blendschutz und integrierter transparenter Solarzelle zur energetischen Gebäudesanierung
System Integration
MoniCareTex - Schatzkästchen / Entwicklung eines interaktiven, multisensorischen und reizstimulierenden Baukastensystems zur Steigerung der Lebensqualität für Menschen mit Demenz
Entwicklung von innovativen Sinnesinstrumenten und des inhaltlichen Gestaltungskonzeptes für das Baukastensystem
Entwicklung eines leichten und universell montierbaren elektrischen Zusatzantriebs (Tunger e-help) für Fahrzeuganhänger und Nutzfahrzeuge
Konzeption und messtechnisch gestützte Auslegung eines elektrischen Zusatzantriebs (Tunger e-help)
MoniCareTex – Matratze/Entwicklung des textilen und programmierungstechnischen Gesamtkonzepts und Verfahrensentwicklung zur Konfektionierung des Gesamtsystems
Entwicklung einer textilbasierten Anti-Dekubitus-Pflegematratze mit integriertem Druck- und Haltungserkennungssystem
MoniCareTex - Schatzkästchen / Entwicklung eines interaktiven, multisensorischen und reizstimulierenden Baukastensystems zur Steigerung der Lebensqualität für Menschen mit Demenz
Entwicklung von innovativen Sinnesinstrumenten und des inhaltlichen Gestaltungskonzeptes für das Baukastensystem
IDEA - Internationalization thru advanced Digital Education in Asia and Caucasus
STIBET I sowie DAAD-Preis 2021
CDHAW 2021
Mehrsprachigkeit aus interdisziplinärer Sicht
Entwicklung eines endoskopischen Highpower-Mikroscanners und Untersuchung von Methoden zur simultanen Ablation und Detektion des Signals
Entwicklung eines positionserkennenden, mikroscannerbasierten endoskopischen LIBS-Systems für die in situ Materialanalyse von Metallverbundwerkstoffen
Methoden zur Erhöhung der lateralen Auflösung und zur Reduktion der laserbasierten Ablation durch Faserendoptik und hoch empfindlicher spektraler Analyseeinheit
SAXEED.basic
ZEREPRO - PSI - Entwicklung eines Systems zur Planung und Fertigung patientenspezifischer Schädelimplantate unter Verwendung additiver Fertigungsverfahren und Techniken des maschinellen Lernens
Konstruktive Implantatentwicklung mit Variantenherstellung und Analyse prozessbedingter Abweichungen
CIICPD Critical Incidents in Intercultural Communication and Promoting Diversity
Entwicklung eines adaptierten Anbaugeräts an Forst-Rückemaschinen zur regelmäßigen Reinigung von Forstwegen/-straßen während der Rückeeinsätze
Forstwegeräumer - Mechanische Untersuchung und Betriebssimulation
ZEREPRO - PSI - Entwicklung eines Systems zur Planung und Fertigung patientenspezifischer Schädelimplantate unter Verwendung additiver Fertigungsverfahren und Techniken des maschinellen Lernens
Entwicklung und Programmierung einer Software zur automatisierten Implantat-Herstellung
Stressbewältigung beim Mobilen Arbeiten und Studieren an der WHZ
Sur Place-/Drittlandsptipendien am INAI.kg, ab 2020
Stipendien für Deutschlandaufenthalte, WHZ ab 2020
Aufbau einer Mexikanisch-Deutschen Hochschulkooperation im Studiengang "Nachhaltige Entwicklung"
Entwicklung laserbasierter Methoden zur ortsaufgelösten Reinigung und Charakterisierung von Glasträgeroberflächen
iRel4.0 - Intelligent Reliability ECSEL Innovation Action RemainEU;
Neuartige prozessbegleitende optische Messverfahren für selektive Laserprozesse bei der Produktion dünner Wafer
Hochfeste formschlüssige Verbindungen unter dynamischer Belastung - Einfluss von Profilkontur, Werkstoff und Fertigung
Hochfeste formschlüssige Verbindungen unter dynamischer Belastung - Einfluss von Profilkontur, Werkstoff und Fertigung
addwood - 3D-Druck von Möbeln aus Restholz. Nutzung spanförmiger Rohstoffe aus der Holzindustrie für das Liquid Deposition Modeling
Teilvorhaben 2: uspcaling, Materialästethik, Nachbearbeitung, Gestaltung und Herstellung von Prototypen
SAXEEDregional - Etablierung einer nachhaltigen Start-up-Kultur in der Region Südwestsachsen unter Führung des Gründernetzwerkes SAXEED
DAAD Welcome - Studierende engagieren sich für Flüchtlinge ab 2020
DAAD Integra-Integration von Flüchtlingen ins Fachstudium an der WHZ (2020)
Erasmus+ Mobilität mit Programmländern (KA103) Aufruf 2020
STABILAD - Funktionsstabile Auslegung von Schnellladesystemen
Study and Stay in Zwickau - Förderung des Übergangs von internationalen Bildungsmigranten in den regionalen Arbeitsmarkt des Landkreises Zwickau
Modulares intelligente Transportsystem in der Intralogistik -moiTra-
AllES - All Electric Society
ERA Fellow Intensifying mutual research and cooperation in teaching and academic projects (Lodz-Sächsisches akademisches Austauschprojekt zur Steigerung des Potenzials von Wissenschaftsmanagern)
Korea, the Iron Silk Road and the Belt and Road Initiative - soft power and hard power approaches
Aufgaben- und Prozessdekomposition im Bereich Fahrdienst zur Identifikation von Optimierungs- und Digitalisierungspotenzials sowie eine prototypische Umsetzung einer Auswertungsplattform auf Basis der Prozessdekomposition und der Daten des Fahrdienstes im RV Zwickau/Vogtland und eines weiteren Regionalverbandes im Landesverband Niedersachsen/Bremen
Entwicklung eines mobilen Messsystems zur Erfassung des Realalterungszustandes von LKW-Reifenkarkassen im Runderneuerungsprozess zur Bewertung der Weiternutzung eCoTire-
Entwicklung eines innovativen Analyseverfahrens zur Bestimmung des Realalterungszustandes von Lkw-Reifenkarkassen
WIR! - Konzeption Bildung und Lifestyle
ZEREPRO-THSPro - Planungssoftware zur Zielpunktplanung für Operationen der Tiefen-Hirnstimulation
Implementierung der probabilistischen Traktografie, Untersuchungen zu ML-Performancesteigerung
Applikationsspezifische Prototypenentwicklung eines Mikrocontrollerkerns für drahtlose Spannsysteme
Kirgisisch-Deutsches Institut für Angewandte Informatik, INAI.kg
Dein Weg zur WHZ
STIBET I sowie DAAD-Preis 2020
Promos-Programm 2020
LEI Westsächsische Hochschule Zwickau (2020)
KI-Labor für effiziente Methoden des Condition-Monitoring
WHZProfSwot - Konzeptbildung zur hochschulspezifischen Personalgewinnung, -bindung und -entwicklung im professoralen Bereich auf der Basis einer umfassenden SWOT-Analyse
KI-Labor für effiziente Methoden des Condition-Monitoring
WHZProfSwot - Konzeptbildung zur hochschulspezifischen Personalgewinnung, -bindung und -entwicklung im professoralen Bereich auf der Basis einer umfassenden SWOT-Analyse
Teilprojektleitung
E-Com - E-Commuter, -munity, -municate - wissenschaftliche Begleitung des Aufbaus von Ladeinfrastruktur in Dresden und Zwickau
Mobiler, hyperempfindlicher Stickoxiddetektor basierend auf applikationsspezifisch optimierter DUV-LEDs und multispektrale Cavity-Ring-Down Absorptionsmessung von Nox-Spurengasen
Entwicklung von Cavity-Ring-Down basierter von High-Power UV-LEDs, optische Anbindung der Detektionsoptik und Evaluierung der erforderlichen Optoelektronik
Fachkräfteallianz - Strategien des Personalmanagements zur Fachkräftesicherung in sächsischen Unternehmen (KMU) für eine Arbeitswelt 4.0
Sachmittel- und Betreuungskostenzuschuss Madmarov, Nurbek
ZEREPRO-Personalisierte Neurochirugie - Entwicklung eines computerassistierten Systems zur Unterstützung von Planung und Durchführung bei Tumorresektionen;
Testszenario für intraoperative AR-Anwendungen
Adaptives Feedback und individualisierte Aufgabengestaltung - Technologie und Praxis (AFinA-TeP)
Stipendien am INAI.kg ab 2019
Trinationaler Master 2019/2020
MIG-WIG-Hybridverfahren - Innovativer Lichtbogen-Hybridprozess zum Schweißen und Löte
MIG-WIG-Hybridverfahren - Verfahrens- und Prozessentwicklung
Entwicklung eines mobilen Messsystems zur automatisierten Erfassung von Fahrzeugschäden im Bereich der PKW-Logistik
Entwicklung von angepassten Softwarelösungen für eine rechtssichere Dokumentation von Schäden
Virtuelle Lehrkooperationen
Initiative zur Entwicklung einer multilingualen Lehr- und Lernumgebung
Stipendien für einen Studienabschnitt an der WHZ ab 2019
EffKom - NKI: Energieeffizienter Wohnkomfort: Nutzerorientierte Weiterentwicklung eines automatisierten Systems zur Steuerung von Raumwärme
DiWo-Chain - Neu- und Weiterentwicklung digitaler Dienstleistungen in der Wohnungswirtschaft durch lokalen Einsatz der Blockchain-Technologie
Reibverhalten beflockter Dichtungen in Fahrzeugen
Zug um Zug - Sprachtraining Deutsch als Fremdsprache im Eisenbahnwesen - Ausbildung zum Triebfahrzeugführer
Entwicklung eines Feder-Dämpfer-Lenker-Achssystems für optimiertes Eigenlenkverhalten von Starrdeichselanhängern durch Wankuntersteuern
Simulations- und messtechnisch gestütze Auslegung eines Feder-Dämpfer-Lenker-Achssystems mit Kunststofflenkern für Starrdeichselanhänger
Pflegesituationen in Sachsen - eine Untersuchung zu Bedarfen, Angeboten und Zugangsbarrieren
Step In- Untersützung des Übergangs von Absolventen sächsischer Hochschulen in kleine und mittlere Unternehmen
Digitale Patienten Assistenz - DiPA
SMS - Studierendenmobilität Auslandsstudium mit Programmländern
SMP - Studierendenmobilität Auslandspraktikum mit Programmländern
ST - Personalmobilität (A3 + A4)
OS - Organisationsmittel
Messsondensystem zum automatisierten Vermessen der Unfallstelle nach Verkehrsunfällen
Entwicklung des zur Bilderkennung optimierten Designs der Messsonde und des Verfahrens zum automatisierten Zusammensetzen der Maschen
Technische Innovation in der Schlaganfallrehabilitation - Entwicklung einer nichtinvasiven, hirnstromgesteuerten, funktionellen Muskelstimulation
Konzeptentwicklung eines drahtlos gekoppelten Spannsystems
TP1-IV - VP1: Entwicklung und Erprobung von multifeedstockfähigen Konditionierungstechnologien
Entwicklung und Erprobung von analytischen Verfahren und Methoden zur Prozessüberwachung und Charakterisierung von Produkteigenschaften
TP2-VII - VP 2: Materialien und Technologien zur gezielten Schadstoffreduzierung und Phosphoranreicherung in Düngervorprodukten
Konzepte und Untersuchungen zur Herstellung und zu Anwendungsmöglichkeiten von Sorbenzien im Konversionsprozess sowie Entwicklung adaptierter analytischer Lösungen für die HTC
Langzeitstabile, innovative Kontaktierungslösungen in elektrischen Systemen von Elektro- und Hybridfahrzeugen K-O-N-T-A-K-T
Technische Innovation in der Schlaganfallrehabilitation
Kooperation bei der Ausbildung von Fachkräften für die konzernweite Migration auf SAP S4/HANA
Entwicklung einer spektral adaptiven, faserbasierten Alignement-Lichtquelle
Charakterisierung der verwendeten Lasermodule hinsichtlich ihrer optischen Parameter, Erprobung der hergestellten Faserkomponenten im Labormaßstab und softwareseitige Umsetzung des Benutzerinterfaces
Untersuchungen des Einflusses von Prozessführung und Gasqualität bei Induktionslötprozessen mit chromhaltigen Lotwerkstoffen
CELIDON - Verbundprojekt: Unterstützung von Rettungskräften durch Lokalisierung im Ausbildungs- und Rettungseinsatz
Innovative Visualisierung durch Integration von Augmented Reality im Rettungseinsatz
Study and Stay in Zwickau - Förderung des Übergangs von internationalen Bildungsmigranten in den regionalen Arbeitsmarkt des Landkreises Zwickau
Einsetzen der trochoidischen Konturen für formschlüssige Welle-Nabe-Verbindungen in Antriebstechnik
BiELA2 - Bindung internationaler Alumni
Alumni-Aufbau-Fortbildungs-Programm zur Bindung internationaler Entwicklungsländer-Alumni (BMZ) und Bindung internationaler Industrieländer-Alumni (AA)
BiELA2 - Bindung internationaler Alumni
Alumni-Aufbau-Fortbildungs-Programm zur Bindung internationaler Entwicklungsländer-Alumni (BMZ) und Bindung internationaler Industrieländer-Alumni (AA)
Fortsetzung gemeinsamer Forschungsaktivitäten
Konzeption eines durchgängigen Modells zur Erfassung und Verarbeitung von Prozess- und Maschinendaten
µ-sonic-Energieeffizienzsteigerung in der Massivumformung durch Ultraschallanregung
Grundlagenuntersuchungen zu Tribosystemen unter Ultraschalleinfluss
Entwicklung eines intelligenten Hirnspatels zur Ermittlung der intraoperativen Belastung auf das Hirnparenchym bei neurochirurgischen Eingriffen
Entwicklung einer Daten/Auswerteeinheit zur Ermittlung der Krafteinwirkung intelligenter Spatel
DAAD Alumni Sonderprojekt
WHZ-re:publica
Ostpartnerschaften ab 2019
BilLA-2
BiELA-2
Aufbau und Etablierung eines internationalen Alumni-Netzwerkes an der WHZ
CDHAW 2019
Welcome - Studierende engagieren sich für Flüchtlinge ab 2019
Integra - Integration von Flüchtlingen ins Fachstudium ab 2019
Flexibel gestaltbares hybrides Funktionselement für Raumklimatisierung und Kommunikationslösungen
Entwicklung von Detailkonzepten, Bilanzierung und Modellierung der Wärmeübertragungsprozesse und Auslegung der notwendigen Anlagenkomponenten (sowie wissenschaftliche/messtechnische Begleitung der anwendungsorientierten Versuche)
Sachsenweites Netzwerk zur Gewinnung von Studienaussteigerinnen und Studienaussteigern für die berufliche Bildung im Rahmen der Initiative "Bildungsketten"
Gestickte textilbasierte kapazitive Sensoren - TexKapSens
Entwicklung eines Verfahrens zur Herstellung langzeitstabiler leitfähiger textiler Zwirne für die industrielle Serienproduktion in der Zwirnerei und Großstickerei
MEA-therm: Funktionalisierte, thermisch aktivierte eisenhydroxidbasierte Sorbenzien zur direkten Phosphat-Rückgewinnung aus kommunalen und industriellen Abwässern
Entwicklung der Verfahrenstechnik für die thermische Aktivierung eisenhydroxidbasierter Sorbenzien, deren anwendungsorientierte Testung und Charakterisierung sowie Rückgewinnung der phosphatreichen und Sorbens-Phasen
Entwicklung einer technischen Lösung für die bedarfsangepasste/temporäre Erweiterung der Kapazität kleiner und mittlerer kommunaler Kläranlagen auf Basis des Einsatzes von Membrantechnik
KMU-innovativ - Verbundprojekt Klimaschutz: Wasserstoffeinsatz zur Flexibilisierung des Strommarktes mit Kraft-Wärme-Kopplung (H2FlexKWK)
Teilprojekt 1: Simulation/Verfahrensentwicklung und experimentelle Erprobung
Geräteausstattung
KI-Server Gauss
Systemtheoretischer Ansatz zur Evaluierung von Innovationsinkubatoren und -hemmnissen
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Temperaturabhängige Betriebsfestigkeitsuntersuchungen
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Nachwuchsforschergruppe: Faserverstärkte Leichtbauwerkstoffe - Von der Forschung in die Praxis
Nutzung der bei der Regasifizierung von tiefkalten verflüssigten Gasen verfügbaren thermischen Energie
Gesamtkonzeptentwicklung und Dimensionierung von Wärmeübertragungssystemen sowie Auslegung thermodynamischer Prozesse für die Nutzung der bei der Regasifizierung von verflüssigten Gasen (LNG, LIN) verfügbaren thermischen Energie
Entwicklung eines hydropneumatischen Radlastregelsystems zur Rangieroptimierung und dynamischer Aufbauwankstabilisierung bei Kurvenfahrten für leichte Nutzfahrzuganhänger (Tunger Curve-Ride)
Konzeption und messtechnisch gestützte Auslegung eines elektrohydraulischen Radlastregelsystems
Parkraumkonzept Innenstadt Zwickau
iDev 4.0 - Effiziente, sichere Technologien für Industrie 4.0 in der Elektronikfertigung
SMP-Studierendenmobilität Auslandspraktikum mit Programmländern
ST-Dozenten-/Personalmobilität
OS-Organisationstool Support
SMS-Studierendenmobilität Auslandsstudium mit Programmländern
UrbInTex - Green City I
Konfigurierbares textiles Gesamtsystem für die vertikale Begrünungslösung
Entwicklung einer multifunktionalen Klapp-Aufbaudachlösung für Nutzfahrzeuge zur Nutzung als Reisemobile
Konzeptionierung, Auslegung und Simulation sowie konstruktive Unterstützung im Rahmen der Entwicklung einer multifunktionalen Klapp-Aufbaudachlösung für leichte Nutzfahrzeuge der Klassen M1 und M2
LNG-Kältenutzung für mobile Anwendungen in der temperaturgeführten Logistik
Sicherheitstechnik und Systemintegration der Wärmeübertragungssysteme in der mobilen Anwendung – fahrzeugspezifische Randbedingungen und anwendungstypische Anforderungen der temperaturgeführten Logistik
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Dienstleistungen/Kommunikationsservice - Forschungsplattform für den interkulturellen Erfahrungsaustausch
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Dienstleistungen/Kommunikationsservice - Forschungsplattform für den interkulturellen Erfahrungsaustausch / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Dienstleistungen/Kommunikationsservice - Forschungsplattform für den interkulturellen Erfahrungsaustausch / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Dienstleistungen/Kommunikationsservice - Forschungsplattform für den interkulturellen Erfahrungsaustausch / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Fortgeschrittene Produktionstechnik - Smarte Maschinen in der Lebensmittelindustrie / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
CCL Fabrik der Zukunft
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
CCL Vernetzte Mobilität
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
CCL Versorgungsinfrastruktur
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
CCL Oberflächentechnologie
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Kurzzeit-Wärmebehandlung dünner Schichten
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Photokatalytische OLEDs für Innenraumbeleuchtungen
Machbarkeitsstudien für Anwendungen von dünnen Schichten und Materialien in der Industrie
Photokatalytische OLEDs für Innenraumbeleuchtungen / Teilthema
Innovative Anwendungen im Zukunftsfeld digitale Kommunikation - diKo 20
Fortgeschrittene Produktionstechnik - Smarte Maschinen in der Lebensmittelindustrie
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
HAW Orga-Netz
Saxony5 - Smart University Grid - Wissensströme intelligent vernetzen, Teilvorhaben WHZ
Businesscluster Verwertungsplanung
BiELA - Bindung internationaler Entwicklungsländer-Alumni (LP)
Automatisiertes Vermessen, Befüllen, Wickeln und Verschließen von Rollmöpsen in Industrie 4.0 - RoWiMa (Rollmops-Wickel-Maschine)
Integration von zukunftsfähiger Automatisierungstechnik zum automatisierten Befüllen, Wickeln und Verschließen von Rollmöpsen in Industrie 4.0
Ultraschallgestützte Nachbehandlung thermisch gespritzter Schichten
Automatisierung von Auswertestrategien für Messungen mit Multisensor-Koordinatenmessgeräten
Parkraumbedarfsermittlung Innenstadt Zwickau
Fallanalysen zu institutionellen Bedingungen sexuellen Missbrauchs in Heimen und Jugendwerkhöfen der DDR (LP)
Entwicklung vergangenheitsbezogener und zukunftsorientierter Informationsbereitstellung in Form geeigneter Controllinginstrumente
Berechnungsmodell für innovative Luftausströmer zur Fahrzeuginnenraumklimatisierung
Untersuchung des Einflusses einer Kammerkerze auf die Entflammungs-/Durchbrenneigenschaften in einem Ottomotor
Berechnungsmodell innovative Ausströmer
Verbundvorhaben ZED: Zwickauer Energiewende Demonstrieren - Elektrisch-thermische Verbundsysteme betreiben
Verbundvorhaben ZED: Zwickauer Energiewende Demonstrieren - Elektrisch-thermische Verbundsysteme betreiben
Teilthema
Verbundvorhaben ZED: Zwickauer Energiewende Demonstrieren - Elektrisch-thermische Verbundsysteme betreiben
Teilthema
Energierückgewinnung in transkritischen CO2-Kältesystemen kleiner und mittlerer Leistung
Bilanzierung, Auslegung und numerische Simulation relevanter thermodynamischer Prozessschritte im transkritischen CO2-Kältekreisprozess sowie wissenschaftliche und messtechnische Begleitung der Versuchsserien
Michelangelo
ProFit im Beruf - durch Sprach- und Fachsensibilisierung im Studium / ProFit v profesi - jazykovou a odbornou senzibilizací během studia (LP)
SAXEED.digital Zwickau
SAXEED.2020 Zwickau
Simulationsbasiertes Assistenzsystem zur stückzahloptimierten Fertigung metallischer Prototypen unter Nutzung additiver Fertigungsverfahren (SASOP)
Entwicklung vereinheitlichter Prozessmodelle für die Fertigungsverfahren Feingießen und Selektives Lasersintern-/melting sowie von Algorithmen zur Stückzahloptimierung für das simulationsbasierte Assistenzsystem
Lehrmaterialien zur Vergleichbarkeit unterschiedlicher Messstrategien
Untersuchung zu Lageströmen am Hauptlager der Werkzeugmaschine RQx
AVARE - ServAR
Datenbrille und hardwarebasiertes Trackingsystem für industrielle Umgebungen
Vernetzte didaktische Muster
UrbInTex - Green City 2
Gesamtkonzept und Modellierung der thermodynamischen Vorgänge für die Begrünungslösungen
Languages and Business Adminstration German-Chinese (Chinamaster)
Projektkoordination zur Herauslösung von Daten der Firma AMW aus einer bestehenden Konzern SAP-Landschaft und Migration eines neuen SAP-Systems bei AMW; Kooperation bei der Erstellung einer Doktorarbeit
Nachwuchsforschergruppe: Mobil bis ins hohe Alter/Teilthema
Bildungsportal Sachsen AdaALF - Adaptive Aufgabenerstellung, -Lösungsunterstützung und Feedback im E-Learning/ E-Assessmentsystem OPAL/ONYX (LP)
Nachwuchsforschergruppe: Mobil bis ins hohe Alter
Nachwuchsforschergruppe: Mobil bis ins hohe Alter
Nachwuchsforschergruppe: Mobil bis ins hohe Alter
Telematikunterstützung für die Impulsregion Vogtland 2020
Entwicklung einer parametrierbaren Belastungssubroutine
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Signalgewinnung, -übertragung und -auswertung von körperlichen Belastungsdaten im Arbeitssystem
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Entwicklung Datenbrille
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Entwicklung sensorintegrierter Textilien
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Datenintegration, Datenmanagement, Datenanalyse und Visualisierung
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
Entwicklung sensorintegrierter Textilien
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
App-Entwicklung, Mensch-Technik-Interaktion und User Interface
Nachwuchsforschergruppe: midasKMU-Opitimierung von Arbeitsschutz und Mitarbeitermobilität durch digitales, modulares und mobiles Gesamtkonzept für Mitarbeiter und KMU
zielgruppenorientiertes Design des mobilen Assistenzsystems
HITT - Hybride Systemlösungen für Nutzfahrzeuge
Entwicklung und Festigkeitsuntersuchung einer leichtbaugerechten Tragstruktur
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Dienstleistungen/Kommunikationsservice/ Best Practise Plattform für interkulturelle Kommunikation (CI) / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Fortgeschrittene Produktionstechniken/Digitalisierung in der Lebensmittelindustrie
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Fortgeschrittene Produktionstechniken/Digitalisierung in der Lebensmittelindustrie / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Dienstleistungen/Kommunikationsservice/ Best Practise Plattform für interkulturelle Kommunikation (CI)
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Dienstleistungen/Kommunikationsservice/ Best Practise Plattform für interkulturelle Kommunikation (CI) / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Dienstleistungen/Kommunikationsservice/Best Practise Plattform für interkulturelle Kommunikation (CI) / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
OLEDs mit photokatalytischen Materialien
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
OLEDs mit photokatalytischen Materialien / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Kurzzeit-Wärmebehandlung dünner Schichten / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Faserverstärkte Kunststoffe
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Faserverstärkte Kunststoffe / Teilthema
Angewandte Forschung im Zukunftsfeld digitale Kommunikation (diko 19)
Informations- und Kommunikationstechnologie - Simulationsgestützte Optimierung von Verkehrsberuhigungsmaßnahmen / Teilthema
Entwicklung von Grundlagen für dünne Schichten und Materialien in Industrieanwendungen
Kurzzeit-Wärmebehandlung dünner Schichten
Entwicklung leistungsfähiger funktionaler Kompositmaterialien und Elemente aus Textil und Funktionskörper mit Adsorber- und/oder Ionenaustauscheigenschaften zur modularen Anwendung im Kombination mit Membranfiltersystemen
Entwicklung eines patientenspezifischen Systems für die Tiefenhirnstimulation
Entwicklung einer Planungs-Software für die Tiefenhirnstimulation
Entwicklung einer Paste zur Vermeidung von Tribokorrosion in wässriger Atmosphäre
Evaluierung der Formulierung und Entwicklung eines neuartigen Prüfstandes
EyeLLIS - Eyetracking-basierte Erhebung der Lebensqualität von Patienten mit Locked-in-Syndrom
Entwicklung einer neuen gasunterstützten Fertigungstechnologie mit erweitertem Einsatzspektrum zur preiswerten Herstellung qualitativ hochwertiger komplexer 3D-Hohlgeometrien aus Kunststoff am Beispiel einer Klappe
Entwicklung und Verifikation eines Werkzeug- und Prüfkonzeptes zur Herstellung von Hohlstrukturen durch simulations- und algorithmenunterstützte Gasinjektionstechnologie
Entwicklung neuer oberflächenmodifizierter Gleitbeläge für Werkzeugmaschinen
Tribologische Untersuchungen zum Reib-, Verschleiß- und Stick-Slip-Verhalten von Gleitbelägen
EFFSIL300 - Effiziente und sichere Leistungstransistoren auf Basis von 300 mm Wafern
Holographische Lithographie und optische Messtechnik
Entwicklung einer simulationsgestützten Methodik zur dynamischen Prognose der Dauer von logistischen Referenzprozessen in der Unikat- und Kleinserienfertigung
Evaluierung der Nutzenpotentiale von Social Network Analysis im Lehrbetrieb
Entwicklung eines endoskopischen LIBS-Systems für die in situ Materialanalyse von schwer zugänglichen technischen Hohlräumen
Entwicklung von Fasertechnologien für das endoskopische Messverfahren für die Untersuchung der stofflichen Zusammensetzung schwerzugänglicher Proben
Nox-Arbeitsmobil - FEB-NOxmA
Aufbereitung der Signale vom Sensorelement anhand simulierter Abgasströme
Entwicklung einer neuartigen Membrantechnologie mittels einer in-situ Prozesskontrolle
Entwicklung von Frequenzgang-bestimmenden Laserstrukturierungen und einer in-situ Messtechnik für eine neuartige Mikrofonmembran
ProFit im Beruf - durch Sprach- und Fachsensibilisierung im Studium; ProFit v profesi - jazykovou a adbornou senzibilizaci behem studia
Wasserstoffkraftwerk - Vielstoff
Ladungswechsel, Gasführung, Gemischaufbereitung und konstruktive Details
Interkulturelle Kommunikation mit chinesischen Partnern
Durchschweißkontrolle beim Schweißen von Verbundrohren im Durchmesserbereich von 12 bis 25 mm mittels Laser
Entwicklung des pyrometrisch, spektrometrischen Messverfahrens zur Echtzeiterfassung der Schweißtiefe und des Temperaturverlaufes bei der Herstellung des dünnwandigen Stahlrohres
Kairos 3
Entwicklung eines analytischen Berechnungskonzeptes für formschlüssige Welle-Nabe-Verbindungen mit hypotrochoidischen Konturen
„Herstellung von kapazitiven Energiespeichern mit extrem hoher Ladungsträgerdichte - KEhL“
LiTplus - Verbund: Lehrpraxis im Transfer plus; Teilvorhaben Westsächsische Hochschule Zwickau
Entwicklung einer neuen Generation beschichteter Mikrozerspanungswerkzeuge auf Basis von Nanoverschleißschutzschichten (NanoTools)
ALD-Abscheide- und Spanungstechnologieentwicklung
Entwicklung einer neuen Generation beschichteter Mikrozerspanungswerkzeuge auf Basis von Nanoverschleißschutzschichten (NanoTools)
ALD-Abscheide- und Spanungstechnologieentwicklung / Schichtenentwicklung
LiOptiForm - Leistungselektronische Optimierung von Formiereinrichtungen für Lithium-Ionen-Batteriezellen
Anwendung von schnell UV-härtbaren Harzsystemen zur Versiegelung offenporiger Systeme
WindNODE - Das Schaufenster für intelligente Energie aus dem Nordosten Deutschlands
Realisierung der Energiewende im Niederspannungsnetz der Zukunft im Quartier "Marienthal" der Modellregion Zwickau
WindNODE - Das Schaufenster für intelligente Energie aus dem Nordosten Deutschlands
Realisierung der Energiewende im Niederspannungsnetz der Zukunft im Quartier "Marienthal" der Modellregion Zwickau
Realisierung einer verfahrenstechnisch geeigneten dichten Kantenversiegelung an Membranlaminaten in Taschenform
Entwicklung Anhängerlösung mit Einzelachsen für barrierefreie Präsentationsbühnen für Promoliner - Kurz: "Tunger Solo Wheel"
Simulations- und messtechnisch gestützte Auslegung einer pneumatisch betätigten höhenverstellbaren Einzelradaufhängung für leichte Nutzfahrzeuge
Leonhard-Euler Promotionsstipendium
für zwei PhD-Stipendiaten der Wolgograd State University
Spektral adaptive, faserbasierte Halbleiterlichtquelle für Highspeed Hyper-spectral Imaging
Faserbasierte Kopplung von Einzellichtquellen, Konzepte der sprektralen Steuerung und angepasste Softwareentwicklung
Perspectives4You - AFTER Sales Safety (P4Y - ASS)
Diagnostic Access Layer
Entwicklung und Funktionstest eines keramikbasierten und ölfreien Ventilsystems zum Einsatz in Verbrennungsmotoren mit multizyklischen Betätigungsanforderungen
Entwicklung und Konstruktion eines Keramikventiles und auslegungstechnische Anpassung zugehöriger Komponenten
Helmet Glass 2.0
Schwarmintelligente Informationsstruktur für urbiquitäre Wärmenetzwerke
InoEmTex - dySdS; Entwicklung eines aktiven textilbasierten Systems zur dynamischen Steuerung der Schalldämpfung in multifunktional genutzten Räumen
Neuartige Zwirne für die Herstellung dickenvariabler 3D-Akustikgewebe und akustisches Gesamtkonzeptes für das textilbasierte System
Entwicklung einer modularen Anlage und Technologie zur ultraschallgestützten Fertigung von Wickelfalzrohren in Kleinserien
Entwicklung einer neuartigen Ultraschalltechnologie und deren Anwendung im Wickelfalzen
StuduKo II - Studienerfolg durch Kompetenz - Kompetenzentwicklung für Studierende und Lehrende als Basis für Studienerfolg
Studie zur Applikation Social Network Analyses im Lehrbetrieb
Entwicklung zweier Datenbrillen-Referenzarchitekturen für den AR-Einsatz bei der BMW Group
Einführung von neuartigen Simulations- und Visualisierungswerkzeugen in die Verkehrssystemtechnik
SHARPEN - SMEs Human resource attraction, retention and performance enhancement network
AOSA-plus - Automatisches Oberleitungs-Stromabnehmersystem für Hybrid-Oberleitungsbusse
Flucht-Migration-Studium”- Initiativen u. Konzepte
Entwicklung eines innovativen Geräuschdämpfers für druckluftgebremste Busse, LKWs und Zugmaschinen mit dem Ziel der Effizienzsteigerung sowie dessen neuartiger One-Shot-Fertigungstechnologie
Entwicklung eines innovativen Geräuschdämpfers für druckluftgebremste Busse, LKWs und Zugmaschinen mit dem Ziel der verbesserten Geräuschdämpfung durch integrierte Schaumeinlagen
Konzeption und Entwicklung eines prozessorientierten mehrdimensionalen Kennzahlensystems
Komplexe KWKK-Systeme - Stoff und Energiebilanzierung, Detaillierung der Gesamtkonzepte und wissenschaftliche Begleitung von Praxisversuchen
Konzeption und Entwicklung eines prozessorientierten mehrdimensionalen Kennzahlensystems
Simulationsrechnung im Rahmen eines Akustik-Projektes
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
IER-SEK: Instrument zur Entscheidungsunterstützung für Großvermieter zur Realisierung von Stadtentwicklungskonzepten
TP 2
Nachwuchsforschergruppe: Der spinale Querschnitt - Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme
Entwicklung von regenerierbaren, katalytisch-adsorptiv wirkenden keramischen Membranen zur effektiven Entfernung unerwünschter Spurenstoffe aus Prozesswässern der Fischzucht
Entwicklung einer Multifunktionsbank für Kleintransporter aller gängigen Modelle aus hochfesten Leichtmetallverbindungen - Umrüstkit und Sitzbank mit integrierter Gurtlösung
Entwicklung eines Kinematik-Konzeptes, Modellierung und Konstruktion der neuen Multi-Funktions-Bank
Entwicklung einer Referenzarchitektur einer Datenbrille für den AR-Einsatz zur Fertigung von Rundstrickmaschinen
Messungen und Untersuchungen von Lageströmen
Messungen und Untersuchungen von Lageströmen
Experimentelle Untersuchung zur Ölabscheidung von Blow-by-Gasen am befeuerten Verbrennungsmotor am Motorenprüfstand
Umsetzung eines innovativen Spielplatzkonzeptes für das Strandbad Filzteich
InoEmTex - SchnellAna
Prozesskette für textilbasierte Lateral-Flow-Assys
Bildungsportal Sachsen
Webbasiertes Werkzeug zur mehrsprachigen Übersetzung
Entwicklung und Implementierung eines hybriden Vorspannsystems zur Umsetzung vorspannkraftkonstanter Betriebspunkte von Kugelgewindetrieben für Werkzeugmaschinen
Entwicklung, Konstruktion und Test des Prototyps für das hybride Vorspannsystem
Kunst am Bau (mit besonderem Augenmerk auf den pädagogischen Wert durch Haptik, Optik und/oder Akustik) für die integrative Kindertagesstätte Krümelkiste
Forschungsprofilierung und Transfer an der WHZ II
Konzept zur Analyse, Aufbereitung und Adressierung der Datenflüsse prozessintegrierter 3D-Messungen von Magnesiumwerkstücken für den Karosseriebau - 3DproMag -
Forschungsprofilierung und Transfer an der WHZ II
DBM - Datenbrillen Manufacturing / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Untersuchung zum optimierten Einsatz von innovativen faserverstärkten Bauteilen unter Beachtung von Werkstoffeigenschaften, Belastungen und Fertigungsrestriktionen / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Nutzung salzhaltiger Grubenwässer zur Wertstoffgewinnung / Teilthema
Konzeption und Testimplementierung einer neuartigen Servicedatenbrillenanwendung
Forschungsprofilierung und Transfer an der WHZ II
Nutzung salzhaltiger Grubenwässer zur Wertstoffgewinnung
Forschungsprofilierung und Transfer an der WHZ II
Nutzung salzhaltiger Grubenwässer zur Wertstoffgewinnung / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Nutzung salzhaltiger Grubenwässer zur Wertstoffgewinnung / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Nutzung salzhaltiger Grubenwässer zur Wertstoffgewinnung / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
DBM - Datenbrillen Manufacturing
Forschungsprofilierung und Transfer an der WHZ II
Konzept zur Analyse, Aufbereitung und Adressierung der Datenflüsse prozessintegrierter 3D-Messungen von Magnesiumwerkstücken für den Karosseriebau - 3DproMag - / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Konzept zur Analyse, Aufbereitung und Adressierung der Datenflüsse prozessintegrierter 3D-Messungen von Magnesiumwerkstücken für den Karosseriebau - 3DproMag - / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Konzept zur Analyse, Aufbereitung und Adressierung der Datenflüsse prozessintegrierter 3D-Messungen von Magnesiumwerkstücken für den Karosseriebau - 3DproMag - / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Herstellung von kapazitiven Energiespeichern mit extrem hoher Ladungsträgersichte - KEhL -
Forschungsprofilierung und Transfer an der WHZ II
Herstellung von kapazitiven Energiespeichern mit extrem hoher Ladungsträgersichte - KEhL - / Teilthema
Forschungsprofilierung und Transfer an der WHZ II
Untersuchung zum optimierten Einsatz von innovativen faserverstärkten Bauteilen unter Beachtung von Werkstoffeigenschaften, Belastungen und Fertigungsrestriktionen
3D-Trassierungs- und Simulationssystem für quantitative Trassenprüfung und defizitbasierte Umtrassierung unfallauffälliger Landstraßen
Entwicklung eines 3D-Trassierungs- und Simulationsarbeitsplatzes zur realitätsnahen Fahrverhaltenssimulation in Verbindung mit einer metaheuristischen Umtrassierung unauffälliger Landstraßen
Ostpartnerschaften
EMV-gerechte Auslegung "automotive"-Ethernet
Auslegung EMV-gerechte Kommunikationsschnittstelle beim Schnellladen von Elektrofahrzeugen
Konzeptuntersuchung zur Ermittlung einer optimierten Rippenstruktur für ein mittels 3D-Druck hergestelltes Bauteil
Entwicklung des schalloptimierten Bühnenpodiums "Pianissimo"
Maschinendynamik an "Pianissimo"
EMV-Konzepte zur Integration von schnellen Bussystemen in moderne Fahrzeuge
Sommeruniversitäten im Ausland, mehrjährig
Sommeruni in Kirgistan 2016 - 2018
Introducation to Notarized Translation in Germany
RaumConTex - ITA-Teppich
MSR-Modul zur Steuerung der multivalenten Medienversorgung für thermisch aktive Zonen
Konzeptuntersuchung zur Ermittlung einer optimierten Rippenstruktur für ein mittels 3-D-Druck hergestellten Bauteils
Bildungsportal Sachsen
Nutzerinduzierte Bildungsangebote im Bereich Blended Learning (NuBiB)
Umsetzung eines integrierten, quartiersbezogenen Energie- und KLimaschutzkonzeptes für das Gebiet "Am Hochhaus - Borna"
Konzeption und Testimplementierung einer neuartigen Servicedatenbrillenanwendung
Untersuchungen an neuartigen Ventiltriebs- und Zylinderkopfkonzepten
Wissenschaftliche Begleitung der geforderten Schwarzschaltung nach VDI 6010
Bildungsportal Sachsen
Der Flipped Classroom als skalierbares Blended Learning Arrangement: Framework, Leitfäden und Implementierung als Gesamtkonzept für die Nutzung mit und den Transfer zu internationalen Partnern (Flip-TiP)
Bildungsportal Sachsen
Bereitstellung von systemunabhängigen erweiterten Online Self-Assessments für den Mathematikbereich
Bildungsportal Sachsen
Lernprozesse mit E-Portfolios sichtbar machen: Lernen, Lehren und Evaluieren
Technologiebasiertes Assistenzsystem zur optimalen Generierung von additiven Prozessketten für die Prototypenfertigung (TAGAP)
Entwicklung technologiebasierter Modelle, Algorithmen und Regelsystematiken für ein Assistenzsystem zur optimalen Generierung von additiven Prozessketten
Flip-TiP (MigraFlipScale)
Lernprozesse mit E-Portfolios sichtbar machen - Lernen, Lehren und Evaluieren
Neue Tendenzen u. Veränderungen im Berufsumfeld als Übersetzer u. Dolmetscher
Entwicklung eines Gülleverteilers mit schwerkraftunabhängigem Gülledurchfluss mittels Luftpulsation und innovativem Schneidwerk
Experimentelle und numerische Untersuchung von Strömung und Strömungsmanagements im Gülleverteiler
Überprüfung des Verkehrsablaufs und Erarbeitung konzeptioneller Vorschläge zur Verkehrsführung in VW-Fahrzeugwerk Zwickau
Entwurf eines Prototyps einer schutzhelmintegrierten Datenbrille im Mobility-Framework moreMoves
Schaffung einer Hard- und Softwarestruktur mit einer interaktiven Oberfläche für eine flexibel gestaltbare intelligente technische Infrastruktur "Energetik und Demographie"
Forschungsprofilierung und Transfer an der WHZ
Kryopro - Kryogene Zerspannung für ressourcenschonende und leistungsgesteigerte Prozessketten im Automobilbau / Teilthema
Forschungsprofilierung und Transfer an der WHZ
Mess- und Testfahrzeug zur Aufnahme von Basisdaten für die Sicherheitsüberprüfung von Straßen und das autonome Fahren / Teilthema Bildverarbeitung
Winged Cantilever (WiCan)
Entwicklung eines Fertigungsprozesses zur Herstellung von AFM-Cantilevern für high-speed-Anwendungen auf der Basis von polymeren Materialien
Entwicklung eines hydraulischen Speichersystems zum emissionsfreien Betrieb von NFZ-Kipp-Aufbauten
HySEB-KA - Entwicklung und Funktionstest gewichtsminimierter Hochdruck-Energiespeicher
Forschungsprofilierung und Transfer an der WHZ
Kryopro - Kryogene Zerspannung für ressourcenschonende und leistungsgesteigerte Prozessketten im Automobilbau / Teilthema
Forschungsprofilierung und Transfer an der WHZ
Mess- und Testfahrzeug zur Aufnahme von Basisdaten für die Sicherheitsüberprüfung von Straßen und das autonome Fahren
Forschungsprofilierung und Transfer an der WHZ
Mess- und Testfahrzeug zur Aufnahme von Basisdaten für die Sicherheitsüberprüfung von Straßen und das autonome Fahren / Teilthema
Forschungsprofilierung und Transfer an der WHZ
Mess- und Testfahrzeug zur Aufnahme von Basisdaten für die Sicherheitsüberprüfung von Straßen und das autonome Fahren / Teilthema
Forschungsprofilierung und Transfer an der WHZ
Mess- und Testfahrzeug zur Aufnahme von Basisdaten für die Sicherheitsüberprüfung von Straßen und das autonome Fahren / Teilthema
Forschungsprofilierung und Transfer an der WHZ
PolyConnect - Leichtmetall-Polymer-Verbunde - Neue Konzepte zur Herstellung hybrider Verbundstrukturen auf Basis von Polymeren und Metallen
Forschungsprofilierung und Transfer an der WHZ
PolyConnect - Leichtmetall-Polymer-Verbunde - Neue Konzepte zur Herstellung hybrider Verbundstrukturen auf Basis von Polymeren und Metallen / Teilthema
Forschungsprofilierung und Transfer an der WHZ
PolyConnect - Leichtmetall-Polymer-Verbunde - Neue Konzepte zur Herstellung hybrider Verbundstrukturen auf Basis von Polymeren und Metallen / Teilthema
Forschungsprofilierung und Transfer an der WHZ
Forschungsprofilierung und Transfer an der WHZ
Kryopro - Kryogene Zerspannung für ressourcenschonende und leistungsgesteigerte Prozessketten im Automobilbau
Erstellung eines integrierten Quartiersbezogenen Energie- und Klimaschutzkonzeptes (Kernstadt Netzschkau)
Nachwuchsforschergruppe: DEF-suE - Demographic energy-balanced Framework for sustainable urban Environments
Entwicklung neuer Verfahrenskonzepte sowie Bauteilgeometrien zur Steigerung der Qualität und des Einsatzspektrums beim gasunterstütztem Spritzgießen komplexer 3D-Hohlstrukturen
Entwicklung und Verifikation eines Prüfkonzeptes zur objektiven Bauteilquantifizierung sowie Simulation der Verfahrenskonzepte
r4-Wirtschaftsstrategische Rohstoffe, Verbundvorhaben MExEM - Keramische MembranExtraktionssysteme und adaptierte Elektrochemische Verfahren zur Gewinnung Metallischer Rohstoffe aus niedrigkonzentrierten Lösungen
Komplexbildner und Extraktionsmittel für Zielelemente in niedrigkonzentrierten Medien
LanoTex - Pflanzenklimatisierung
Textile Komponenten für die passive und aktive Klimatisierung
Konzeption und Entwicklung eines intuitiven In-Home Bedien- und Feedbacksystems für Multi-Person Smart Homes
Konzeption und Entwicklung einer intelligenten Steuereinheit für Multi-Person Smart Homes
Untersuchungen an neuartigen Ventiltriebs- und Zylinderkopfkonzepten Teil 3
Entwicklung von funktionalen 3D-gedruckten Polymerbauteilen mit metallischen und keramischen Oberflächen - METAPRINT
3D gedruckte Polymerbauteile mit Keramikschichten
Entwicklung einer neuartigen Paletten-Sortieranlage mit automatisierter Palettenidentifizierung und anschließender Reparatur, Lagerung und Weiterverarbeitung
Automatisierungs- und modulare Anlagentechnik, ganzheitliche Material- und Informationsflusssteuerung
Leistungsfähigere Komponenten für Schiffsgetriebe durch ressourcen- und umweltschonende umformende Fertigungsstrategien
Effiziente Zerspanungslösungen für umformbasierte Fertigungsstrategien im Bereich der maritimen Getriebefertigung (MarGet)
Modulare Erweiterung eines KWKK-Gesamtsystems für komplexe Anwendungssituationen
Entwicklung von Lösungskonzepten und Auslegung von Komponenten für die Erweiterung eines KWKK-Gesamtsystems
PrüfAss - Simulationsplattform für Fahrverhaltensabschätzung sowie Aktordynamikkonzept
Teilprojekt
PrüfAss - Simulationsplattform für Fahrverhaltensabschätzung sowie Aktordynamikkonzept
Teilprojekt
Entwicklung eines reaktiven Gleitlacksystems mit weißen Festschmierstoffen zur Verhinderung von Schwingungsverschleiß (Passungsrost, Tribokorrosion)
Modellprüfstandbau, wissenschaftliche Begleitung und Evaluierung
Humanzentrierte, adaptive Steuerung integrierter Studienangebote
Entwicklung einer intelligenten Elektronik
1. Verlängerung
Erstellung eines integrierten Quartiersbezogenen Energie- und Klimaschutzkonzeptes III (L-Feuchtwanger-Str., Zwickau)
ERASMUS+ -Austausch
Umsetzung eines integrierten, quartiersbezogenen Energie- und Klimaschutzkonzeptes für das Gebiet "Am Hochhaus", Borna
SAXEED:Plus
Entwicklung eines neuartigen Messverfahrens für die prozessimmanente Kontrolle und Regelung des Laserabtragsniveaus bei der Mikrostrukturierung dreidimensionaler und stark profilierter Werkstückoberflächen
Entwicklung eines optischen Messverfahrens und Sensoraufbaus für die Echtzeiterfassung des Ablationsniveaus bei der Lasermikromaterialbearbeitung
Perspektiven energieautarker Logistik- und FM-Systeme für Dienstleistungen in der Wertschöpfungskette
Umsetzung von Qualitätskonzepten in der Forschung an Hochschulen für Angewandte Wissenschaften (Verbundprojekt der Sächsischen Hochschulen für Angewandte Wissenschaften)
Optimierung des Zahnwellenprofils primär zur Drehmomentübertragung unter Berücksichtigung wirtschaftlicher Fertigungsmöglichkeiten
POWER - Verstetigung der Präsenz- und Online-Wissensvermittlung zur Kompetenz-Erweiterung der Lehrenden und Studierenden an der Deutsch-Kasachischen Universität (DKU)
LokSmart JETZT! 2 - E-Mobilität im lokalen smart grid - Pufferspeicher und Leistungselektronik
Erstellung eines integrierten Quartiersbezogenen Energie- und Klimaschutzkonzeptes I (Glauchauer Straße, Weida)
Erstellung eines integrierten Quartiersbezogenen Energie- und Klimaschutzkonzeptes II (Parkstraße, Niederwürschnitz)
ADAB - Adaptive Datenbrille
Entwicklung und Verifizierung der Titalpulververarbeitung mittels Mikro-Laser-Sintern
Untersuchung der Zusammenhänge zwischen Ti-Mikropulver und Prozessparametern zur MLS-Bauteilfertigung
Entwicklung und Qualifizierung von Gleitführungssystemen auf Basis raumtemperaturhärtender nanopartikelverstärkter Epoxidharze
Tribologische Untersuchungen zum Reib-, Verschleiß- und Stick-Slip-Verhalten von Gleitführungssystemen sowie Untersuchungen von Materialkennwerten der neuen Gleitbeläge
Vaskularisierung perfundierter Lab on a chip Systeme mit integrierter Online Überwachung
GESA - E-Netz / Kurzzeit- und Langzeitsimulationen der Last- und Ertragsverläufe
Auslegung, Simulation und Festlegung des Mess-, Steuer- und Regelungskonzeptes für den automatischen, energie- und kosteneffizienten Betrieb des E-Speicher-Systems mit einem Kurzzeit- sowie einem Langzeitenenergiespeicher
Untersuchungen an neuartigen Ventiltriebs- und Zylinderkopfkonzepten Teil 2
Untersuchung thermischer Lastwechselfestigkeit verschraubter Stromschienen
Effiziente Zerspanungslösungen für die Bearbeitung von Faserverbundkunststoffen unter Einsatz von Kühlschmierstoffen
Gelenk-Endoprothetik-Prothese
3D-Messsystem sowie Messvorrichtung zur Ermittlung der Belastungsverteilung
Weiterentwicklung von Prüfverfahren für die vorhandene universelle Prüfzelle zur Optimierung neuartiger Produkte
Untersuchungen zum Einfluss der Wärmeleitfähigkeit der Deckschicht einer thermisch aktiven Deckenkonstruktion auf die Leistung
Entwicklung von Flächenelektroden aus Karbon für elektrochemische Applikationen in der Bauindustrie
Entwicklung leitfähiger Textilien für den Einsatz als Mess- und Arbeitselektroden für elektrochemische Applikationen in der Bauwirtschaft
Bedarfsgerechte, alltagsbegleitende Erfassung des patientenspezifischen Mobilitätsgrades auf Basis faseroptischer Technologien - MOBIL
Meine Sprache = Deine Sprache? Schüler erforschen Sprachdynamik
Untersuchungen zur Eignung verfügbarer Editor-Programme für den Erstellungsprozess von virtuellen Modellstrecken
Thermisch aktive Hochleistungskeramik für das Falzen von Magnesiumblechwerkstoffen (Prozessentwicklung)
Entwicklung eines qualitätsgerechten Falzprozesses für Magnesiumblechwerkstoffe auf Basis einer innovativen Erwärmungstechnik
Thermisch aktive Hochleistungskeramik für das Falzen von Magnesiumblechwerkstoffen (Prozessentwicklung)
SmartHeatTex - Integration Textiler Substrate mit gedruckter Carbon-Nanotube-Heizstruktur in Kunststoffverbundsysteme
Elektrische Steuerungs-, Regelungs- und Sicherheitskom-ponenten für den Anschluss dieser Heizstrukturen
Wirtschaftlichkeitsanalyse
Neuentwicklung eines Kommunikationsgerätes mit Brillen-Blickpunktauswertung
Wissenschaftliche Begleitung bei der Entwicklung eines energetischen Konzepts für die forstliche Ausbildungsstätte Bad Reiboldsgrün
Forschung zur Akustik von Motorrädern
MEGATRA - Methodik zur Generierung von Freileitungsgroßkorridoren mit Hilfe geeigneter Werkzeuge
Entwicklung und Testung eines neuartigen Software-Tools zur 3D-Trassenfindung von Freileitungsgroßkorridoren sowie Kopplung mit geeigneten Hardware-Werkzeugen
Kooperation zur Gebäudeenergetik
Studie zur Applikation moderner elektrischer Energiespeichersysteme
Entwicklung einer Gesamtbearbeitungstechnologie für gedrallte Musterturbinenschaufeln
Mikro-Lerneinheiten für INternetbasieres Teleteaching (MINT) - Entwicklung von internetbasierten Mikro-Lerneinheiten für MINT-Fächer an der DKU Almaty, KAZ und der KSUTCA Bishkek, KIRG.
Entwicklung und Testung von mikrostrukturierten offenporigen Eisenhydroxid-basierten Agglomeraten zur Abscheidung von Schadstoffen aus Fluidströmen
Modellierung und Untersuchungen zur Wärme- und Stoffübertragung bei der Agglomeratherstellung/Testung sowie Charakterisierung verschiedener Agglomeratchargen hinsichtlich Materialeigenschaften und Sorptionskapazität unter Modell- und Realbedingungen
Schließung der konzeptionellen und instrumentellen Lücke zwischen Konstruktion und Arbeitsvorbereitung mittels featurebasierten CAD-Modellen (KACAD)
Evaluierung, Konfiguration und Definition verschiedener wissenschaftlicher Methoden und moderner Heuristiken zur automatisierten Generierung von Fertigungsinformationen zur Sicherung einer durchgängigen Lösung von der Konstruktion bis zur Fertigung
Entwicklung einer innovativen Wickelfalzanlage für die Erzeugung hochbelastbarer Leichtbau-Stützrohre für Filter
Entwicklung einer neuartigen Wickelfalztechnologie und deren anlagentechnische Realisierung
Leistungsvergleich neu zu entwickelnder Keramik-WSP beim Schruppfräsen von Nickelbasiswerkstoffen
Grundsatzuntersuchungen zu PVD-Dünnschichten beim Fräsen
Leistungsfähigkeit von VHM-Werkzeugen beim Schruppfräsen von Stahl
SensorikTherm - SPRAYTRACKER
Untersuchung der Beziehung zwischen den Schichteigenschaften und Prozessparametern des Thermischen Spritzens
Wissenschaftliche Analyse zur Eignung von Kurzzeitenergiespeichern in Industrieanwendungen
Untersuchungen zur Klimatisierung von Outdoor-schränken für Telekommunikationsanlagen bei extremen Winterbedingungen
Dispersionsgesteuertes, interferometrisches Messverfahren zur in-line Charakterisierung von Wafertopografien (eRamp)
InnoStrukt3D - EXIST-Gründerstipendium für den innovativen und sicheren Infrastrukturentwurf in 3D
Fachzentrum für angewandte Simulation und Visualisierung
MENTOSA - Mentoring-Netzwerk Folgeprojekt II
Untersuchungen an neuartigen Ventiltriebs- und Zylinderkopfkonzepten Teil 1
Elektrodynamische Krafteinprägung und automatisierte Einschwingzeitminimierung
Entwicklung eines analytischen Berechnungskonzeptes für formschlüssige Welle-Nabe-Verbindungen mit hypotrochoidischen Konturen
Entwicklung eines EMV-Mess- und Prüfverfahren für Hochvoltelektroniksysteme von Elektrofahrzeugen
Auslegung und architektonisch funktionale Gestaltung des textilbasierten leicht steuerbaren Funktionselements zur Wärmeabsorption (RaumConTex - AktivWall)
Untersuchungen zu Leuchtdichten von LED-Notleuchten
Grundlagenuntersuchungen zum Explosivplattieren warmfester Werkstoffe für Bauteile in Schiffsdieselmotoren
Leistungsfähigkeit von VHM-Bohrwerkzeugen mit unterschiedlichen Schichtsystemen
EXIST-Gründerstipendium: Überführung des greenBOX Prototyps in eine marktfähige Lösung
Untersuchungen zu Blitzschutzmaßnahmen in Krankenhäusern
Modell der körpernahen Raumklimatisierung (RaumConTex-Arbeitsklima)
Elektrische Energietechnik mit besonderem Fokus auf die Energiespeichertechnik (Komponenten- bis Systemebene)
EnResKu - Energie- und ressourceneffiziente Nachbehandlung von Kurbelwellen im Automobilbau
Hybride Zylinderkopfhaube - Weiterentwicklung der akustischen, tribologischen und Leichtbaueigenschaften der hybriden Haubenstruktur
Akustik
Prüfplanung und Messungen auf den Gebieten Koordinatenmesstechnik, Oberflächen- und Formmessung
Methodik für den dreidimensionalen Entwurf und die virtuelle Abschätzung der Fahreigenschaften von Automobilteststrecken mittels neuartiger Werkzeuge
Stand-Alone IR-Trocknungssystem für Mikro- und Nanostrukturen - I-Troysy
Sprache als Schlüssel - Die Rolle von Sprachverwendung und Sprachverständnis für eine bessere Demenzdiagnostik bei gehörlosen Menschen
Konzept zur Effizienzsteigerung im TGA-Bereich durch Integration eines neuartigen Gleichstromnetzes und nutzerorientierte Vernetzung interoperabel agierender Subsysteme - EGNIAS
Entwickeln eines Qualitätsbeurteilungsverfahrens für Parkbauentwürfe
Stand-Alone IR-Trocknungssystem für Mikro- und Nanostrukturen - I-Troysy
Teilprojekt
Konzept zur Effizienzsteigerung im TGA-Bereich durch Integration eines neuartigen Gleichstromnetzes und nutzerorientierte Vernetzung interoperabel agierender Subsysteme - EGNIAS
Teilprojekt
Stand-Alone IR-Trocknungssystem für Mikro- und Nanostrukturen - I-Troysy
Teilprojekt
Anodisch oxidiertes Aluminium als Formwerkzeug für nanostrukturierte Antireflexionsschichten
Teilprojekt
Anodisch oxidiertes Aluminium als Formwerkzeug für nanostrukturierte Antireflexionsschichten
Werkstoffauswahl und -charakterisierung für verschleißbelastete Extrusionswerkzeuge
Eigenschaftscharakterisierung von Dünnschichten auf Werkzeugen
Weiterentwicklung von Orbitalmotoren auf konstruktivem Gebiet, Prüfung der Motoren auf einem beim Auftragnehmer befindlichen Prüfstand hinsichtlich Nutzungsdauer, Belastbarkeit und Zuverlässigkeit
Grundlagenuntersuchungen an Karosserieziehteilen
Materialflussbewertungen
Approximation von Tensor Netzwerken
Sprache als Schlüssel - Die Rolle von Sprachverwendung und Sprachverständnis für eine bessere Demenzdiagnostik bei gehörlosen Menschen
Teilprojekt
Lokale, hochauflösende 3D-CFD-Simulation der Schmierspaltströmung in einem instationär belasteten Radialgleitlager
unternehmensWert:Mensch
Gesundheitsförderung in der stationären Altenpflege – ein Ansatz zur Erhöhung der Mitarbeitermotivation und Senkung der Arbeitsbelastung
Entwicklung von Oberflächenstrukturierungen und Replikaten auf der Basis der Laserinterferenzlithographie sowie eines thermischen/mechanischen Perforationsverfahrens, Testaufbauten im Labormaßstab (NAPF)
CFD-Gleitlager II
Untersuchung zu den speziellen Anforderungen an den Detailliertheitsgrad und die Aktualität von Straßendaten aus Sicht der Audi AG
eBus Skorpion – Automatisiertes Plug-In-System
Forschung zur quasi-in-situ-Adaption eines Sensorsystems zur Charakterisierung der Wellenfront in einem Waferbelichter basierend auf einem Hartmann-Shack-Sensorsystems
Chemische Analyse von Beschichtungssystemen auf Komponenten des Pkw-Bremssystems
Entwicklung eines modularen Oberschenkelknochen-Implantats unter Anwendung des Funktionsleichtbaus und Verwendung textiler Strukturen zur Weichteilanbindung
Evaluierung der optischen Grundlagen und Erarbeitung der optischen Konfiguration sowie des didaktischen Gesamtkonzeptes für eine innovativen Lernplattform Lasertechnik - Nichtlineare Optik
Job Factory - Career Service / Kompetenzentwicklung - Verlängerungsprojekt II
Elektrische Speichersysteme III
Untersuchungen zur laserbasierten Oberflächenstrukturierung mit dem Ziel der Verbesserung des Ein- und Anwachsverhaltens der Weichteile (Femur)
Freiluftlabor "Neue Mobilität" am Sachsenring
ePay "EMV-Robuste Energieabrechnungsszenarien für Gridkomponenten in der E-Mobilität" / Teilprojekt
Entwicklung prozessbausteinbasierter Modelle, Algorithmen und Wissenbasen für einen Planungsassistenten zur Technologieoptimierung (WATOP)
Freiluftlabor "Neue Mobilität" am Sachsenring; ePay "EMV-Robuste Energieabrechnungsszenarien für Gridkomponenten in der E-Mobilität" / Teilprojekt
Freiluftlabor "Neue Mobilität" am Sachsenring; ePay "EMV-Robuste Energieabrechnungsszenarien für Gridkomponenten in der E-Mobilität" / Teilprojekt
Hybride Zylinderkopfhaube - Weiterentwicklung der akustischen, tribologischen und Leichtbaueigenschaften der hybriden Haubenstruktur
Entwicklung eines Systematik von Zeitbausteinen am Beispiel der Abteilung Refurbishment
Weiterentwicklung der Prozessoptimierung der Integration nicht akademischer und akademischer Ausbildung in der wissenschaftlichen Aus- und Weiterbildung
Hybride Zylinderkopfhaube - Weiterentwicklung der akustischen, tribologischen und Leichtbaueigenschaften der hybriden Haubenstruktur
Thermomechanische Werkstoffcharakterisierung mittels DMA
Entwicklung einer Software zur Planung von Hüftimplantat-Operationen und eines Messinstruments für die Markierung der Gelenkkopf-Schnittlinie
Entwicklung und Evaluierung eines industrietauglichen Messplatzes zur Bestimmung der Dispersion in multimodalen Lichtwellenleitern
Untersuchungen zur Vorspannkraft beim längsgesteuertem Anziehen
Thermodynamische Modellierung und Bewertung der Effizienz des Wärmetauschers (RaumConTex-Hottex)
Kryogene Zerspanung - Grundlagenversuche am Turbinengehäusewerkstoff 1.4849
Thermodynamische Konzeption und Labortest des Musters der Netzknotenstation
Entwicklung des Schwarmreglers
Elektromobilität vor Ort aus einer Hand in der Zukunft (ZEmO)
Entwicklung einer PLC-Testplattform HomePlug Green PHY
Leistungsfähigkeit von VHM-Bohrwerkzeugen mit unterschiedlichen Schichtsystemen
Untersuchungen zur Vorspannkraft an Schraubenverbindungen beim längsgesteuerten Anziehen
Serielles EMV-optimiertes Bordnetz mit dynamischer Spannungsanpassung DYNASPA (VIP)
Methodik zur optimierten Routennavigation für Elektrofahrzeuge in Abhängigkeit von der Energiebilanz
Einfluss der Verkehrsdichte auf den Energieverbrauch
Reibwertuntersuchungen an 100Cr6 Prüfkörpern mit chemisch modifizierter PTFE-Fettpaste im SRV4-Testsystem nach DIN 51834
Rheologische Untersuchungen
Entwicklung einer Prüfzelle zur normgerechten Leistungsmessung von Raumheizkörpern und Konvektoren
Hybride Kunststoffspritzgussteile mit eingelegtenkomplexen Laserinterbauteilen zur kostenoptimierten Fertigung von Kleinserien - Prozessentwicklung und Durchführung der Spritzgussanwendung mit LS-Einlegeteilen/Werkstoffprüfung
Wissenschaftliche Analyse zur Eignung von Kurzzeitenergiespeichern in einer Industrieanwendung
MENTOSA - Mentoring-Netzwerk Sachsen Folgeprojekt I
Elektrische Speichersysteme II
Entwicklung eines technologischen Verfahrens zur kontextsensitiven Extraktionen von FM-relevanten Informationen und deren Transformation in AR-basierte Darstellungen (FMStar)
Energie-, Antriebs- und Fahrdynamikmanagement für elektromobile Einzelradantriebe / Teilprojekt
Entwicklung kontinuierlicher unrunder Innen- und Außenkonturen für formschlüssige Welle-Nabe-Verbindungen und Ermittlung analytischer Lösungsansätze
Energie-, Antriebs- und Fahrdynamikmanagement für elektromobile Einzelradantriebe / Teilprojekt
Schlichten einer Kundenschaufel aus Plattentitan
Entwicklung einer intelligenten Elektronik
Präventives Gesundheitsmanagement
Tribologische und akustische Weiterentwicklung einer Zylinderkopfhaube
Methodik zur optimierten Routennavigation für Elektrofahrzeuge in Abhängigkeit von der Energiebilanz
Teilprojekt
Ubiquitäre Infrastrukturen - Teilprojekt
InPro-MMS: Intelligente Prozessauslegung zur schmierstoffmengenoptimierten MMS Bearbeitung / Teilprojekt
Herstellung und Charakterisierung von mittels Elektroimpulstechnik erzeugten, neuartigen Werkstoffen für Implantate / Teilprojekt
Optoelektronisches Assistenzsystem für sehbehinderte Menschen (Blindennavigation) / Teilprojekt
Konzept und technische Voruntersuchungen zur thermischen Kälteerzeugung für Kühlungs- und Klimatisierungsabwendungen in Nutzfahrzeugen / Teilprojekt
Konzept und technische Voruntersuchungen zur thermischen Kälteerzeugung für Kühlungs- und Klimatisierungsabwendungen in Nutzfahrzeugen / Teilprojekt
Herstellung und Charakterisierung von mittels Elektroimpulstechnik erzeugten, neuartigen Werkstoffen für Implantate / Teilprojekt
InPro-MMS: Intelligente Prozessauslegung zur schmierstoffmengenoptimierten MMS Bearbeitung / Teilprojekt
Optoelektronisches Assistenzsystem für sehbehinderte Menschen (Blindennavigation) / Teilprojekt
Konzept und technische Voruntersuchungen zur thermischen Kälteerzeugung für Kühlungs- und Klimatisierungsabwendungen in Nutzfahrzeugen / Teilprojekt
Ubiquitäre Infrastrukturen - Teilprojekt
Ubiquitäre Infrastrukturen - Teilprojekt
Herstellung und Charakterisierung von mittels Elektroimpulstechnik erzeugten, neuartigen Werkstoffen für Implantate / Teilprojekt
Optoelektronisches Assistenzsystem für sehbehinderte Menschen (Blindennavigation) / Teilprojekt
Optoelektronisches Assistenzsystem für sehbehinderte Menschen (Blindennavigation) / Teilprojekt
InPro-MMS: Intelligente Prozessauslegung zur schmierstoffmengenoptimierten MMS Bearbeitung / Teilprojekt
Methodik zur optimierten Routennavigation für Elektrofahrzeuge in Abhängigkeit von der Energiebilanz / Teilprojekt
Entwicklung eines Algorithmus und eines Tools für die Suche einer Fahrtstrecke unter Beachtung des geringsten Energiebedarfes in Abhängigkeit verschiedener Einflussfaktoren
Festlegung, Entwicklung und Bewertung von Alternativwerkstoffen sowie Lösungen zu deren Verarbeitbarkeit mit dem Ziel der Verbesserung der Laminateigenschaften des Drainagematerials in getauchten Membransystemen (InnoMemSys)
Konzept und technische Voruntersuchungen zur thermischen Kälteerzeugung für Kühlungs- und Klimatisierungsanwendungen in Nutzfahrzeugen / Teilprojekt
Elektrische Energiespeicher zum Einsatz an dezentralen Energieversorgungsanlagen
Entwicklung von Lösungen zur Gebäudeklimatisierung
Entwicklung eines Reibbelag-Systems aus duroplastischen Kunststoffen mit verbesserten tribologischen Eigenschaften sowie der Prozesstechnologie, das ohne spezielles Trägermaterial im Offshore-Bereich mit stark verminderten Stückkosten verwendet werden kann
Prozesstechnik zur Herstellung von Duroplasten aus Phenolharzen/Epoxidharzen von strukturiert eingelegten Geweben
Intelligenter Spreizer für die Wirbelsäulenchirurgie
Entwicklung einer Sauerstoffsättigungs-Sensorik
Bildungsinitiative "Schaufenster Elektromobilität" Bayern/Sachsen
Neues Logistik-Dienstleister-Konzept für die VW Sachsen GmbH
Logistikplanung Karosseriebau für die VW Sachsen GmbH
Entwicklung eines leitfähigen Garnes mit besonderer Eignung für sticktechnische Anwendungen
Vorlaufforschung auf dem Gebiet Qualitätssicherung und Qualitätsmanagement (QS/QM) in der Forschung an Hochschulen für angewandte Wissenschaften im Förderzeitraum 2013/14
Entwicklung eines Hüftimplantatsystems bestehend aus einer patientenspezifisch einstellbaren modularen Hüft-Endoprothese sowie des dafür erforderlichen Messsystems zur objektiven Ermittlung des Hüftrotationszentrums und der Beinlänge
Entwicklung eines Systems zur objektiven Ermittlung der Beinlänge und des Hüft-Rotationszentrums mittels 1. Laser-Abstandsmessung, 2. Strukturierter Beleuchtung, 3. Optimierung Messsystem hinsichtlich EMV und elektrischer Sicherheit
Leistungsermittlung mit neuen Schneidstoffsorten bei der Fräsbearbeitung von Turbinenschaufeln aus X12CrNiMoV12-3
Elektrische Energiespeicher zum Einsatz an dezentralen Energieversorgungsanlagen
Prüfplanung und Messungen auf den Gebieten Koordinatenmesstechnik, Oberflächen- und Formmessung
Kompetenzprojekt zur Bearbeitung von Nickelbasislegierungen mit drei neu entwickelten Schaftfräser- Werkzeuglösungen aus Schneidkeramik
Konische Vollhartmetallfräser und Ballnose-Conefit-Fräser zur Bearbeitung von Turbinenschaufelplattformen
Werkstoffauswahl und -charakterisierung für verschleißbelastete Extrusionswerkzeuge
Eigenschaftscharakterisierung von Dünnschichten auf Werkzeugen
Technologieentwicklung und Prototypenherstellung für Differentialauslegung
Entwicklung einer autarken Viskostitätsregeleinheit zur Überwachung und Regelung der Viskosität von Kunststoffschmelzen beim Spritzgießen
Grundlagen, Simulation, Auslegung und Charakterisierung zur Entwicklung einer Viskositätsregeleinheit im Spritzgussprozess
Entwicklung der Garn- und Schnittkonstruktion von Zeckenschutztextilien mit Langzeitwirkung im Groß- und Kleintierbereich sowie deren Konfektionierung
Konische Vollhartmetallfräser und Ballnose-Conefit-Fräser zur Bearbeitung von Turbinenschaufelplattformen
Leistungsermittlung mit neuen Schneidstoffsorten bei der Fräsbearbeitung von Turbinenschaufeln aus X12CrNiMoV12-3
Entwicklung, Aufbau und Inbetriebnahme von Modulen einer Sprühbeschichtungsanlage geeignet zur Schichtpräparation mittels Sprühbeschichtung für Schichtdicken im Bereich von ≤ 3 µm (SprühTopo)
Standortmarketingkampagnen für den Landkreis Zwickau
Basisanalysen zur Erstellung eines Marketing- Konzepts für die Wirtschaftsförderung des Landkreises Zwickau mit Fokus auf die Akteure der Wirtschaft
KSS-Performance-Vergleich bei der Gewindeherstellung an nichtrostendem Stahl und an einer Titanlegierung
eBusiness-Lotse Chemnitz
Job Factory - Career Service / Kompetenzentwicklung - Verlängerungsprojekt I
Bewertung von drei Grundkörpervarianten der Baureihe Rundplattenfräser mittels statischer und dynamischer Belastungstests
LokSmart JETZT!
Analyse einer Steuereinheit für stationäre Speicher
Grundsatzuntersuchungen zur Abstrahlcharakteristik von integrierten Fahrzeug-Sendeantennen
Realisierung von Flockstrukturen auf spezifischen Subtraten
CRM-KOMU - Entwicklung eines CRM-Konzepts für mittelständige Unternehmen - dargestellt am Bsp. der BÄKO Ost eG
Entwicklung eines kompakten Aggregates – bestehend aus einem BHKW und einer Absorptionskältemaschine – zur gleichzeitigen Bereitstellung von elektrischer Energie, Wärme und Minuskälte für Anwendungen im niedrigen Leistungsbereich
Konzeptentwicklung und Dimensionierung für Teilkomponenten (insbesondere Anlagenkopplung und MSR-Technik) sowie das Gesamtaggregat - basierend auf detaillierter Bedarfsprognostik, Energie- und Stoffbilanzierung
Adaptives Schneiden offener dünnwandiger oberflächenveredelter Aluminiumprofile
Entwicklung eines qualitätsgerechten Schneidprozesses für ein breites Spektrum offener dünnwandiger oberflächenveredelter Aluminiumprofile
Verfahrensentwicklung für kostenadäquate keramische Produkte
Verschleißverhalten von Hartstoffschichten in oszillierend bewegten Gelenklagern
Verfahrensentwicklung für kostenadäquate keramische Produkte
Systematischer Entwurf und Anwendung intelligenter digitaler Regelverfahren zur Optimierung der Energie-Effizienz von elektronischen Stromversorgungen mit Power Factor Correction (PFC-Opt)
Entwicklung der funktionsbestimmenden Elemente von Pritschenaufbau und Ladungssicherung (Kombier)
Untersuchung und Optimierung der HF-Eigenschaften von passiven Bauteilen von Busschnittstellen
Frästests mit neu entwickelten Schneidstoffen und Geometrien für die Bearbeitung hochwarmfester Stähle
Entwicklung einer EMV-gerechten Hochvoltverkabelung für das elektrische Traktionssystem von Kraftfahrzeugen im Rahmen der Elektromobilität
AlN und a-C:H-Beschichtungen von frei tragenden Si3N4-Membranen für Röntgen-Optiken
Entwicklung des systemübergreifenden Kollaborationskonzeptes (PeriHoch)
Wachstumskern Potenzial - Entwicklung eines Versuchsmotors mit neuartiger Ventilsteuerung (OptiVent)
Verfahrenstechnische Auslegung von Komponenten für komplexe KWKK-Systeme
Nachwuchsforschergruppe: Finanzcontrolling auf Basis von Kapitalflussrechnungen
Wissenschaftliche Studie zur geothermischen Nutzung von Grubenwässern aus Entwässerungsstollen des Mansfelder Reviers für die Gebäudeklimatisierung
Entwicklung eines pyrometrisch-optischen Messverfahrens zur Echtzeiterfassung des Temperaturverlaufes in der Bearbeitungszone einer Lasermaterialbearbeitungsanlage beim Schneiden und Fügen von Nichteisenmetalle
TraCim - Traceability for computationally-intensive metrology
Nachwuchsforschergruppe: A²LICE Ambient Assisted Living in Controlled Environments
Zur Schließung der konzeptionellen Lücke in der medizinischen Versorgungskette zwischen stationärer Pflege und (kommunaler) Wohnungswirtschaft in Sachsen
Nachwuchsforschergruppe: A²LICE Ambient Assisted Living in Controlled Environments
Zur Schließung der konzeptionellen Lücke in der medizinischen Versorgungskette zwischen stationärer Pflege und (kommunaler) Wohnungswirtschaft in Sachsen
Nachwuchsforschergruppe: A²LICE Ambient Assisted Living in Controlled Environments
Teilprojekt
Nachwuchsforschergruppe: A²LICE Ambient Assisted Living in Controlled Environments
Untersuchungen spezieller Sicherungsscheiben für Schraubenverbindungen
Analytische und numerische Untersuchungen zu speziellen Verschraubungsstellen an Computertomografen
Schmierstoffanalyse einer perflourierten Spezialflüssigkeit auf Polytherbasis
Entwicklung von Methoden und Verfahren zur Optimierung und Erfassung von Energieverbräuchen im Krankenhaus
Qualifizierende tribologische Untersuchungen zum Reibverhalten und zum Verschleißwiderstand gegen Schwingungsverschleiß von komplexen Schmierstoffen sowie zur Klärung des Schichtbildungsmechanismus der verwendeten neuen reaktiven Festschmierstoffe (EQHSS)
Implantate aus impulsverdichteten Material
Werkstoffcharakterisierung mittels mechanischer und zerstörungsfreier Prüfverfahren
Simulation der akustischen Eigenschaften von Türen und Klappen
Wirkmedienbasierte Schaftwerkzeuge zur mechanischen Bearbeitung harter Werkstoffverbunde
Akustische Simulationsrechnungen
EKO-SASEMU 2 Erweiterungskonzept einer Servicearchitektur für das Schnittstellenmanagement eines mittelständischen Unternehmens am Beispiel der BÄKO Ost eG
Entwicklung und Validierung tribologischer Untersuchungsmethoden zur Durchführung und Bewertung von Reibungs- und Verschleißvorgängen am Kolben-Liner-System
Entwicklung des ganzheitlichen Systems einschließlich der systembezogenen Software sowie Auswahl und Integration der Interaktionswerkzeuge unter Beachtung der Akteursszenarien (IPADOK)
Auslegung der Verschraubungen an Bahngetrieben
Entwicklung einer Ultraschallnachbehandlungstechnologie für Schneidstempel und Untersuchung der Effekte
Einführung einer Plankapitalflussrechnung für das Finanzcontrolling
Virtuelle Logistik: Softwareanpassung und Datenmigration zur Vorbereitung des MQB A 7
Reibwertuntersuchungen an 100Cr6 Prüfkörpern mit chemisch modifizierter PTFE-Fettpaste im SRV4-Testsystem nach DIN 51834
Frästests mit neu entwickeltem Planfräsertyp mit innovativ gestalteten WSP-Typen beim Schruppen von Turbinenschaufeln
Gesenkschmieden, Materialbewertungen
Entwicklung eines Messverfahrens zur Bestimmung der EMV-Eigenschaften von Hochvolthalbleitern für elektrische Antriebe in Elektrofahrzeuge
Entwicklung und Realisierung einer Referenzplattform für Powerline Communication als Schnittstelle zwischen Elektrofahrzeug und Ladesäule sowie deren Untersuchung und Bewertung aus Sicht der EMV
EMV-Grundsatzuntersuchungen zu Ethernet im Fahrzeug
Ambient Assisted Living im kommunalen Wohnungsbau zur Bewältigung demografischer Probleme im Gesundheitswesen
Teilprojekt
Grundsatzuntersuchung der elektromagnetischen Störfestigkeit und -emission eines innovativen Fahrzeugkonzepte
Grundlagenuntersuchungen an CAN-Leitungen
Intelligente Infrastrukturanlage - Grundlage für straßenorientierte Elektromobilität
Teilprojekt
Intelligente Infrastrukturanlage - Grundlage für straßenorientierte Elektromobilität
Teilprojekt
Bewertung der Ablenkungswirkung von Systemen und Bedienelementen im Fahrzeug-Cockpit
Entwicklung von Lösungen zur Gebäudeklimatisierung
Autonome intrisische Aktoren auf Basis von Verbundelementen für energieautarke Gebäudefassaden (ActorWall) /Teilprojekt
Autonome intrisische Aktoren auf Basis von Verbundelementen für energieautarke Gebäudefassaden (ActorWall) /Teilprojekt
Belastungs- und Bruchüberwachung von Windkraftrotoren (WindSens) / Teilprojekt
Untersuchung des Energiemanagements elektromobiler Fahrantriebe mit dualen Energiespeichern / Teilprojekt
Untersuchung des Energiemanagements elektromobiler Fahrantriebe mit dualen Energiespeichern / Teilprojekt
Untersuchung des Energiemanagements elektromobiler Fahrantriebe mit dualen Energiespeichern / Teilprojekt
Entwicklung eines Pkw-Technologieträgers zur Erforschung elektromobiler Antriebssysteme bezüglich Zuverlässigkeit, Sicherheit und Reichweite / Teilprojekt
Belastungs- und Bruchüberwachung von Windkraftrotoren (WindSens) / Teilprojekt
Vorlaufforschung auf dem Gebiet Qualitätssicherung und Qualitätsmanagement (QS/QM) in der Forschung an Hochschulen für angewandte Wissenschaften im Förderzeitraum 2012
Untersuchung des Energiemanagements elektromobiler Fahrantriebe mit dualen Energiespeichern / Teilprojekt
Entwicklung eines Pkw-Technologieträgers zur Erforschung elektromobiler Antriebssysteme bezüglich Zuverlässigkeit, Sicherheit und Reichweite
Entwicklung eines Pkw-Technologieträgers zur Erforschung elektromobiler Antriebssysteme bezüglich Zuverlässigkeit, Sicherheit und Reichweite / Teilprojekt
Belastungs- und Bruchüberwachung von Windkraftrotoren (WindSens) / Teilprojekt
Ambient Assisted Living im kommunalen Wohnungsbau zur Bewältigung demografischer Probleme im Gesundheitswesen / Teilprojekt
Ambient Assisted Living im kommunalen Wohnungsbau zur Bewältigung demografischer Probleme im Gesundheitswesen / Teilprojekt
Ambient Assisted Living im kommunalen Wohnungsbau zur Bewältigung demografischer Probleme im Gesundheitswesen / Teilprojekt
Ambient Assisted Living im kommunalen Wohnungsbau zur Bewältigung demografischer Probleme im Gesundheitswesen / Teilprojekt
Elektrische Energiespeicher zum Einsatz an dezentralen Energieversorgungsanlagen
Autonome intrisische Aktoren auf Basis von Verbundelementen für energieautarke Gebäudefassaden (ActorWall) /Teilprojekt
Reibwertuntersuchungen an Prüfkörpern mit einer speziellen Reibbelagbeschichtung im SRV4-Test-system nach DIN 51834
Gesenkschmieden, Materialbewertungen
Planungssystematik für logistische Dienstleistungen
Standardisierungsmethodik und Werkzeugkonzept
EMV-Grundsatzuntersuchungen zur ausgedehnten Integration des FlexRay-Bussystems im Kraftfahrzeugen
Untersuchung zur Schallabstrahlung 2. Abschnitt Ergänzungen
Entwicklung, Optimierung und Testung einer Mikrobiologischen Brennstoffzelle (MFC) für die Nutzung alternativer, biochemischer Energiepotentiale in der Aquakultur
Aus- und Weiterbildung im Prozess des lebenslangen Lernens - AnIA
Entwicklung, Optimierung und Testung einer Mikrobiologischen Brennstoffzelle (MFC) für die Nutzung alternativer, biochemischer Energiepotentiale in der Aquakultur
Teilprojekt
Softwareentwicklung für die energieeffiziente Zyklierung für sicherheits- und lebensdauerrelevante Untersuchungen an elektrischen Energiespeichersystemen
SAXEED.next
Alternative CAD-CAM-Systeme - Funktionsmustertests und Einsatzbewertung
Wissenschaftliche Begleitung bei der Entwicklung eines thermischen Fassadenkollektorsystems
Entwicklungen Featurebasiete Modelle und Algorithmen für ein Assistenzsystem zur energetischen optimalen Technologieauswahl für die Teilefertigung
Optimierung der Integration von Aus- und Weiterbildung
Stochastische Galerkin Methode - Grundlagen und Algorithmen
Grundlagenuntersuchungen zum Anformen einer neuartigen Kalottenkontur in eine Turboladerschaufel
Realisierung eines Cavity Ring Down Messplatzes zur Bestimmung geringer optischer Reflexionsverluste unter definierten Reflexionswinkel bei definierten Arbeitswellenlängen
Entwicklung einer Methodik zur automatisierten Optimierung von dünnwandigen Strukturen unter Beachtung von Festigkeits- und Akustikanforderungen in der Konstruktion
EKO-SASEMU 1 Erweiterungskonzept einer Servicearchitektur für das Schnittstellenmanagement eines mittelständischen Unternehmens am Beispiel der BÄKO Ost eG
Anwendung des Ultraschallschweißverfahrens auf spez. Membransysteme
Blended Learning BMT: Grundlagen der Biomedizinischen Technik im Überblick
Evaluation der Modellregionen für die geriatrische Versorgung in Sachsen
Hartfräsbearbeitungsstrategien für Mikro- und Makrostrukturen an Formteilen
Mathematische Algorithmen zur Segmentierung von 3D-Messpunktewolken
ALD-Innenbeschichtungen für Röntgenoptiken
ALD-Beschichtungsprozess
Technologie- und Prozessstrategie zur Substitution des Erodierens bei der Herstellung gehärteter mikrostrukturierter Formnestoberflächen (SubEro) - Hartfräsbearbeitungsstrategien für Mikro- und Makrostrukturen an Formteilen
Theoretische Untersuchungen mit Hilfe von numerischen Methoden zur Optimierung der Baugruppe des Blow-By-Systems und experimentelle Prüfung an befeuerten Verbrennungsmotoren
Topologieuntersuchungen elektromobiler Fahrantriebe mit dualen Energiespeichern
Entwicklung eines Hüllkörpers aus technischen Textilien für eine Kleinwasserkraftanlage
Parkverhalten Parkhaus Centrum Zwickau
Simulation der Kurbelwellenbearbeitung
Entwicklung von Lösungen zur Gebäudeklimatisierung
Entwicklung und Herstellung von mehrschaligen hochschalldämmenden Bauteilen aus naturfaserverstärktem Kunststoff
Dimensionierung und Bewertung der energetischen Effizienz beim Einsatz textiler thermisch aktiver Wand- und Deckensysteme (Teilprojekt 1)
Entwicklung und Konfektionierung von medienführenden technischen Gewebe durch die Nutzung von Spezialtechnologien (Teilprojekt 1)
Charakterisierung der optischen Strahlung eines Störlichtbogens in Abhängigkeit von unterschiedlichen Betriebsparametern
CFD-Gleitlager
Experimentelle und numerische Untersuchungen der Schmierspaltströmung in einem Gleitlagermodellprüfstand
Entwicklung der methodischen Grundlagen zur räumlichen Veranschaulichung und interaktiven Präsentation der Ergebnisse hochkomplexer Bauplanungsprozesse am Bsp. der unterschiedlichen Planungsstufen des Straßenentwurfsprozesses
Effizientere Elektrodenkappenbearbeitung - Optimierung der Werkzeugmikrogeometrie
Prozessentwicklung für die laserschweißgerechte Ausführung offener Schnittkonturen an Blechteilen
Entwicklung und technische Realisierung einer Superkontinuumsquelle mit erhöhter spektraler Leistungsdichte im UV- und VIS-Bereich auf Basis aktiver und passiver Photonischer Kristallfasern
Entwicklung eines Latentwärmespeicherpolymers zur Herstellung eines neuartigen innovativen blasgeformten Wärmespeichers
Entwicklung und Optimierung einer modularen Trennvorrichtung zur Kombination von elektrolytischer Entkeimung und Filtration von Prozesswässern
Dimensionierung und Optimierung der Trennvorrichtung
Rezepturentwicklung zum Compoundierung coriumverstärkter Kunststoffgranulate
Entw. einer Spritzgießtechnologie zur Herstell. einer Einwegzahnbürste aus Papier ohne polymeren Binder bzw. biologisch abbaubarem Binder
Automatisierte und integrierte Montage- und Prüfplanung im Kontext von Zuliefernetzwerken
Entwicklung und technische Realisierung der Aufnahme von wellenlängenselektiven Bilderinformationen auf der Basis klassischer endoskopischer Geräte
Nanopartikulär stabilisierte polymere Filtermembranen für die Ultrafiltration mit optimierten Eigenschaftsprofil für technische Anwendungen
Entwicklung zur Eigenschaftsbeschreibung fasergespritzter metallisch gefüllter Faser-Kunststoff-Verbundwerkstoffe
Entwicklung von analytischen Methoden zur Charakterisierung der Eigenschaften von faserverstärkten Kunststoffen mittels mech.-dyn. Mikroprüftechnik
Entwicklung und Validierung eines neuartigen innovativen getriebelos angetriebenen Extruders zur Compoundierung von Polymeren (Doppelschneckenextruder)
Prozessentwicklung für hochglanzpolierte Industriemesser
Master Patient Index
Werkzeugtests mit neu entwickelten Schneidstoff-Geometrievarianten zum Schlichten von Teilungsflächen an Turbinenschaufeln
Prototypische Entwicklung eines Energy Data Terminals für die Prozessdatenanalyse aus energetischer Perspektive mit Einbindung in ein Fertigungsmanagementsystem (MES) zur Visualisierung und Steuerung von Produktionslinien
Neukonzeption eines anlagenübergreifenden prozessstabilisierten Regelung-Steuerungssystems zur verbesserten Analyse und Bewertung von ablaufstrukturellen Energieeffizienzpotenzialen (DaTeProMES)
Umweltmonitoring mittels sensitiver Microcantilever (CantelliNose)
Werksoff-u.Technol.konzept zur Extrusion Schaumkern
Umweltmonitoring mittels sensitiver Microcantilever (CantelliNose)
Die Planwirtschaft der DDR - Mythos und Wirklichkeit
Entwicklung eines Verfahrens zur Herstellung von Schüttgut-Ionenaustauschern aus cellulosehaltigen, chemisch modifizierten Naturstoffen im Pilotmaßstab
Entwicklung der Integration einer In-line Wirbelstromtechnik zur Prozessüberwachung für die Herstellung metall. gefüllter Extrudate
Mentoring Netzwerk Sachsen - MENTOSA (Projekt des ZNS)
Entwicklung und Erprobung optischer und elektronischer Komponenten für eine faserbasierte Lichtquelle
Untersuchungen zur Entwicklung und Verifizierung eines opt. Schneckendesigns zur Herstellung hochgefüllter NFK-Compounds
Untersuchungen zur Entw. und Herstell. Strahlenbehandelter faserverstärkter duroplast. Kunststoffe mit opt. mech.-physikal. Eigenschaften
Entwicklung naturfaserverstärkter Kunststoff-Spritzgussbauteile mit optimierten akustischen Eigenschaften
Untersuchungen zur Entwicklung und Verifizierung eines opt. Schneckendesigns zur Herstellung hochgefüllter NFK-Compounds
Verifizierung des entw. Leichtmetallsubstituierten bzw. Kunststoff-Lenkers von PKW-Fahrwerken und Entw. seiner Fertigungstechnologie
Verallgemeinerung der Erkenntnisse aus der Entwicklung neuartiger Wärmetauscher zur Gewinnung von Umweltenergie
Entw. und Herstell. geschweißter Papierspritzgussstrukturen mit geringfügigem thermoplastischem Bindemittelanteil
Dimensionierung und Versuche zur Optimierung eines Membrankontaktors zum Sauerstoffeintrag für den Einsatz in Aquakultur-Kreislaufanlagen
Nachwuchsforschergruppe: Low Energy Living
Gebäudeautomatisierung zur Verbesserung der Energieeffizienz im Gebäude
Nachwuchsforschergruppe: Low Energy Living
Steigerung der Energieeffizienz im Netzwerk von Mietern, Wohnungsbau und Versorgern
Thermomechanische Werkstoffeigenschaften photosensitiver Polymere für hochaufbauende MEMS / Teilprojekt
Zukunftsorientierte Kompetenzclusterungs- und generierungsmethoden für Produktionsprozesse klein- und mittelständischer Unternehmen in Sachsen
Teilprojekt
Zukunftsorientierte Kompetenzclusterungs- und generierungsmethoden für Produktionsprozesse klein- und mittelständischer Unternehmen in Sachsen / Teilprojekt
Zukunftsorientierte Kompetenzclusterungs- und -generierungsmethoden für Produktionsprozesse klein- und mittelständischer Unternehmen in Sachsen (Verbundprojekt der TU Chemnitz, WH Zwickau und HS Mittweida)
Nanoskalierende aktorische Funktionskomponenten aus fotostruktuierbaren Polymeren / Teilprojekt
Nanoskalierende aktorische Funktionskomponenten aus fotostruktuierbaren Polymeren / Teilprojekt
Job Factory Career Service / Kompetenzentwicklung (Projekt des ZNS)
Effiziente und qualitätssichernde Bearbeitung hochkomplexer keramischer Komponenten
Industrial Management - Modellhafte Entwicklung, prototypische Erprobung und Verstetigung eines hochschulübergreifenden, E-Learning unterstützten Fernstudienganges (IND-MAN)
Untersuchung und Optmierung des Herstellprozesses von metallischen Bauteilen mit integrierten, komplexen Hohlstrukturen und deren Materialeigenschaften
Weiterbildung: Integration bausteinbasierter Lerneinheiten
Forschungsprämie zu 42102/42107
Modellgestützte Softwareentwicklung zum Steuerelektronikentwurf von verteilt-alternativen Elektroenergieanlagen mit Hilfe von VHDL-AMS / Teilprojekt
Modellgestützte Softwareentwicklung zum Steuerelektronikentwurf von verteilt-alternativen Elektroenergieanlagen mit Hilfe von VHDL-AMS
Integration von Risikoüberwachungssystemen
Integration von Risikoüberwachungssystemen
Elektrische Speichersysteme I
Wirbelkammerpyrolyse
Räumliche Planung
Rezepturentwicklung zur Compoundierung naturfaserverstärkter Kunststoffgranulate
Kooperative Promotion Herr Militzer
Grundlagenuntersuchungen zur Entwicklung eines flexiblen Umform- und Schneidzentrums für die Fertigung komplexer Struktur-Kleinblechteile in kleinen Stückzahlen
Gestaltung Konzept zur Gestaltung modularisierter und nicht modularisierter Werkzeuge
Simulation
Kooperative Promotion Frau Unger
Kooperative Promotion Herr Winkler
Ultraschallschweiß- und -schneidverfahren von Textilien
Messverfahren zur Qualitätsprüfung optischer UV-Komponenten
Live Stream Learning für mobiles u.stationäres Lernen
Heber mit verbesserter Fördereffizienz sowie optimierten Gasaustauschfunktionen – insbesondere für den Einsatz in industriellen Fischzuchtanlagen
Energieeffiziente Fernwärmeversorgung unter Nutzung der Wärme aus Grubenwässern und anderen natürlichen Wärmequellen
highSTICK:Weiterbildungsinhalte
Stochastische Galerkin Methode
Untersuchung und Klassifizierung der Korrelation zwischen Prüfverfahren zur EMV von Fahrzeugelektroniken in verschiedenen Integrationsstufen und Ableitung eines neuen Systemansatzes
Bewertung und Optimierung von Kommunikationssystemen zur Vernetzung von komplexen Elektroniken unter Einfluss von elektromagnetischen Störungen und Umweltbeeinflussungen in Kraftfahrzeugen
Papier-Polymer-Verbundbauteile
highSTICK: Konzept und Prüfung gestickter 3D-Strukturen
Entwicklung kontinuierlicher unrunder Innen- und Außenkonturen für formschlüssige Welle-Nabe-Verbindungen und Ermittlung analytischer Lösungsansätze
Publikationen
Data Science and Artificial Intelligence for Undergraduates (volume 2): Data Visualization, Supervised Learning
Data Science and Artificial Intelligence for Undergraduates (volume 3): Unsupervised Learning
Verkehr und Tourismus
Eine Einführung mit Fallstudien
Sprache - Sprachmittlung - Integration
Das Sprechen über Sprache und die Frage nach Zugehörigkeit und Anderssein
Reihenherausgeberin: Busch-Lauer, Ines-A. zu Band 9, Reihe Fach , Sprachen & Kulturen im Verlag Frank & Timme
Bd. 9
Öffentlicher Personennahverkehr
Grundlagen und 25 Fallstudien mit Lösungen
Data Science and Artificial Intelligence for Undergraduates
Mensch versus neuronale Netze.
Analyse je einer Human- und KI-gestützten Übersetzung eines medizinischen Fachtextes vom Deutschen ins Polnische.
Reihenherausgeberin: Busch-Lauer, Ines-A. (2023) zu Band 10, Reihe Fach, Sprache und Kulturen im Verlag Frank & Timme
Bd. 10
Innovation und Kooperation auf dem Weg zur All Electric Society
Emergenzen für neue Geschäftsprozesse
Intersektorale Zusammenarbeit im Gesundheitswesen: Bestandsaufnahme, Herausforderungen und Perspektiven
Projekt-, Bachelor- und Masterarbeiten
Von der Themenfindung bis zur Fertigstellung
Stamping Practice
High Performance Stamping
Elektrokonstruktion
Gestaltung, Schaltpläne und Engineering mit EPLAN
Development and Characterization of a Dispersion-Encoded Method for Low-Coherence Interferometry
Basel IV in der Unternehmenspraxis
Peter Breuer und die spätgotische Skulptur in Sachsen [finalisierter Status; erscheint jetzt voraussichtlich Anfang 2021]
Wirtschaftsmediation – Praxisfelder und Methodenwerkstatt
Wanderer zwischen den Welten
Gedenkschrift für Univ-Prof. Ing. Mag. Dr. Dr. h.c. Herbert Strunz PhD
Die Krise des Französischunterrichts in der Diskussion.
Empirische Forschung zum Studium der Frankoromanistik – Lehramtsstudierende im Fokus.
„It’s all Greek to me“: Mehrsprachigkeit aus interdisziplinärer Sicht.
Work-Life-Balance: Konzepte und Umsetzung im Studierende und Berufsalltag
2. überarbeitete Auflage
Nachhaltigkeitsmanagement in sächsischen Betrieben
Band 1 der Schriftenreihe des Instituts für Betriebswirtschaft der Westsächsischen Hochschule Zwickau
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Fachlich – Digital – Regional: Perspektiven auf das Sprachenlehren und-lernen.
Dr. Michaela Rusch (WHZ)
Dr. Thomas Edeling (WHZ)
Julia Hartinger (WHZ)
Verkehrswirtschaft
Eine Einführung mit Fallstudien
Praxishandbuch Stromverteilungsnetze
WHZProfSWOT - Konzeptbildung zur hochschulspezifischen Personalgewinnung, -bindung und -entwicklung im professoralen Bereich auf der Basis einer umfangreichen SWOT-Analyse
Förderung der Fachhochschulen/FAW - "FH-Personal Konzept" : Verwendungsnachweis : Projektzeitraum: 01.11.2019-31.08.2020, Förderkennzeichen BMBF 03FHP043
Stanztechnik
Grundlagen, Werkzeuge, Maschinen
inclusive LernApp mit flashcards
Was war und ist, was will und was kann Design? Ein Handbuch für die designgeschichtliche und -wissenschaftliche Lehre [druckreifer Status; erscheint jetzt voraussichtlich Ende 2020 / Anfang 2021]
Systematische Analyse und Entwurf von Regelungseinrichtungen auf Basis von Lyapunov’s direkter Methode
Grundlagen Automatisierung
Erfassen – Steuern – Regeln
Enjeux et défis du numérique pour l’enseignement universitaire./Chancen und Herausforderungen der Digitalisierung in der Hochschullehre
Kultur im Spanischunterricht.
Neue Perspektiven für die fremdsprachliche Kulturdidaktik mit Filmen.
Ethische und rechtliche Aspekte der Digitalisierung im Gesundheitswesen
DIGEH01 - Studienheft der Apollon Hochschule der Gesundheitswirtschaft
Heim- und Betreuungsrecht
RECHH14- Studienheft der Apollon Hochschule der Gesundheitswirtschaft
Grundlagen der Fertigungstechnik
Schneeweiß, M.; Glühmann, J.
Einführung in das Rechtssystem/ Grundlagen des Verwaltungsrechts
Studienheft
The Problems and Prospects of the New Industrialization of the Russian Economy under the Transition to the Sixth Technological Mode
Kurchenkov, Vladimir V.;
Fetisova, Olga V.;
Azmina, Yuliya M.
Kooperation und Innovation für eine nachhaltige Stadtentwicklung
Forschung mit innovativen Kommunen
Digitalization and Industry 4.0: Economic and Societal Development
An International and Interdisciplinary Exchange of Views and Ideas
Controlling und Basel IV in der Unternehmenspraxis
Strategien zur Bewältigung erhöhter regulatorischer sowie bonitätsbezogener Anforderungen
Gewerblicher Rechtsschutz und Urheberrecht
Markenrecht. Markengesetz, UMV. Kommentar
Titel ab der 3. Aufl.: MarkenG. UMV. Kommentar
Kommentierung der §§ 91, 91a, 92, 93, 93a, 94, 95, 95a, 96, 96a, 140 (mit Exkurs: Internationales Prozessrecht), 141, 142 MarkenG, S. 1390-1434, 1622-1658
Prozess-Management und Process-Mining
Technische Unterstützungssysteme im Alltag und in der Pflege
Vertrag(en) oder Vertrauen - Wie gelingt deutsch-chinesische Wissenschaftszusammenarbeit?
Albrecht Dürer als Schuhdesigner, oder: Eine Fußnote zum ‚zweiten Apelles‘ und seinem Schuster. Vorlesung zu Dürers ‚Vorzeichnung eines Schuhs‘ und ‚Sohlenzuschnitt‘ in London, British Museum (= Angewandte Kunst Schneeberg/ Studium Generale, 3), [Zwickau] 2019
Michelangelo. Die Zeichnungen. Mit einem Beitrag zu den Architekturzeichnungen von Christof Thoenes (= Bibliotheca Universalis), Köln 2019/20 [weitere Übersetzungen geplant]
Sprachgebrauch im Kontext: Die deutsche Sprache im Kontakt, Vergleich und in Interaktion mit Lateinamerika/Brasilien.
Stuttgart: ibidem (Kultur - Kommunikation - Kooperation; 23).
Savedra, Mônica (ed.);
Schröder, Ulrike (ed.):
https://www.ibidem.eu/media/catalog/product/9/7/9783838208251_inhaltsverzeichnis.pdf
Handelsrecht: schnell erfasst
Gewerblicher Rechtsschutz und UrheberrechtGewerblicher Rechtsschutz und Urheberrecht
Interkulturelle Herausforderungen transnationaler Forschungsprojekte
Erfahrungen in der chinesisch-deutschen Wissenschaftskooperation
Errances, discordances, divergences ? Approches interdisciplinaires de l’erreur culturelle en traduction
Nominale Anredeformen in Fernsehwahlduellen: ein multilingualer Vergleich.
Zwickau: Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation (ZwIkSprache; 3).
IFRS für Venture Capital-Unternehmen
Definition, Problemanalyse und Anwendung
Soziale Marktwirtschaft. Grundtexte zur Ordnungsökonomik
Elektrokonstruktion
Gestaltung, Schaltpläne und Engineering mit EPLAN
Tukastan
Reiseführer durch ein unterschätztes Land
Krankenversicherung (SGB V)
RECHH11 - Studienheft der Apollon-Hochschule der Gesundheitswirtschaft
Sexueller Kindesmissbrauch in Institutionen und Familien der DDR
Fallstudie zu den Anhörungen und Dokumenten der Aufarbeitungskommission
Digitalization, Industry 4.0 Economic and Societal Development
Kurchenkov, Vladimir V.;
Abilov, Serik, M.;
Zirkler, Bernd (Hrsg.)
Automobile der Zukunft
Interdisziplinäres Kraftfahrzeugwissen leicht gemacht
Das Anlagevermögen in der kommunalen Doppik
Die Bundesländer Sachsen, Thüringen, Sachsen-Anhalt, Brandenburg, Bayern und Hessen im Vergleich
Projektcontrolling
Leitfaden für die betriebliche Praxis
DaFF-Impulse - Deutsch als Fremd- und Fachsprache an Hochschulen
Öffentlicher Personennahverkehr
Grundlagen und 25 Fallstudien mit Lösungen
Soziale Ausgrenzung in den Dokufiktionen des chinesischen Regisseurs Jia Zhangke.
Baden-Baden: Tectum 2018.
Dr. Peiqi Han war Vertretungsprofessorin für Chinesisch und bis 2021 Lehrkraft für besonderere Aufgaben.
Homepage: https://www.fh-zwickau.de/spr/struktur/personen/ehemalige-mitarbeiterinnen/dr-peiqi-han/
Kulturpsychologische Gegenwartsdiagnosen: Bestandsaufnahmen zu Wissenschaft und Gesellschaft
Michelangelo als Zeichner und ‚colorista‘. Vorlesung zur Farbibkeit in Michelangelos frühesten Zeichnungen, unter besonderer Berücksichtigung des Münchner Hl. Petrus nach Masaccios Zinsgroschen-Fresko (= Angewandte Kunst Schneeberg/ Studium Generale, 2), [Zwickau] 2018
Rohstoffe
Fluch oder Segen?
Religion und Gesellschaft
Festgabe für Klaus Zapotoczky zum 80. Geburtstag
Die digitale Unterwelt
Darknet und Kryptowährungen
Standardfälle Arbeitsrecht
Risikomanagement in Unternehmen
2. Auflage Springer Essentials
Arbeitsmarktentwicklung und -regulierung zwischen Fachkräftemangel und Migration
Wilhelm Röpke (1899-1966): A Liberal Political Economist and Conservative Social Philosopher
Leiterplatten
Stromlaufplan, Layout und Fertigung
Geschäftsprozesse praxisorientiert modellieren
Handbuch zur Reduzierung der Komplexität
Leistungserbringer im Gesundheitswesen – Zulassung Kooperation Versorgungsstruktur
Studienheft
Sprache und digitale Medien. Aktuelle Tendenzen kommunikativer Praktiken im Französischen.
Gewerblicher Rechtsschutz und Urheberrecht
Buchführung und Jahresabschluss nach HGB und EStG
Praxishandbuch zur Rechnungslegung, insbesondere für KMU
Die Hochschule, Für die Zukunft gerüstet
Von der Hochschule in die Wirtschaft
Resena de la primera gramática de la Lengua de Senas Costarricense (Über die erste Grammatik der Costa-ricanischen Gebärdensprache)
General Management
Fallstudien mit Lösungen
Gemeinschaft und Engagement
Eckpfeiler zum Weiterdenken
Österreichische Ökonomen "revisited"
Die Hochschule
Für die Zukunft gerüstet
Grundlagen Automatisierung
Sensorik, Regelung, Steuerung
Neoliberale Staatsverständnisse im Vergleich, 2. Auflage
Das Cranach'sche Altarretabel
Band 7 der Reihe "Schätze Mitteldeutschlands"
Lubricants and Lubrication, 3rd Ed.
Third, Completely Revised and Enlarged Edition
SPEKTRUM
Broschüre zur Designausstellung der Studienrichtung Holzgestaltung im Spielzeugmuseum Seiffen
Michelangelo. Die Zeichnungen.
Gewerblicher Rechtsschutz und Urheberrecht
Kinder- und Jugendhilferecht
Studienheft
Grundzüge des Europäischen Sozialrechts
Studienheft
Nachhaltiges Personalmanagement.
Aktuelle Konzepte, Innovationen und Unternehmensentwicklung.
Starterpaket zum Einstieg in den deutschen Alltag (Zeigeblätter und Materialien)
Handreichung für ehrenamtliche Sprachvermittler in ersten Orientierungs- und Sprachangeboten für Geflüchtete und Asylsuchende
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Diskret holomorphe Funktionen und deren Bedeutung bei der Lösung von Differenzengleichungen
Verkehr und Tourismus
Controlling und betriebliche Überwachungssysteme
Praxishandbuch zum entscheidungsorientierten (internen) Rechnungswesen, insbesondere für KMU
Projekt-, Bachelor- und Masterarbeiten - Von der Themenfindung bis zur Fertigstellung
Nachhaltigkeitsmanagement
Case Studie
Neue Ordnungsökonomik
Bilanzpolitik
2. Auflage
Ein Plädoyer für Europa – Chancen für die Sozialwirtschaft in Deutschland
3D TEXTILE EXPERIMENTE
Projektdokumentation, Kooperation mit KARL MAYER Textilmaschinenfabrik GmbH
Studierende, Karl Mayer Textilmaschinenfabrik GmbH
International Business I
Theorie und Fallstudien
ausgezeichnet! most excellent! Schmuck_Kunst für Helden
Dokumentation eines internationalen Ausstellungsprojektes
Krankenhausmanagement
Aktionsfelder und Managementinstrumente
Krankenversicherungsrecht
Studienheft
Heim- und Betreuungsrecht
Studienheft
Pflegeversicherungsrecht
Studienheft
International Business II, Licht und Schatten
Facetten der Fachsprachenvermittlung Englisch - Hands on ESP Teaching
Wissenschaftssprache Deutsch: international, interdisziplinär, interkulturell
Busch-Lauer, I.-A. (Hrsg.)
Rössler, P. (Hrsg.)
Krapp, R. (Hrsg.)
International Business II
LIcht und Schatten
Die Festigkeit von verzahnten dünnwandigen Naben mit Passfedernut
Experimentelle und numerische Untersuchungen
Handelnde Subjekte: ‚Subjektive Theorien‘ als Gegenstand der verstehend-erklärenden Psychologie
Claimmanagement
Springer Essentials
Risikomanagement in Banken und Kreditinstituten
Risikomanagement in Unternehmen
Springer Essentials
Gewerblicher Rechtsschutz und Urheberrecht
Führungskräfte sind oberste Dienstleister
Grundlagen Automatisierung
Dinge im Kontext.
Artefakt, Handhabung und Handlungsästhetik zwischen Mittelalter und Gegenwart
Security and Defence Economics
Selected Essays
BWL studieren
Wissensordner mit 10 Lerntafeln
Basel III in der Unternehmenspraxis
Schnellkurs Wirtschaft
Uni-Wissen in 20 Lerneinheiten
Lingüística mediática y traducción audiovisual. Estudios comparativos español - aleman.
Kommunikative Handlungsmuster im Wandel? Chats, Foren und Dienste des Web 2.0 im deutsch-spanischen Vergleich.
Kaleidoskop der Kulturen 2: Begegnungen mit Sprachen und Kulturen
Fremdsprachenunterricht im Spannungsfeld zwischen Sprachwissen und Sprachkönnen
unter Mitarbeit v. Ch. Bürgel, I.-A. Busch-Lauer, F. Kostrzewa, M. Langner, H.-H. Lüger, D. Siepmann
Risk- und Claimmanagement
2. Auflage
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Storytelling in der Romania
Die narrative Produktion von Identität nach dem Ende der großen Erzählungen
Praxishandbuch Stromverteilungsnetze
Angemessene Aufwendungen für Unterkunft und Heizung nach dem Zweiten und Zwölften Sozialgesetzbuch
Erdgas als Kraftstoff für Kfz-Verbrennungsmotoren
Change Management
Gestalten betrieblicher Veränderungen
Systematische Berechnung hochbeanspruchter Schraubenverbindungen - Mehrschraubenverbindungen
Systematische Berechnung hochbeanspruchter Schraubenverbindungen - Zylindr. Einschraubenverbindungen
Bilanzpolitik und Bilanzanalyse
Praxishandbuch zur Gestaltung und Beurteilung handels- und steuerrechtlicher Jahresabschlüsse
Einführung in das Rechnungswesen
Ein betriebswirtschaftlicher, handelsrechtlicher und steuerrechtlicher Grundkurs
Michelangelo. 1475 – 1564
A German Lady
Bertha Wehnert-Beckmann – Leben und Werk einer Fotografiepionierin
Eigenschaften von E-Gitarren
Mythen, Methoden, Merkmale
Work-Life-Balance
Herausforderungen, Konzepte, praktische Erfahrungen
Verkehrswirtschaft
Eine Einführung
Technische Mechanik
Alpentourismus
Eine Betrachtung mit Fallstudien
Werkzeuge des Managements
Die vielen Gesichter Finnlands - Kulturwissenschaftliche Betrachtungen
Busch-Lauer, I.-A. (Hrsg.)
Neoliberale Staatsverständnisse im Vergleich
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Identitätskonstruktionen
Das Patchwork der Identitäten in der Spätmoderne
Behutsamer Brandschutz in historischen Bauten
Kloster Scheyern, Bayern
Werkzeuge des Managements
Innovation Processes in Organizations
Michelangelo, 1475 - 1564
Fundamentals of Road Design
Dialogue entre langues et cultures .
Von der Zeitung zur Twitterdämmerung. Medientextsorten und neue Kommunikationsformen im deutsch-französischen Vergleich .
Behutsamer Brandschutz in historischen Bauten
Albertina, Universität Leipzig
Herausgeberband Interkulturelle Lernsettings
Konzepte-Formate-Verfahren
Die juristische Fallbearbeitung
Ein Leitfaden für Gesundheitsberufe
Medizinprodukterecht
Haftungs- und Arbeitsrecht in der Pflege
Heim-, Betreuungs- und Pflegeversicherungsrecht
Behutsamer Brandschutz in historischen Bauten
Staatstheater Braunschweig
Behutsamer Brandschutz in historischen Bauten
Schloss Jetzendorf, Bayern
Das Schneeberger Reformationsretabel von Lucas Cranach dem Älteren
Ein bildgewordener Kirchentraum
Akustik, unde venis?
Handbuch Risikoüberwachungssysteme für KMU
Handbuch Risikoüberwachungssysteme für KMU
Leitfaden zu Risikoüberwachungssystemen im grenzüberschreitenden Verkehr, insbesondere nach Osteuropa
Krankenhausmanagement
Aktionsfelder und Managementinstrumente
Thermodynamik des Kraftfahrzeuges
Formschlussprofile für Welle-Nabe-Verbindungen
Antriebstechnik
Neue zyklische Profilkonturen
die optimale Alternative für die genormten Zahnprofilverbindungen; Konstruktion
Development Trends of Motorcycles IV
Hamburg - Hebebrand
Dokumentation der Städtebauentwürfe
Naturlandschaft
Erlebnisregionen am Stettiner Haff
Behutsamer Brandschutz in Kirchen
St. Ignatius in Landshut
Die Soziale Marktwirtschaft als Vorbild in internationalen Krisen
ökonomischer und technologischer Wandel zwischen 1989 und 2009
Multiwave Rollout Approach for Continuing Education in Business and Engineering Studies
Marketing & Sales Management
Semantic Technologies and Augmented Reality for Inspection and Maintenance Processes
Michelangelo, 1475 - 1564
Hochschulischer Fremdsprachenunterricht. Anforderungen – Ausrichtung – Spezifik
Handbuch Risikoüberwachungssysteme für KMU
Ethnische Minderheiten und Erinnerungskulturen in Mittel- und Osteuropa
Majanduspoliitika Alused
(dt.: Einführung in die Wirtschaftspolitik, estnisch-sprachiges Lehrbuch)
Die Soziale Marktwirtschaft als Vorbild in internationalen Krisen
ökonomischer und technologischer Wandel zwischen 1989 und 2009
Handbuch Risikoüberwachungssysteme für KMU
Betriebswirtschaftslehre für Ingenieure
Kompendium des Führens
Ergonomisch und normgerecht konstruieren - Handlungsleitfaden zur Anwendung von Richtlinien und Normen in der ergonomischen Produktgestaltung
Migration und Mobilität aus der Perspektive von Frauen
Zwischen Hochschule und Arbeitsmarkt. Die Absolventenstudie der Fakultät Angewandte Sprachen und Interkulturelle Kommunikation der Westsächsischen Hochschule Zwickau
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Beitrag zur Entwicklung partikelverstärkter Weich- und Weichaktivlote zum Fügen temperaturempfindlicher Aluminiummatrix-Verbundwerkstoffe
Fläche Körper Raum
technische Textilien und experimentelle Gestaltungsstudien, Kooperation mit KARL MAYER MALIMO Textilmaschinenfabrik GmbH
Fit für die Prüfung
Management
Personalmanagement in bewegten Zeiten
Personalmanagement aus historischer Perspektive
Ökonomie in Palästina
Kein Licht am Ende des Tunnels
Innerbetriebliches Finanzmanagement
Konzepte und Methoden
Time-driven Activity-based Costing
Entwicklung, Methodik, Anwendungsfelder
Vom Standard Costing zum Value Stream Costing
Eine Analyse auf dem Gebiet der US-amerikanischen Kostenrechnung
Spanlose Fertigung
Stanzen
Alternative Antriebe für Automobile
Kunst und Architektur in Mitteldeutschland [...]
Brandschutz & Nutzung im Universitätsgebäuden
Bibliotheken, Mensen, Hörsaalgebäude und Laborbauten, Hochschulen in Dresden, Leipzig und Freiberg
Text-Brücken zwischen den Kulturen. Festschrift zum 70. Geburtstag von Bernd Spillner.
Défis et enjeux de la médiation interculturelle: Une approche pluridisciplinaire .
Bridging Cultures. Intercultural Mediation in Literature, Linguistics and the Arts.
Sprachraum Europa – Alles Englisch oder?
Fiedler, S. (Hrsg.)
Autobauer gegen Autoklauer - Nationalstereotype gegoogelt
Heringer, H.-J.
Neoliberale Leitideen zum Staat. Die Rolle des Staates in der Wirtschaftspolitik im Werk von Walter Eucken, Friedrich August von Hayek, Ludwig von Mises und Wilhelm Röpke
Systematische ergonomische Prüfung
Vortrag im Rahmen des Aktionsprogrammes „workplace design"
IFRS für Venture Capital-Unternehmen
Führung von Einsatzkräften
(Hrsgg. v. H. Strunz)
Tagebuch der Weltwirtschaft 2000-2010
Kommentare, Kritik, Reflexionen
(Hrsgg. v. H. Strunz und M. Dorsch)
Rüstungspolitik
Herausforderungen und Implikationen
(Hrsgg. v. H. Strunz und M. Dorsch)
Studien zu Fach, Sprache & Kultur
Kaleidoskop der Kulturen
Herausforderungen internationaler Mobilität: Auslandsaufenthalte im Kontext von Hochschule und Unternehmen
Band 1 der Reihe „Kultur - Kommunikation - Kooperation“
Herausforderungen internationaler Mobilität: Auslandsaufenthalte im Kontext von Hochschule und Unternehmen
Band 1 der Reihe „Kultur - Kommunikation - Kooperation“
Fit für Studium und Praktikum in China: Ein interkulturelles Trainingsprogramm
Internationalization of the Social Sciences: Asia - Latin America - Middle East - Africa - Eurasia
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
IFRS im Bankenaufsichtsrecht
Energieeffizienz in Wohngebäuden
LINIE KÖRPER RAUM
Projektdokumentation, Kooperation mit Kieselstein GmbH
Verkehrswirtschaft
Eine Einführung
Wissen als Rohstoff
Was heißt und zu welchem Ende studiert man ... Management?
Kompendium des Rechnungswesens Band 1
Rechnungslegung nach HGB und EStG
Werthaltungen und Umweltorientierung bei der Verkehrsmittelwahl
Von der Erklärungs- zur Gestaltungsperspektive
Verkehrswirtschaft
40 Fallstudien mit Lösungen
Management im internationalen Kontext
(1. Auflage 2001 mit dem Titel "Management")
Abenteuer Wirtschaft
40 Fallstudien mit Lösungen
(1. Auflage 2003 mit dem Titel "Abenteuer Wirtschaft - 75 Fallstudien mit Lösungen)
Kommunikation im Erzähltext – Ernesto Sábatos El túnel und sein(e) Leser.
E-Learning in der Hochschullehre
Ballis, A.
Management im internationalen Kontext
(1. Auflage 2001 mit dem Titel "Management")
Achtung Kultur!
Ein kleiner "Knigge" zum Verhalten im Ausland
Leistungs- und wirkungsorientierte Steuerung im Militär
(Hrsgg. v. H. Strunz)
Slowakei
An der Kreuzung Europas
(Hrsgg. v. H. Strunz)
Management in the Armed Forces
Kompendium des Rechnungswesens Band 2
Entscheidungsorientiertes (internes) Rechnungswesen
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Produktionswirtschaft
Band 3: Eine integrierte betriebswirtschaftliche Fallstudie mit SAP©: Übungsbuch
Musikpsychologie im Instrumentalunterricht
Eine Einführung
Kapitalflussrechnungen
Erstellung im Rahmen nationaler und internationaler Rechnungslegungsnormen und Anwendungsmöglichkeiten im finanz- und wertorientierten Controlling
Untersuchungen zur Gestaltfestigkeit von Passfederverbindungen
Handbuch Interkulturelle Kommunikation und Kompetenz: Grundbegriffe - Theorien - Anwendungsfelder
Standardfälle Arbeitsrecht
Lubricants and Lubrication, 2nd Ed.
Dr. Winfried Dresel
Autorenkollektiv
Verwaltung innovativ
Pursuit of Meaning. Advances in Cultural and Cross-Cultural Psychology
Redewiedergabe zwischen Konnektivität und Modalität: Zur Markierung von Redewiedergabe in Dolmetscheräußerungen in gedolmetschten Arzt-Patientengesprächen
(Arbeiten zur Mehrsprachigkeit – Folge B; Working Papers in Multilingualism, ; 71). Hamburg: Universität Hamburg, Sonderforschungsbereich 538, Mehrsprachigkeit.
Online unter: http://www.diva-portal.org/smash/get/diva2:273048/FULLTEXT01.pdf
Handelsrecht: schnell erfasst
Standardfälle Arbeitsrecht
Gewerblicher Rechtsschutz und Urheberrecht
Psychiatrie in der DDR
Erzählungen von Zeitzeugen
Multimodal Interaction with Mobile Devices: Fusing a Broad Spectrum of Modality Combinations
Wie gelingt meine wissenschaftliche Abschlussarbeit?
Ein Leitfaden für Wirtschaftswissenschaftler
(1. Auflage 2005 mit dem Titel "Wie gelingt meine Diplomarbeit?")
Wie gelingt meine wissenschaftliche Abschlussarbeit?
Ein Leitfaden für Wirtschaftswissenschaftler
Management im militärischen Bereich
Wehrökonomik
Entwicklungen im internationalen Kontext
(Hrsgg. v. H. Strunz)
Fez oder Feutre? Koloniale Assimiliationsdiskurse
Zur Rekontextualisierung kolonialer Literatur am Beispiel "assimilierter" algerischer Autoren französischer Sprache (1928 - 1961).
Standardfälle Arbeitsrecht
Verkehrswirtschaft
Aktuelle Entwicklungen und Probleme
Perspektiven der österreichischen Neutralität – Politische und ökonomische Auswirkungen
Wie gelingt meine Diplomarbeit?
Ein Leitfaden für Wirtschaftswissenschaftler
Perspektiven der österreichischen Neutralität
Politische und ökonomische Auswirkungen
(Hrsgg. v. H. Strunz)
Einführung in das Marketing
Eine kompakte Darstellung für den schnellen Einstieg
Einführung in das Internationale Management
Eine kompakte Darstellung für den schnellen Einstieg
Tagebuch der Weltwirtschaft 2000-2005
Kommentare, Kritik, Reflexionen
Broschüre zum wissenschaftlichen Arbeiten. Ein gemeinsamer Leitfaden des Instituts für Allgemeine Erziehungswissenschaft und des Instituts für Sozialpädagogik, Sozialarbeit und Wohlfahrtswissenschaften.
Interkulturelles Lernen. Erfahrungen mit dem chinesischen ‘Gesicht’: Deutsche in Taiwan
Produktionswirtschaft
Grundlagen, Produktionsplanung und -steuerung
Perspektiven der Betriebswirtschaftslehre
Jürgen Härdler gewidmet
Die Modalverben des Portugiesischen (PB und PE): Semantik und Pragmatik in der Verortung einer kommunikativen Grammatik.
(Schriftenreihe Philologia ; 60). Hamburg: Kovač 2003
Portugiesisch, Europäisches Portugiesisch, Brasilianisches Portugiesisch, Modalverben, Semantik, Pragmatik, Grammatikalisierung, Kommunikative Grammatik, Modalität, epistemische Modalität, Modallogik, Functional Grammar, Evidentialität, Mögliche-Welten-Semantik, Handlungstheorie
Handelsrecht: schnell erfasst
Maschinenelemente 1
Unlösbare und lösbare Verbindungen, Federn
Sicherheitspolitik und Wirtschaft
Abenteuer Wirtschaft
75 Fallstudien mit Lösungen
Wissenschaft um der Menschen willen
Festschrift für Klaus Zapotoczky zum 65. Geburtstag
Sicherheitspolitik und Wirtschaft
(Hrsgg. v. H. Strunz)
Algerien – Krise und Hoffnung
Algerien
Krise und Hoffnung
(Hrsgg. v. H. Strunz)
Führungsorientiertes US-amerikanisches Management-Accounting
Entwicklung - Aufgabenfelder - Spezifika
Fachtexte im Kontrast: eine linguistische Analyse zu den Kommunikationsbereichen Medizin und Linguistik
Hierarchielose Regionale Produktionsnetzwerke
Internationale Märkte
Internationalisierung der mittelständischen Wirtschaft
Instrumente zur Erfolgssicherung
Management
Internationale Märkte
Management
Internationalisierung der mittelständischen Wirtschaft
Instrumente zur Erfolgssicherung
(Hrsgg. v. H. Strunz)
Heimat ist etwas, was ich mache.
Eine psychologische Untersuchung zum individuellen Prozess von Beheimatung
Libyen – Zurück auf der Weltbühne
Libyen
Zurück auf der Weltbühne
(Hrsgg. v. H. Strunz)
Irak
Wirtschaft zwischen Embargo und Zukunft
(Hrsgg. v. H. Strunz)
Die Befugnis des Darlehensgebers zur Vertragsbeendigung bei internationalen Kreditverträgen. Eine Untersuchung insbesondere zum deutschen und französischen Recht sowie zu den Standardkündigungsklauseln in internationalen Kreditverträgen
Schriften zum deutschen und europäischen Zivil-, Handels- und Prozeßrecht Band 170
Forschungsmanagement
Öffentliche Verwaltung im Wandel
Wirtschaftliche und rechtliche Aspekte des Managements öffentlicher Aufgaben
Texte als Gegenstand linguistischer Forschung und Vermittlung: Festschrift für Rosemarie Gläser
Fiedler, S. (Hrsg.)
Ruge, M. (Hrsg.)
Österreichisch-arabische Wirtschaftsbeziehungen
Entwicklung und Perspektiven
Administration
Public and Private Management Today
Umweltmanagement
Konzepte - Probleme - Perspektiven
Gestaltung öffentlicher Verwaltungen
Verwaltung
Einführung in das Management von Organisationen
Keramikgerechtes Konstruieren
Österreichische Unternehmen im europäischen Binnenmarkt
Englische Fachtexte in der pädagogischen Psychologie: eine linguistische Analyse
Verwaltungsmanagement 1
Ausgewählte Beiträge zur Situation der öffentlichen Wirtschaft und Verwaltung in Österreich
Sprachliches und kulturelles Lernen durch das Erstellen von Kurzfilmen.
Entwicklung und Umsetzung eines Konzeptes zur Digital gestützten Trendanalyse von Arbeit
Scalable process for the production of active hybrid laminates
R. Decker, A. Graf, F. Ullmann
Metasurface integration technologies
T. Großmann, M. Hartwig, M. Heinrich
Technologies for the integration of miniaturized silicon sensor systems
T. Geßner, B. Arnold, F. Rost, R. Decker, A. Bauer, A. Tsapkolenko,
M. Heinrich
Fachkommunikation im Wandel - wie Technik unsere Sprache verändert
Programa eleitoral em formato de Power Point: A proposta do programa de governo de Bolsonaro nas eleições presidenciais brasileiras de 2018
in: Roitman, Malin/ Bernal, María/ Premat, Christophe/ Sullet-Nylander, Françoise (eds.): The New Challenges of Populist Discourses in Romance Speaking Countries. Stockholm: Stockholm University Press (Stockholm Studies in Romance Languages; 8), 13-37..
Integrationsevaluierung von Blockchain-Infrastrukturen innerhalb digitaler Dienstleistungen der Wohnungswirtschaft
Erfahrungen zur Intersektoralen Zusammenarbeit in Westsachsen
Thomas Pöpper: Objects. The cases of Michelangelo and Bill Viola [Arbeitstitel], in: Joanna Olchawa/Julia Saviello (Hg.): Props. Staging Objects on the ‚Stage of Art’ [erscheint voraussichtl. 2022]
Werkstoffkunde
Strukturen - grundlegende Eigenschaften / Kap. Nichteisenmetalle
ISSN (electronic): 2512-5214
Process Model Similarity Techniques for Process Querying
Logic-Based Approaches for Process Querying
Die internationalen Gestalter der Nachhaltigkeitsberichterstattung und -bewertung
Narrations autour du café sur le site web de Nespresso France. Exclusivité, exotisme et durabilité.
Closed Loop Medication Management im Krankenhaus
Emergenzen für neue Geschäftsprozesse
Critical Incidents als Fragmente autobiografischen Erzählens.
Eine Korpusanalyse
Praxishandbuch Thermoprozesstechnik: Band II: Prozesse - Komponenten - Sicherheit 3. Auflage
5.1.1 Einsatz und Anwendungsbeispiele von Lötöfen (S. 726 - 731)
“Do movimento espacial a modalidade, aspectualidade e temporalidade: sobre a gramaticalização dos verbos de movimento ir e vir”
In: Ciama, Adriana/ Teletin, Andreea (eds.): Tempo, espaço e identidade na cultura portuguesa: 40 anos de Estudos Lusófonos na Roménia; Desafios e Perspetivas. Bucureşti: Editura Universităţii din Bucureşti, 2021, 308-318.
O objetivo deste artigo é reconstruir a partir das evidências sincrônicas os processos de gramaticalização. Mostrar-se-á que o significado de base das suas respectivas fontes continua sendo relevante nas construções gramaticalizadas.
Cultures juridiques et politiques
Grundzüge der Bilanzierung
Italienisch in Institutionen
Deutsche Restaurantkritiken im Internet. Der Gebrauch von Authentizitätsstrategien zur sprachlichen Realisierung des Sprachhandlungsmusters des BEWERTENS.
Andrea Bregno – Nochmals zu seinem Grabmal, nebst einigen Perspektiven für die zukünftige Forschung, in: N.N.: Scultori dello Stato di Milano (1395-1535), hg. v. der Università della Svizzera italiana/Accademia di architettura, Mendrisio (Schweiz) 2021 [erscheint jetzt voraussichtlich Anfang/Mitte 2021; jeweils zweisprachig in englischer und italienischer Übersetzung]
Designen = angewandt forschen. Ein Statement, in: Jahesmagazin des Landesverbandes Bildende Kunst Sachsen e. V., Nr. 9, 2021 [in Vorbereitung]
Eine kontrastive Analyse von Benennungsmotiven für private WLAN-Netze im deutschsprachigen Raum und Frankreich und Italien. Methodische Herausforderungen und empirische Befunde.
Lateral führen mit Mediationskompetenz in sozialen Dienstleistungsorganisationen
Prinzipien und Grundlagen der Wirtschaftsmediation
Herbert und die Eisenbahn
Intelligent decision making and motion planning for automated vehicles in urban environment
In: Autonomous driving and driver assistance systems
Messen und Prüfen
In: Pfeifer, T.; Schmitt, R.: Masing Handbuch Qualitätsmanagement. 7., überarbeitete Auflage. München : Carl Hanser Verlag, 2021
S. 680-725
Reflexionen über kulturelle Zugehörigkeit anhand von studentischen Interviews. Ein Beitrag zur deutsch-französischen Mehrsprachigkeitsdidaktik an der Hochschule.
Einleitung
Französische und deutsche Restaurantkritiken im Vergleich. Die sprachliche Realisierung des Sprachhandlungsmusters Bewerten im Internet.
Die Benennung deutschsprachiger WLAN-Netze als ‚Ultra-Kurz-Texte‘? Ein sprachliches Phänomen zwischen Kreativität und Kürze.
Benennungsstrategien deutschsprachiger WLAN-Netze. Eine formale und funktionale Analyse.
Formen des Kommentierens von Unternehmensaktivitäten in den sozialen Medien. Am Beispiel des Mobilfunkanbieters Vodafone.
Nachhaltige Transformationsprozesse in Betrieben.
In: In: Kirschten, U. (Hrsg.): Nachhaltigkeitsmanagement in sächsischen Betrieben, Berlin 2021, S. 67 – 86
Buschner, V.; Fischer, S.; Kirschten, U. (2021): Nachhaltige Druckstrategien bei FISCHER druck&medien in Großpösna.
Nachhaltiges Personalmanagement
(im Druck)
Sprache und Identität in Ett nytt land utanför mitt fönster von Theodor Kallifatides
in: Lacheny, Marc/ Rentel, Nadine/ Schwerter, Stephanie (eds.): "It's all Greek to me": Mehrsprachigkeit aus interdisziplinärer Sicht. Stuttgart: ibidem, 323-343.
Alte Trasse erfolgreich wiederbelebt - Die Vinschgerbahn
auch als E-PDF (ISBN 978-3-631-84454-0), EPUB (ISBN 978-3-631-844557-7) und MOBI (ISBN 978-3-631-84456-4)
A não‐tradução de marcadores discursivos nas traduções de romances de José Saramago para o catalão, espanhol, francês e italiano
in: Papahagi, Cristiana (ed.): Disparitions, effacements, oublis dans les langues romanes; Sparizioni, cancellazioni, dimenticanze nelle lingue romanze; Desaparición, obliteración, olvido en las lenguas romances; Desaparecimientos, apagamentos, esquecimentos nas línguas românicasI II. Cluj-Napoca: Presa Universitară Clujeană (Romania contexta; 2), 315-324.
Controlling
Toward Process Variability Management in Online Examination Process in German Universities: A State of the Art
Mitarbeiterbindung durch nachvertragliche Wettbewerbsverbote, in: Uta Kirschten (Hrsg.), Nachhaltigkeitsmanagement in sächsischen Betrieben
Fit für Studium und Beruf – Wirtschaftskommunikation international und regional vermitteln.“
Boom – Boom – Boom: Regionale Lernwelten für Wirtschaftsdeutsch.
Anlagen zum Parken
Zur (Re-)Konstruktion pluraler Lebenswelten. Eine experimentelle Fokusgruppe
Pragmatique de l´enseignement des langues et de la communication interculturelle
Das Zusammenspiel unterschiedlicher semiotischer Modalitäten in der virtuellen Gesundheits- und Risikokommunikation. Fallbeispiele und Furchtappelle in deutschsprachigen Präventionsvideos.
Phraseologismen als Authentizitätsstrategie in bewertenden Online-Texten des Deutschen. Dargestellt am Beispiel von Online-Restaurantkritiken, Video-Rezensionen auf YouTube und virtuellen Weinverkostungen.
Das Zusammenspiel unterschiedlicher semiotischer Modalitäten in der virtuellen Gesundheits- und Risikokommunikation. Fallbeispiele und Furchtappelle in deutschsprachigen Präventionsvideos.
Modelling of traffic flow characteristics of traffic calmed roads. In: Brauweiler HC., Kurchenkov V., Abilov S., Zirkler B. (eds) Digitalization and Industry 4.0: Economic and Societal Development.
Strategien der Intensivierung negativer Kommentierungen auf der Facebook-Seite der Stiftung Warentest
"Marcadores discursivos do Português Europeu na tradução literária: As traduções italiana e sueca de dois romances de José Saramago",
in: Duarte, Isabel Margarida/ Ponce de León, Rogelio (eds.): Marcadores discursivos: O português como referência contrastiva. Berlin, Bern, Bruxelles, New York, Oxford, Warszawa, Wien: Lang (Theorie und Vermittlung der Sprache; 63), 57-74
Palavras-chave: Marcadores discursivos, comparação de tradução português– italiano– sueco, tradução literária, romances de José Saramag
Stilwechsel von der Erkenntnis zur Wissenschafts-PR. Wie man über die Smarte Welt und Virtuelle Realität kommuniziert
Tandem-Sprachenlernen an der Westsächsischen Hochschule Zwickau: Ein Erfahrungsbericht zu Tandemauswahl, -beratung und –dokumentation
Die didaktische Konzeption deutschsprachiger Italienischlehrwerke von 1924 bis zur Gegenwart.
Kommunikatives Handeln in deutschsprachigen Kinderwunschforen zwischen social support und Wettbewerb.
Sprachliche und kulturelle Grenzen überschreiten – ein Erfahrungsbericht aus einem deutsch-französischen TeleTeaching-Projekt an der Hochschule.
Wissensplattform für Critical Incidents und interkulturelle Erfahrungen
Enjeux et défis du numérique pour l'enseignement universitaire
Integriertes nachhaltiges Change Management.
In: Butzer-Strothmann, K.; Ahlers, F. (Hrsg.): Integrierte nachhaltige Unternehmensführung: Konzepte, Praxisbeispiele, Perspektiven, S. 247 - 269
Fallstudie: Sexueller Kindesmissbrauch in Institutionen der DDR.
Fallstudie zu den Anhörungen und Dokumenten der Aufarbeitungskommission
L1-Sign Language Teacher Preparation , Qualification and Development
The development of the smart city concept in the system of municipal government
Kurchenkov, Vladimir V.;
Fetisova, Olga V.;
Kurchenkova, Elena A.
Risk Management Attitude of Banks: Comparative Analyses of National and Foreign Banks in Germany and Kyrgyzstan
Madmarov, Nurbek
Real-time scalable energy storages as the general basis for energy-optimized quarters of the future – a real-world-condition laboratory as experimental space for future smart-city approaches
Kapitel „Methodische Besonderheiten des Unionsrechts“
Matthias Niedobitek (Hrsg.), Europarecht. Grundlagen und Politiken der Union
BigSTEP - Using the Ideal Final Result for Improving Business Processes and Business Models
Basel ist – nach wie vor – nicht nur ein Bankenthema!
Geleitwort
Psychologische Dimensionen eines umstrittenen Begriffs
Eine sprachwissenschaftliche akademische Laufbahn mehrsprachig und plurikulturell leben – dargestellt am Beispiel einer individuellen Sprachbiographie.
Strategien der Benennung von WLAN-Netzen in der Romania. Ein französisch-italienischer Vergleich.
La négociation du statut d’expert dans les forums de discussion allemands du domaine de la gastronomie
Personalbedarfsermittlung in stationären Pflegeeinrichtungen – Ein möglicher methodischer Ansatz der zukünftigen Personalbemessung
Sektorkopplung von Gesundheit und Wohnen im intelligenten Quartier
Hrsg. Mario A. Pfannstiehl, Patrick Da-Cruz, Harald Mehlich. Springer Gabler, Wiesbaden, 2019. pp. 353-374.
Dicke Arme machen oder mit offenen Karten spielen. Die Vermittlung substandardlicher Varietäten im DaF-Unterricht – mit einem Fokus auf phraseolexematischen Einheiten
Erreurs culturelles dans la traduction de textes sur les sites web des offices de tourisme en France. L’exemple des traductions en allemand
Formes de contestation dans la sphère numérique. Une analyse de commentaires dans un forum de discussion concernant la réaction de François Hollande aux attentats de Paris en 2015
Kundenbeschwerden in der digitalen Öffentlichkeit als Form des Widerstands – am Beispiel des Facebookauftritts von Vodafone
Portico: um projeto de portfólio eletrônico para o fomento da competência intercultural da Westsächsische Hochschule Zwickau / Alemanha,
in: Schröder, Ulrike/ Mendes, Mariana Carneiro (eds.): Comunicação (inter)cultural em interação. Belo Horizonte: Editora UFMG, 89-106.
Doris Fetscher
Thomas Johnen
As variantes do português em manuais de Português Língua Estrangeira
in: Koch, Christian / Reimann, Daniel (eds.): As Variedades do Português no Ensino de Português Língua Não Materna. Tübingen: Narr Francke Attempto (Romanistische Fremdsprachenforschung und Unterrichtsentwicklung; 14), 87-101.
« L’implicite dans les programmes politiques de l’extrême droite»,
in: Seara, Isabel Roboredo/ Marques, Isabelle Simões (eds.) : L’implicite dans les langues romanes : Langue, Texte et Discours. Lisboa : Universidade Aberta (Ciência e Cultura ; 6), 174-184.
https://portal.uab.pt/colecao-ciencia-e-cultura/
Zum Panel MehrSprachen im Zeichen von Migration
Die Verhandlung von Migration und Mehrsprachigkeit im Diskursfeld Schule
James Buchanan and the "New Economics of Order" Research Program
Approaches to Transformation in Economics
Von der descente aux enfers und dem grand marathon zum être au paradis. Geburtsmetaphern in französischen Online-Diskussionsforen.
Unterhalten und Aufklären mit Hilfe von Fallbeispielen und Furchtappellen in der Online-Gesundheitskommunikation – dargestellt am Beispiel des Deutschen und des Französischen.
Online-Beschwerden im interlingualen Vergleich – am Beispiel des Facebook-Auftritts der Mobilfunkanbieter Vodafone (Deutschland) und SFR (Frankreich)
A Useful Transformation for Solving the Discrete Beltrami Equation and Reducing a Di erence Equation of Second Order to a System of Equations of First Order
Emotionale Arbeitsanforderungen und psychische Gesundheit
Heimat als subjektive Konstruktion
Beheimatung als aktiver Prozess
Clean-sweeping the modeling languages jungle
Overview of commonly used modeling languages in software development, transformability, and pros and cons of model-to-model transformation
Aufbau von Kostensimulationsmodellen mit Standard- Modellierungssprachen
Les religions abrahamites dans le discours du Front National dans le contexte d’extrêmes droites populistes européennes
in: Sullet-Nylander, Françoise/ Bernal, María/ Premat, Christophe/Roitman, Malin (eds.) Political Discourses at the Extremes Expressions of Populism in Romance Speaking Countries. Stockholm: Stockholm University Press (Stockholm Studies in Romance Languages; 4), 53-81.
Atmosphärendruck-Plasmaspritzen in der Hochspannungstechnik - thermische und elektrische Isolierschichten aus Al2O3
Vorbehandlung und Reinigung von Werkzeugoberflächen durch plasmaelektrolytisches Polieren zur Verbesserung der Haftung von Verschleißschutzschichten
An Internal Control System as a Prerequisite for effective Crisis-Prevention and -Management
CRISCON Crisis Management and Crisis Situation Solutions
Polymer Microparticles in Drinking Water
(Minireview)
Vargova, Slavomira;
Bozek, Frantisek;
Pawelczyk, Adam;
Brauweiler, Hans-Christian
Macko, Michal;
Hoza, Ignac
Covenants in Loan Contracts as a Measure and Aid to reduce Risk
Brauweiler, Hans-Christian
Problems of increasing the innovation activity of industrial enterprises in the context of global competition
Kurchenkov, Vladimir V.;
Fetisova, Olga V.;
Azmina, Yuliya M.;
Ponomareva, Larissa Vladimirovna;
Kurchenkova, E. A
Globalization, SME and internal Audit: Requirements and Challenges
Avoiding Creative Accounting: Corporate Governance and Leadership Skills
Yerimpasheva, Aida;
Balgabayeva, Zarema
CSR and CSRR in Kazakhstan: State and Prospects
Yerimpasheva, Aida
Organizational specificity of batch production enterprises of processing industry
Kurchenkov, Vladimir Viktorovich;
Ponomareva, Larissa Vladimirovna
Wearables - Zukunftstechnologie für die geriatrische Pflege?
Medzinische Unterversorgung im Vogtland aktiv begegnen
Kostenrechnerische Grundlagen für Kostensimulationen
Kennzahlengestütztes Finanzcontrolling auf Basis von Kapitalflussrechnungen
Sprache im Informatikstudium
Implikationen für den DaF-Unterricht aus fachlicher Perspektive
Der Heimatbegriff im Wandel
Kopieren statt kooperieren - Über Sprachpannen in der Kommunikation
Der GER als Messinstrument für fach- und berufsbezogene Fremdsprachenkompetenz? – Eine Bestandsaufnahme
Bochum: Verein zur Förderung des AKS e.V
Schwierige Internationalisierung: Globalisierung und transnationale Kooperation in den Sozialwissenschaften
Youwei und Wuwei: ein psychologischer Blick auf daoistische Handlungstheorien
Lernen
Psychiatrie in der DDR aus der Sicht von Betroffenen und Mitarbeitern
Ein Interviewprojekt
Le eccezioni confermano la regola. Collaborazioni e ‘famiglie’ di monumenti sepolcrali nella scultura romana del Quattrocento, in: La scuola scultorea romana del Quattrocento (= RinnovaMenti. Studi sul Rinascimento, 9), hg. von Claudio Crescentini und Sergio Risaliti, im Auftrag des Ministero dei beni e delle attività culturali e del turismo, Rom 2018, S. 41–57
Da ist viel Design und Musik drin!, in: Die Neue Hochschule/ DNH (Hochschullehrerbund), 5, 2018, S. 6f. (auch online verfügbar)
ANÁLISE CRÍTICA DE MATERIAIS DE INFORMAÇÃO INTERCULTURAL SOBRE A CULTURA BRASILEIRA PRODUZIDOS NA ALEMANHA
in: Ribeiro, Alexandre do Amaral (ed.): Português do Brasil para Estrangeiros: políticas, formação, descrição. Campinas, SP: Pontes, 53-78.
Markenrecht. Markengesetz, UMV. Kommentar.
Kommentierung der §§ 91, 91a, 92, 93, 93a, 94, 95, 95a, 96, 96a, 140 (mit Exkurs: Internationales Prozessrecht), 141, 142 MarkenG, Referentenentwurf §§ 140a, 140b, S. 1314-1357, 1539-1573
Effectiveness Oriented Management Accounting – A German Perspective called Controlling
Markert, Rebecca;
Schäfer, Philip;
Zirkler, Bernd
Analysis of indexes of Kazakhstan Higher Education accessibility
Konopyanova, G.;
Baikenov, Zhasulan;
Central Functions of Corporate Controlling Systems
Zirkler, Bernd;
Alickovic, Vedran
Incorporating Time into Risk Management – A different Approach and View on relevant Factors in Evaluating Risk:
The Risk Cube, CRISCON Crisis Management and Crisis Situation Solutions
Was macht eine mehrsprachige interkulturelle Projektarbeit per Email erfolgreich?
Zur Unterstützung des autonomen Lernens im Sprachtandem mithilfe von E-Learning
Twin Polymerization: New Strategy for Hybrid Materials Synthesis
Mitwirkende: Alexander Auer, Matthias Birkner, Giovanni Bistoni, Thomas Ebert, Benjamin Fiedler, Joachim Friedrich, Mandy Göring, Susanne Höhne, Lysann Kaßner, Philipp Kitschke, Heinrich Lang, Kevin Nagel, Janett Prehl, Felix Roschke, Katja Schreiter, Andreas Seifert, Daniel Uhlig
Gemeinschaft und Gesellschaft im Zeitalter von Globalisierung und Digitalisierung
Paleo- and Neoliberals: Ludwig von Mises and the "Ordo-interventionists"
Individualism and Demographic Change
Edit case studies with instruments of interconnected thinking by Frederic Vester
Learning in harmony with nature – the Alpenschule in Westendorf
Congestion - London, Stockholm and elsewhere
Soft mobility on holiday - Municipality of Werfenweng
Wind is cheaper than oil – Stephan Wrage, SkySails
The first ones on the mountain – Bergbahn AG Kitzbühel
Clean clothes in every respect – Lisa Muhr und Igor Sapic, The Goddess of Happiness
Strategien einer nachhaltigen Personalentwicklung zur Förderung der Frauenerwerbstätigkeit in der Arbeitswelt 4.0.
Demonstration einer energieeffizienten und sozialgerechten Quartiersentwicklung auf Basis elektrisch-thermischer Verbundsysteme in Zwickau Marienthal - Projekt ZED: Zwickauer Energiewende demonstrieren
Digitalisierung von Infrastrukturen als Schlüssel zur Annäherung von Gesundheitswesen und Wohnungswirtschaft
Jiddisch-portugiesische Mehrsprachigkeit in O ano em que meus pais saíram de férias
in: Blum, Andreas/ Ruchatz, Jens (eds.) (2018): Mehrsprachigkeit im Kino: aktuelle Phänomene und Gespräche über Filme. Trier: WVT (Intercultural Knowledge; 5), 31-44.
Internationalisierung von Videomaterial für den Einsatz in der Lehre
Tu nous a quitté pour rejoindre un nouveau paradis: Strategien des Sharing auf virtuellen Friedhöfen im französischsprachigen Internet.
Dicke Arme machen oder mit offenen Karten spielen. Funktionen von Phrasemen in Online-Kundenbeschwerden.
Deutsche Absageschreiben im Spannungsfeld von Musterhaftigkeit und Varianz.
Sarkozy sort aussi son livre torche-cul présidentiel! Entwürfe alternativer, digitaler Öffentlichkeiten im Kontext des französischen Präsidentschaftswahlkampfs 2017.
„Materialuntersuchungen an Gitarrensaiten“
A Reflection on the Interrelations between Business Process Management and Requirements Engineering with an Agility Perspective
Felix Reher, Irene Schönreiter, Rüdiger Weißbach
Analyse natürlichsprachlicher Beschriftungen in Geschäftsprozessmodellen
Simulation von Geschäftsprozessen: Werkzeuge, Standards und Fallstricke
Globalization, Small and Medium Sized Enterprises and internal Audit: Requirements and Challenges
Economic and Legal Mechanisms of Waste Management in Ukraine, in: Marketing and Management of Innovations
Vorbereitung ausländischer Studierender für ein Studium in Deutschland im Rahmen eines Flipped Classroom Kurses
Geschriebene Erzählungen über Schmerzen und Emotionen: italienische Geburtsberichte im Internet.
Konsens und Dissens in der Online-Kommunikation. Eine exemplarische Analyse des Deutschen und des Französischen.
Französische Wirtschaftsfachsprache an der Hochschule – Auszüge aus einer Unterrichtsreihe aus dem Bereich Marketing.
Das kommunikative Aushandeln des Expertenstatus in Diskussionsforen der Medizin – ein deutsch-französischer Vergleich.
Text Linguistic Approaches II: Textuality of Online Media.
Werbekommunikation im innerromanischen und romanisch-deutschen Sprachvergleich. Strategien der kulturspezifischen Adaptation in der deutschen, französischen und spanischen Automobilwerbung.
Deixis et modalité: portug. ser capaz de épistémique – un cas d’usage déictique de re
in: Carreira, Maria Helena Araújo /Telentin, Andreea (eds.): La deixis et son expression dans les langues romanes. Saint-Denis : Université Paris 8 Vincennes-Saint-Denis (Travaux et documents ; 62), 209-216.
Forensik in der digitalen Welt
Methoden des maschinellen Lernens und der Computational Intelligence zur Auswertung heterogener Daten in der digitalen Forensik
Vorbereitung ausländischer Studierender für ein Studium in Deutschland im Rahmen eines Flipped Classroom Kurses
Herausgeber: Casper-Hehne, Hiltraud; Reiffenrath, Tanja
Who the Hell are Popper and Kuhn?, Sicht der Didaktik und Methodik
Hochschulcontrolling – Eine organisatorische, methodische wie auch vergleichende Betrachtung
(Un-)Bildung - Ein Schritt vor, zwei zurück, Verwaltung oder Gestalten?
Die Eule der Minerva – Akademische Verantwortung und das „Spiel der Wissenschaften“, Akademische Freiheit und Verantwortung
Gustave Flaubert und der Prozess um „Madame Bovary“
in: Hermann Weber (Hrsg.), Das Recht als Rahmen für Literatur und Kunst. Tagung im Nordkolleg Rendsburg vom 4. bis 6. September 2015
Erwartungen an moderne Bildung und Universitäten: Notwendigkeit des lebenslangen Lernens und der akademischen Fortbildung
Internal Audit in a Multinational Perspective
Baustein für ein Interkulturelles Training zum arabischen Kulturraum: Krtitische Situationen differenziert deuten.
Steuerungstechnik Kapitel Q
Norms, Condition Numbers and Pseudospectra of Convolution Type Operators on Intervals
Kur, Markenrecht. MarkenG, UMV. Kommentar
Mehrwert in der häuslichen Pflege durch vernetzte Ambient-Assisted-Living-Systeme
AAL-Architektur und Integration in die Gesundheitsversorgung
Der EuGH: Akzeptanzprobleme eines durch das französische Recht geprägten supranationalen Gerichtshofs in: Otmar Seul/Kaïs Slama/ Kerstin Peglow (Hrsg.), Kulturvermittlung und Interkulturalität, ein Deutsch-Französischer-Tunesischer Dialog. Politische, rechtliche und sozio-linguistische Aspekte
Characterization of the deformation and fracture behavior of elastomers under biaxial deformation
Wenn DaF auf MINT trifft. Integriertes Fach- und Sprachenlernen am Beispiel "Technisches Deutsch" an der Westsächsischen Hochschule Zwickau (WHZ)
Earned Value Methode Ergebnisausweis für langfristige Fertigungsaufträge nach IAS 11/IFRS 15
Ergebnisausweis für langfristige Fertigungsaufträge nach IAS 11/IFRS 15
Mehrwert in der häuslichen Pflege durch vernetzte Ambient-Assisted-Living-Systeme
MINT-Kompetenz im studienbegleitenden DaF-Unterricht - das Praxisbeispiel Westsächsische Hochschule Zwickau (WHZ)
Zum Gelingen wissenschaftlicher Arbeiten
Formes et fonctions de la violence verbale sur les réseaux sociaux. Le cas des plaintes de clients sur le profil Facebook de SFR.
Werkzeuge des Projektmanagements
„Gitarrensaiten – Eine interessante Werkstoffvielfalt“
Fallbeispiele mit Instrumenten des vernetzten Denkens nach Frederic Vester bearbeiten
Lernen im Einklang mit der Natur – die Alpenschule Westendorf
City-Maut – London, Stockholm und anderswo
Sanfte Mobilität im Urlaub – Gemeinde Werfenweng
Wind ist billiger als Öl – Sky Sails
Die Ersten am Berg – Bergbahn AG Kitzbühel
Saubere Kleidung in jeder Hinsicht – Göttin des Glücks
Imperative, deklarative und hybride Ansätze zur Modellierung von Variabilität und Flexibilität in Geschäftsprozessmodellen
Towards a Better Object-Oriented Software Development Education Using the DCI Software Architecture
Covenants in der Unternehmenskrise
Neue Ordnungsökonomik. Zur Aktualität eines kontextualen Forschungsprogramms
Evolutorische Public Choice und Neue Ordnungsökonomik
Friedrich List (1789-1846)
Kapitel „Recht“, in: Jürgen Härdler, ab 6. Aufl.: Jürgen Härdler/Torsten Gonschorek (Hrsg.), Betriebswirtschaftslehre für Ingenieure. Lehr- und Praxisbuch für Ingenieure und Wirtschaftsingenieure
S. 365-402, 605-606.
An Educational Project in an International Summerschool
Peaceful use of Unmanned Aerial Vehicles (UAV) exemplified at the Agricultural Sector
Entwicklung von Netzknotenstationen für die Steuerung intelligenter Nahwärmenetze
Kompetenzzellengesteuerte, hierarchielose Dienstleistungsvernetzung auf Basis digitaler Quartiersinformationen
Non-Hierarchical Services Networks, steered by Competence Cells
Analyse und Nachbildung komplexer Masseanordnungen bei der EMV-Validierung von Kompaktzündspulen
Körber, B.;
Richter, M.;
Sajadatz, A. (AUDI);
Skibbe, A. (Telemotive);
Mutabdzic, D. (Beru);
Dombrowski, M. (VW)
Analyse der Störunterdrückung von HV-Systemen von E-Fahrzeugen
Körber, B.;
Richter, M.;
Beck, F.
Wir werden alle alt – Herausforderung und Chance für die Pflege.
Messvorrichtung und Messverfahren zur Strommessung
PATENT
Ambient Assisted Living
Utilizing Feature Selection on Higher Order Neural Networks
Geflippt! Vier erprobte Szenarien zur Anwendung der Flipped Classroom Methode in der Hochschullehre.
Management Accounting in den USA
The tearing energy as fracture mechanical quantity for elastomers
Towards World Social Sciences: Why criticizing ‘Western Hegemony’ does not help
Freundschaften auf Distanz durch regionale und globale Mobilität
Formen und Funktionen von Komplimenten in der deutschen und französischen Forenkommunikation. Ein Vergleich von Diskussionsforen zu Schwangerschaft und Geburt
Gesundheitskommunikation im Spannungsfeld von Fachsprachlichkeit und Selbstvermarktung. Am Beispiel von Webseiten französischer Kinderwunschkliniken
Gesundheitsprävention im Spannungsfeld von Aufklärung und Unterhaltung. Das Beispiel französischer Online-Plattformen zur Krebsvorsorge
Controlling
Measuring Work Environment Factors by Everyone Using Smartphones
User-oriented Consideration of Applications for Measuring Work Enviroment Factors Noise, Climate and Lighting
Advances in Ergonomic Design of Systems, Products and Processes
Proceedings of the Annual Meeting of GfA 2015
Herausgeber: Deml, B., Stock, P., Bruder, R., Schlick, C.M. (Eds.)
Provides a good overview of the current research landscape in human and industrial engineering
Online interkulturelle Kommunikation lehren und lernen. Sind individuelle Lernerfolgskontrollen möglich?
Wie manifestiert sich Bildungssprache in deutschen Sach- und Lehrbuchtexten? Eine exemplarische diskursiv-textuelle Betrachtung
Internationale Märkte erfolgreich bearbeiten
Strategien umsetzen
Internationale Märkte zielsicher erschließen
Strategien gestalten
Fallstudie: Kräuterlimonade auf Erfolgskurs
Almdudler
Unternehmensführung
auch als E-Book (ISBN 978-3-446-44106-4)
Zum Gelingen wissenschaftlicher Arbeiten
Integrativer Gestaltungsansatz eines nachhaltigen und zukunftsfähigen Personalmanagements
Englisch schreiben in und über das Fach - Wie lehrt und lernt man das in den Technik- und Ingenieurwissenschaften?
Critical Incidents in der interkulturellen Lehre
Interkulturalität in Theorie und Praxis.
Qualitative Sozialforschung und Evaluationskonzept
Unternehmensführung
Von "Bemme to go" bis "Smart Living" - zu Anglisierungstendenzen in der deutschen Sprache
Was einen guten Fachsprachenlehrer auszeichnen sollte…
Die modulare fachbezogene Fremdsprachenausbildung in Englisch an der Westsächsischen Hochschule Zwickau (WHZ) – ausgewählte Ergebnisse
Technische Fachsprachen Englisch erfolgreich prüfen – Prüfungsformate in Informatik und Physikalischer Technik an der WHZ
Fragen der kontrastiven Lexikologie im deutsch-portugiesischen Sprachvergleich.
Controle efetivo e campo de controle: uma convergência trans-teórica entre a linguística cognitiva e a pragmática funcional no exemplo de verbos modais volitivos em português
in: ENGWALL, Gunnel / FANT, Lars (eds.) Festival Romanistica. Contribuciones lingüísticas – Contributions linguistiques – Contributi linguistici – Contribuições linguísticas. (Stockholm Studies in Romance Languages; 1), 259-272.
Ordoliberalism and the Austrian School
Joseph Stiglitz: "Die Schatten der Globalisierung"
Heinrich von Stackelberg: Zu viel Macht verdirbt den Markt
¡Hola! ¿Qué tal? - Salut, ça va? – Routineformeln und Routinehandlungen als Quelle von Irritationen am Arbeitsplatz.
Anwendung von Neuen Medien in der Hochschullehre
Eine Analyse der Herausforderungen und Potentiale am Beispiel der Deutsch-Kasachischen Universität (DKU) Almaty
Nähe oder Distanz? Unsicherheiten in deutsch-spanischen E-Mail-Kommunikationen an der Hochschule.
Auslandsaufenthalt, und dann? Interkulturelles Rückkehrer-Training in der Hochschulpraxis.
Intelligente Gebäudesysteme aus der Nutzerperspektive
Virtualisierungsansatz und Infrastruktur für ein Ubiquitäres Grid
Bezahlbares Wohnen, Reporting und Abrechnungssysteme
Wandlungsfähigkeit der Gebäudestruktur – Evolutionäre Wohnung
Wandel der Lebensformen in der Spätmoderne und Auswirkungen auf die seelische Gesundheit im Erwachsenenalter
Cranachs Bildgegenstände oder 'sitze matters'. Zur Evidenz von Stitze, Schleifkanne, Schenkkrug und Spinnstab
Gebrauchsgesten als ikonische Mensch-Ding-Konfigurationen. Ein designwissenschaftlicher Versuch über Aquamanile, Retiküle und Savonnettes
Nochmals zur Wurzener Domerneuerung von 1931/33 unter Emil Högg und Georg Wrba. Nebst einem Plädoyer
Ansätze eines ökologisch orientierten Investitionscontrollings auf Basis nachhaltig ausgerichteter Kapitalwertkalküle
Three-dimensional simulation of the impregnation stage of the RTM process considering the local structure of the fiber layup
Les FNA en français et en portugais: considérations théoriques et analyses fonctionnelles dans des débats médiatiques électoraux au Brésil, au Portugal et en France
In: Kerbrat-Orecchioni, Catherine (ed.): S'adresser à autrui: les formes nominales d'adresse dans une perspective comparative interculturelle. Chambéry: Université de Savoie, Laboratoire Langages, littératures, sociétés (Langages; 15), S. 377-416.
SCHLAGWÖRTER: Nominale Anredeformen, Anrede, Wahldebatten, Diskursanalyse, Französisch, Portugiesisch, Frankreich, Brasilien, Portugal, Sarkozy, Lula, Alckmin, Mário Soares, Freitas do Amaral, Ségolène Royale
Unternehmensführung
A Digital Revolution in the ESP Classroom? The Potential of Apps, Podcasts, E-Mags, and Social Networks Revisited
Science Slam und Poster Sessions im Fachsprachenunterricht – Erfahrungen mit neuen Prüfungsformaten
Abstracts: Cross-Linguistic, Disciplinary and Intercultural Perspectives
Wider die "Après nous le déluge"- Logik. Ordnungspolitik, Innovation und Nachhaltigkeit
Transformationsökonomische Ansätze
Mittelverwendungskontrolle in der Bundesfinanzverwaltung – ein wertender Erfahrungsbericht
in: Joachim Gruber/Gabriele Günther/Horst Muschol (Hrsg.), Controlling, Compliance und Corporate Governance. Jahrbuch des Instituts für Betriebswirtschaft der Westsächsischen Hochschule Zwickau, Band 3
Arbeitszeugnisse - realistische Leistungsbewertung oder Lobhudelei?
?, in: Joachim Gruber/Gabriele Günther/Horst Muschol (Hrsg.), Controlling, Compliance und Corporate Governance. Jahrbuch des Instituts für Betriebswirtschaft der Westsächsischen Hochschule Zwickau, Band 3
Die deutsch-französische Zusammenarbeit auf völkerrechtlich-institutionalisierter Ebene: Die Deutsch-Französische Hochschule, das Deutsch-Französische Jugendwerk und das Deutsch-Französische Forschungsinstitut Saint-Louis
in: Tilman Bezzenberger/Joachim Gruber/Stephanie Rohlfing-Dijoux (Hrsg.), Liber amicorum Otmar Seul. Die deutsch-französischen Rechtsbeziehungen, Europa und die Welt/Les relations juridiques franco-allemandes, l'Europe et le monde
Kapitel „Methodische Besonderheiten des Unionsrechts“, in: Matthias Niedobitek (Hrsg.), Europarecht - Grundlagen der Union
S. 909-934
Basel ist nicht nur ein Bankenthema!
Implications and Effects of the Basel-III-Accord for the Financing of Companies
Aspetti pragmatici degli sms italiani
Frequenza e funzioni dei segnali discorsivi
Formen und Funktionen der multimodalen Gestal-tung der Hypertextkommunikation
Eine Fallstudie zu deutschsprachigen Bankenhomepages
Hochschulmodule zur Vermittlung „Interkultureller Kompetenz“
Beitrag zur Anerkennung kultureller Differenz oder moderner Ablasshandel in Zeiten der Globalisierung?
Linguistic Strategies for the Realisation of Face Work in Italian Tweets
Lichtbogenlöten von Aluminiummatrix-Verbundwerkstoffen mit AlAgCu-Loten
Porenausbildung in großflächigen Weichlötverbindungen am Beispiel von Leistungsmodulen
Lotwerkstoffe zum Fügen von hochtemperaturbeständigen Co-Basislegierungen
Mechanische und optische Eigenschaften thermisch gespritzter MoSi2-Oxidationsschutzschichten für Ofenkomponenten
Ermittlung der Wärmeleitfähigkeit von thermisch gespritzten MoSi2-Schichten und MoSi2-beschichtetem Molybdän
Bayesian Inverse Problems and Kalman Filters
Communication of Health Related Vital Sign- and Activity Data in the A2LICE Research Project
Abschnitte 4.5 (Eyetracking) und 5.4 (Head Mounted Displays)
OLED Microdisplays Technology and Applications
Abschnitt 6.7 (Electronics)
Experimental consideration and theoretical de-scription of drying kinetics of thick photoresist coatings in Smart Systems Integration for Micro- and Nanotechnologies
Mechanical material characterization of photosensitive polymers in Microsystem Technologies
Mechanical material characterization of photosensitive polymers in Microsystem Technologies
IR-drying of photoresists: experimental and theoretical consideration of drying kinetics of mono- and multilayered coatings in Microsystem Technologies
Regional Variation in German Sign Language
The Role of Schools (Re-)Visited
Patientenedukation als ein sportpädagogisches Thema
Analysis of material parameters of HARMNST polymers by micro tensile test
Ten years of Kaesong Industrial Complex
a brief history of the last economic cooperation project of the Korean peninsula
Energiewende ohne Markt? Ordnungspolitische Perspektiven
Learning in the Context of an Ambient Assisted Living Apartment
Including Methods of Serious Gaming
Frühwarnsysteme im Unternehmen
Steuerungstechnik, Kapitel Q
Learning in the Context of an Ambient Assisted Living Apartment
Including Methods of Serious Gaming
Bewertung der Störaussendung von Hochvolthalbleitern für Elektrofahrzeuge
Bedeutung der Harmonisierung von externem und internem Rechnungswesen für die Prävention von Unternehmenskrisen
Addieren oder Multiplizieren
Die Crux der Ventilkombinationen
Employer Branding im Rahmen des demografischen Wandels
Wissensmanagement im demografischen Wandel
Wissensakkommodation in gedolmetschen Gesprächen im Krankenhaus
In: Földes, Csaba (ed.): Interkulturalität aus der Sicht von Semantik und Pragmatik. Tübingen: Narr. (Beiträge zur interkulturellen Germanistik; 5), S. 47 - 63.
Dolmetschen im Krankenhaus, Diätberatung; semantische Frames, Portugiesisch, Türkisch,
Wasserstoff als Zusatz für biogasbetriebene Blockheizkraftwerke
Process for the Validation of System Architectures against Requirements
Les incidents critiques dans l'enseignement de la communication
Un exercice de heuristique interculturelle
Kriterien der Selbst- und Fremdevaluation bei der Auswertung des E-Portfolios Portico 1.0
Portico 2.0 - Das E-Portfolio als Instrument zur Begleitung und Erforschung inerkultureller Kommunikation während eines Auslandsaufenthaltes
F. A. Hayek and the Reason of Rules
The Conjoint Quest for a Liberal Positive Program: "Old Chicago", Freiburg, and Hayek
Portico 1.0. – Ein E-Portfolio zum Interkulturellen Lernen während eines Auslandsaufenthalts. Möglichkeiten und Grenzen der Selbstevaluierung.
Portico 2.0 - eine virtuelle Plattform als Instrument der Auslandsbegleitung und Begleitforschung.
Matteo Ricci in the perspective of intercultural communication research
Einführung in eine ausländische Rechtsordnung: Einige Gedanken zum Inhalt und zur Konzeption entsprechender Vorlesungen
in: Axel Kokemoor/Karl Kroeschell/Klaus Slapnicar/Rainer Wedde (Hrsg.), Recht im Dialog. Gedächtnisschrift für Rainer Wörlen
Ubiquitäre Strukturen für das Energiemanagement
Integrative Implementation of Ambient Assisted Living Focused on Efficiency and Flexibility
Mechanische Eigenschaften modifizierter hochzäher Eisenbasislegierungen
Löten von leistungselektronischen Bauelementen
Heimat. Kein Ort. Nirgends.
Zur Psychologie von Heimat und Beheimatung
Eignet sich Heimat als Thema der Umweltbildung?
Sprecherperspektive bei ausgewählten epistemischen Modalverben des Portugiesischen oder was der Polyphonieansatz zur Deskription von Modalverben leisten kann
in : GÉVAUDAN, Paul / ATAYAN, Vahram / DETGES, Ulrich (eds.) : Modalität und Polyphonie ; Modalité et polyphonie ; Modalidad y polifonia. Tübingen: Stauffenburg (Stauffenburg Linguistik; 74), 197-219.
Modalität, Polyphonie, epistemische Modalität, Modalverben, Portugiesisch, Deutsch
Internationale Märkte zielsicher erschließen
Strategien gestalten
Internationale Märkte erfolgreich bearbeiten
Strategien umsetzen
Kräuterlimonade auf Erfolgskurs
Almdudler
Linking mesoscopic and macroscopic aspects of crack propagation in elastomers
An extension of the Lattice- Boltzmann Method for simulating turbulent flows around rotating geometries of arbitrary shape
Portico 2.0 - Das E-Portfolio als Instrument zur Begleitung und Erforschung interkultureller Kommunikation während eines Auslandaufenthaltes
Die Pragmatik der textos
Code Switching, Diskursmarker und Grußformeln. Eine korpusbasierte Studie
Différences culturelles dans la communication par sms
Une analyse empirique des formes de salutaion
Culture as a dimension of international social science encounters
Three decades of Chinese indigenous psychology
A contribution to overcoming the hegemonic structures ao international science?
Patientenedukation als sportpädagogisches Thema
Long-term benefits of radon spa therapy in rheumatic diseases: results of the randomised multi-centre IMu-Ra trial
On the convergence of the stochastic Galerkin method for random elliptic partial differential equations
Einführung in eine ausländische Rechtsordnung
Einige Gedanken zum Inhalt und zur Konzeption entsprechender Vorlesungen
Estland
Gespaltene Erinnerung. Die Kinder der Kriegskinder in der DDR
Fehler- und Risikomanagement
Die Konversationsanalyse: Methodologische Überlegungen zum Umgang mit fremdsprachlichen (Interview-) Daten
Migrantinnen erzählen - ein Projekt des forschenden Lernen
Pragmatik und Gesprächsanalyse
Wie manifestiert sich die interkulturelle Kommunikation im virtuellen Raum? Das problemzentrierte Interview als Zugang zum mehrsprachigen virtuellen Feld
Authorial Stance in Linguistic Research Articles: A cross-Cultural Comparison of French, Italian and German
Corriger la fortune oder ‚laisser-faire’
Max Klinger, Georg Kolbe und Georg Wrba im Spiegel ihrer Nachlaßregelungen
Core competencies and virtues of transformational leaders - A conceptual design
Der Fall Alois Geray
Vom Oberen Kuhberg nach Sachsenhausen. Ein Augenzeugenbericht über elf Jahre NS-Verbrechen
Translating Cultural Values in Marketing Communication. A Cross-Cultural Analysis of French and German Magazine Advertising
Rückkehrerfahrungen chinesischer Bildungsmigrantinnen
ESF-Forschungsprojekt Ambient Assisted Living zur Schließung der konzeptionellen Lücke in der medizinischen Versorgungskette zwischen stationärer Pflege und (kommunaler) Wohnungswirtschaft
Akzeptanzforschung zu ausgewählten Assistenzfunktionen im Kontext von Ambient Assisted Living
Eine Middleware für den Heimbereich zur Kopplung mit externen Dienstleistern des Gesundheitswesens im Rahmen von Ambient Assisted Living
Thüringisch-sächsischer Gitarrenbau 1790 bis 1850
Auszubildendenrekrutierung und externes Ausbildungsmarketing – Eine Befragung klein- und mittelständischer Unternehmen
Plauen: M&S-Verlag.
Relationierung beratender und werbender Handlungsansätze im Kontext institutioneller Einflüsse sowie gesellschaftlicher Wandlungsprozesse
Zur Vermittlung von technischen Fachsprachen des Englischen dargestellt am Beispiel des Studiengangs Informatik
On the Convergence of Generalized Polynomial Chaos Expansions
Smart Metering belegt Energieeinsparung
Geniax System im Mietwohnungsbau
Gleichheit und Gerechtigkeit in der Sozialen Marktwirtschaft
Der bulgarische Weg seit 1989: Wachstum ohne Ordnung?
Fremdsprachige Verträge unter deutschem Recht – Rechtliche und übersetzungstechnische Aspekte
in: Stephanie Rohlfing-Dijoux (éd.), La transmission de terminologie et de concepts juridiques dans l´espace européen – Allemagne/France/Russie
Kapitel „Recht“, in: Jürgen Härdler, ab 6. Aufl.: Jürgen Härdler/Torsten Gonschorek (Hrsg.), Betriebswirtschaftslehre für Ingenieure. Lehr- und Praxisbuch für Ingenieure und Wirtschaftsingenieure
S. 375-411, 597 und ein Fall mit Lösung auf der beigefügten CD-ROM
La représentation écrite de l'oral dans des méthodes de Portugais Langue Etrangère
in : CARREIRA, Maria Helena Araújo/TELETIN, Andreea (eds.) : Les rapports entre l’oral et l’écrit dans les langues romanes. Saint-Denis : Université Paris VIIII (Travaux et Documents ; 54), 307-328.
Portugiesisch als Fremsprache; Lehrbuchanalyse; Mündlichkeit; gesprochene Sprache; Sprachdidaktik
Bomba, kanga, makamba e outros africanismos lexicais no papiamentu: comparações com o português do Brasil e o espanhol uruguaio
in: Álvarez López, Laura / Coll, Magdalena (eds.): Una historia sin fronteras: léxico de origen africano en Brasil y Uruguay. Stockholm: Acta Universitatis Stockholmiensis (Romanica Stockholmiensia; 30), 161-187. Online: http://urn.kb.se/resolve?urn=urn:nbn:se:su:diva-81944
Sprachkontakt, Kreolsprachen, Papiamentu, afrikanische Sprachen, lexikalische Afrikanismen, Lehnwörter, brasilianisches Portugiesisch, uruguayisches Spanisch, Bantusprachen, Kikongo, Kimbundu
Betriebskindergärten als Instrument der Personalpolitik
Eine Fallstudie
Vom Wutbürger zum Mutbürger
Wie Gedankenenergien die Gesellschaft verändern können
Raffaels Madonna di Foligno
Eine ‚Verortung’, in Santa Maria in Aracoeli, Rom. Skizze zur Spezifik des Ortes, des Raumes und der Platzierung
Mit dem Tod an Bord
Künstlertestamente als Quellen der Kunstgeschichte und Künstlersoziologie
Experiences of Transferring Approaches of Interoperability into SMEs
A Case-Study of Implementing an Integration Platform
Akzeptanzforschung zu ausgewählten Assistenzfunktionen im Kontext von Ambient Assisted Living
Eine Middleware für den Heimbereich zur Kopplung mit externen Dienstleistern des Gesundheitswesens im Rahmen von Ambient Assisted Living
Zur strategischen Entwicklung von Bildungseinrichtungen
Ein Pilotprojekt zur Auslandsbegleitung mit Hilfe eines Portfolios - ein Erfahrungsbericht
Fetscher, D.
Ein Pilotprojekt zur Auslandsbegleitung mit Hilfe eines Portfolios - ein Erfahrungsbericht
Berkenbusch, G.
Pragmatik und Gesprächsanalyse
Studium, Lehre, Praxis, S. 364 - 368.
Interkulturelle Herausforderungen transnationaler Forschungsprojekte:
Welche Kompetenzen brauchen Sozialwissenschaftler/-innen?
Jg. 28/29, S. 99 - 111.
Die Europäischen Schulen
in: Kerstin Odendahl (Hrsg.), Europäische (Bildungs-)Union?
Joining of powder-metallurgical produced AA2017/(Al2O3)p composite by resistance brazing
As formas de tratamento no debate do segundo turno das eleições presidenciais brasileiras de 2006 entre Alckmin e Lula: escolhas estratégicas?
in: Held, Gudrun/ Helfrich, Uta (eds.):. Cortesia - Politesse - Cortesía : La cortesia verbale nella prospettiva romanistica. La politesse verbale dans une perspective romaniste. La cortesía verbal desde la perspectiva romanística. Aspetti teorici e applicazioni/Aspects théoriques et applications/Aspectos teóricos y aplicaciones. Frankfurt am Main: Lang (Cross-Cultural Communication; 21), 141-168.
Portugiesisch, brasilianisches Portugiesisch, Diskursanalyse, politische Frensehdebatten, Anredeformen, Anredepronomen, Nominale Anredeformen, Sprechakte, Sprache der Politik, Fernsehdebatte Lula -Alckmin 2006, Brasilien, Präsidentschaftswahlen 2006
What can cross-cultural transcript analysis contribute to the development of intercultural competence?
?”, in: WITTE, Arnd/ HARDEN, Theo (eds.): Intercultural competence: concepts - challenges – evaluations. Oxford; Bern; Bruxelles, Frankfurt am Main; New York; Wien: Lang (Intercultural Studies and Foreign Language Learning; 10), 341-357.
Interkulturelle Kompetenz, Fremdsprachenunterricht, Transkriptanalyse, gesprochene Sprache, Portugiesisch, deutsch, Telefongespräche, Brasilien, Deutschland
(Até) mesmo porque ... inclusive porque ...: da fundamentação focalizada na linguagem acadêmica
in : ARDEN, Mathias/ MEISNITZER, Benjamin/ MÄRZHÄUSER, Christina (eds.) : Linguística do Português: Rumos e Pontes. München: Meidenbauer (Sprache-Kultur-Gesellschaft; 8), 377-398.
Portugiesisch, Wissenschaftssprache, Argumentation, Konnektoren, Fokus, Textlinguistik, Kollokationen
Ökologieorientiertes Kaufverhalten von Konsumenten
Sicherheitspolitik und Wirtschaft
Herausforderungen internationaler Mobilität: Auslandsaufenthalte im Kontext von Hochschule und Unternehmen: Einleitung
Flexibilität um jeden Preis? Der Auslandsaufenthalt aus der Sicht mitreisender Familienangehöriger - eine Fallstudie
Argentinien - nicht nur Tango …
Impressionen aus Argentinien und Erfahrungen mit deutsch-argentinischen Kontakten
75 m Schwimmen: Kritische Fallgeschichten in der interkulturellen Lehre
Band 1 aus der Reihe Kultur - Kommunikation - Kooperation.
Virtual Classrooms
Herausforderungen internationaler Mobilität: Auslandsaufenthalte im Kontext von Hochschule und Unternehmen: Einleitung
Internationalization of the Social Sciences: Introduction
'Third Culture Kids'? - Auslandsentsendungen mit Kindern und Jugendlichen
Challenges of International Collaboration in the Social Sciences
Rechtliche Risiken und Gestaltungsmöglichkeiten bei Auslandsaktivitäten
in: Gundolf Baier/Gabriele Günther/Günter Janke/Horst Muschol (Hrsg.), Bewältigung von Unternehmensrisiken. Jahrbuch 2009/2010 des Instituts für Betriebswirtschaft der Westsächsischen Hochschule Zwickau
Kapitel „Recht“, in: Jürgen Härdler, ab 6. Aufl.: Jürgen Härdler/Torsten Gonschorek (Hrsg.), Betriebswirtschaftslehre für Ingenieure. Lehr- und Praxisbuch für Ingenieure und Wirtschaftsingenieure
S. 375-411, 597 und ein Fall mit Lösung auf der beigefügten CD-ROM
Steigerung der Reaktionsfähigkeit von agilen Supply Chains mittels automatischer Beantwortung von funktionalen Leistungsanfragen
Composite Filler Metals for Joining of Temperature-Sensitive Aluminium Matrix Compo-sites
Aventar uma hipótese: les collocations verbo-nominales dans le langage académique ordinaire des écrits de recherche scientifique en portugais, français et espagnol
in: CARREIRA, Maria Helena Araújo/ TELETIN, Andreea (eds.): L'idiomaticité dans les langues romanes. Saint-Denis: Université de Paris 8 Vincennes Saint-Denis (Travaux et Documents; 48), 43-61.
verbo-nominale Kollokationen, alltägliche Wissenschaftssprache, Französisch, Portugiesisch, Spanisch
'Tem já recebido uma injecção? – '¿Hoy?': da semi-comunicação entre falantes de português e de espanhol : o impacto da interpretação alemão – português sobre a comunicação entre uma médica alemã e um paciente hispanofalante num Hospital de Hamburgo
in : ENDRUSCHAT, Annette/ KEMMLER, Rolf (eds.) : Portugiesische Sprachwissenschaft: traditionell, modern, innovativ. Tübingen: Calepinus, 127-142.
Arzt-Patienten-Gespräche, Dolmetschen im Krankenhaus, Semikommunikation, Rezeptive Mehrsprachigkeit, Spanisch - Portugiesisch, Dolmetschen Deutsch - Spanisch - Portugiesisch
Das endzeitliche Szenario der Umweltzerstörung in Não verás país nenhum von Ignácio de Loyola Brandão: Anmerkungen zu seiner Verankerung im Alltagswissen der Leser
in: KLETTKE, Cornelia/ MAAG, Georg (eds.): Reflexe eines Umwelt- und Klimabewusstseins in fiktionalen Texten der Romania: Eigentliches und uneigentliches Schreiben zu einem sich verdichtenden globalen Problem. Berlin: Frank & Timme (Romanistik; 7), 329-347.
Komplexe Probleme lösen mit vernetztem Denken
Umweltbewußtsein und -verhalten – Interdependenzen zwischen den gesellschaftlichen Akteuren
The Shopping Experience of Tomorrow: Human-Centered and Resource-Adaptive
Werthaltungen bei der Verkehrsmittelwahl
Konvergenz des internen und externen Rechnungswesens
Fach- und gruppensprachliche Varietäten und Stil
Funktionale Varietäten und Stil
Die interaktive Konstruktion von Bedeutung in interkulturellen Kontaktsituationen und ihre Analyse im Rahmen der Hochschullehre
Sind Bedienstete internationaler Organisationen Arbeitnehmer ohne Rechte?
in: Udo Margedant/Heinrich Quaden/Michael Klein (Hrsg.), Verantwortungsvolle Wissenschaft. Festschrift zum Akademischen Forum zur 122. Cartellversammlung des Cartellverbandes Katholischer deutscher Studentenverbindungen. Samstag, 3. Mai 2008, Universität Bonn
Domainvergabe in Frankreich: Regulierungsbestrebungen des Staates, in: Petr Budiš/Ludwig Gramlich/Bohumír Štĕdroň (Hrsg.)
Sichere elektronische Kommunikation. Rechtliche, wirtschaftliche und technische Perspektiven
67. Textwissenschaftliche Grundlagen und übersetzungsrelevante Texttypologie
Grundlagen des Markenrechts, in: Gundolf Baier/Gabriele Günther/Günter Janke/Horst Muschol (Hrsg.), Aktuelle Herausforderungen der Betriebswirtschaft
Jahrbuch des Instituts für Betriebswirtschaft der Westsächsischen Hochschule Zwickau
Sachgebiet „Handelsrecht“
in: Siegfried G. Häberle (Hrsg.), Das neue Lexikon der Betriebswirtschaftslehre
«"Candidato Lula" - "Ó Doutor Mário Soares": Actes et termes d'adresse dans deux débats télévisés au Brésil et au Portugal
in; CARREIRA, Maria Helena Araújo (ed.): "Mignonne, allons voir si la rose...": termes d'adresse et modalités énonciatives dans les langues romanes. Saint-Denis: Université Paris 8 Vincennes/Saint-Denis (Travaux et Documents; 40), 233-251
Portugiesisch, Europäisches Portugiesisch, Brasilianisches Portugiesisch, Sprache und Politik, Kontrastive Analyse, Pragmatik, Anrede, Anredeformen, Anredepronomen, Sprechakte, Diskursanalyse, Konversationsanalyse, Höflichkeit, Nominale Anredeformen
Éche pikar dins ch l’arnitoèle: Text- und Diskursformen auf Pikardisch im Internet
in: BASTIAN, Sabine/ BURR, Elisabeth (eds.): Mehrsprachigkeit in frankophonen Räumen: Multilinguisme dans les espaces francophones. München: Meidenbauer, 123-146.
Soziolinguistik, Zweisprachigkeit, Minderheitensprachen im Internet, Regionalsprachen in Frankreich, regionalsprachen in Belgien, Diglossie, Pikardisch, Pikardie, Code-Switching in Internet-Foren, Kochrezepte, Neujahrskarten, Neujahrsbotschaften, Diskursanalyse, Textsorten, Textlinguistik, Blogs, Onlinedialektwörterbücher
Bedeutung der IFRS für ein integriertes Management Reporting
Lagebericht, Value Reporting
The influence of magnetic fields on the rise of gas bubbles in electrically conductive liquids
Abstracts
Akkulturation und Interkulturelles Lernen
Strukturlegeverfahren
Wissenschaft und Forschung
Kommunikation und Kompetenz: Grundbegriffe - Theorien - Anwendungsfelder, S. 667-678.
Interkulturell ausgerichtete Studiengänge
Kommunikation und Kompetenz: Grundbegriffe - Theorien - Anwendungsfelder, S. 815-825.
`Learning society´ and `knowledge society´ - concepts and controversies in German discourse
Eigenschaftsverbesserung durch Partikelverstärkung bei Lötverbindungen auf Sn-Basis
Between connectivity and modality: reported speech in interpreter-mediated doctor-patient communication
In: Rehbein, Jochen / Hohenstein, Christiane / Pietsch, Lukas (eds.): Connectivity in grammar and discourse, Amsterdam; Philadelphia: Benjamins, S. 395-417.
Grenzenlose Potentiale: Die Twin City Wien – Bratislava
Adaptive Mobile Guides
Virtuelle und semivirtuelle Seminare im Interkulturellen Lernkontext
Exploring intercultural learning: potential and limits of the ‚structure formation technique’
Löten von AMC mit modifizierten Löttechnologien
Mechanische Eigenschaften partikelverstärkter Zinnbasislote
Zur Anrede im Deutschen und Portugiesischen
in: SCHMIDT-RADEFELDT, Jürgen (ed.): Portugiesisch kontrastiv gesehen und Anglizismen weltweit. Frankfurt am Main: Peter Lang (Rostocker Romanistische Arbeiten; 10), 75-110.
Portugiesisch, Europäisches Portugiesisch, Brasilianisches Portugiesisch, Deutsch, Kontrastive Analyse, Pragmatik, Anrede, Anredeformen, Anredepronomen, Sprechakte, Diskursanalyse, Konversationsanalyse, Höflichkeit, Nominale Anredeformen
Zur Begrüßung im Deutschen und Portugiesischen
in: SCHMIDT-RADEFELDT, Jürgen (ed.): Portugiesisch kontrastiv gesehen und Anglizismen weltweit. Frankfurt am Main: Peter Lang 2006 (Rostocker Romanistische Arbeiten; 10), 31-74.
Deutsch, Portugiesisch, Kontrastive Analyse, Pragmatik, Sprechakte, Begrüßung, Höflichkeit
Zur sprachlichen Realisierung von Ankündigungen medizinischer Maßnahmen in portugiesischen Arzt-Patienten-Gesprächen
in: ENDRUSCHAT, Annette/ KEMMLER, Rolf/ SCHÄFER-PRIESS, Barbara (eds.): Grammatische Strukturen des europäischen Portugiesisch. Tübingen: Calepinus (Lusitanistische Sprachwissenschaft; 1), 75-94.
Portugiesisch, Europäisches Portugiesisch, Konversationsanalyse, Diskursanalyse, Arzt-Patienten-Gespräche, Aufklärungsgespräche, Sprechakte, Ankündingungen
Zur Übersetzung von dt. Soll ich...? im Portugiesischen
in: SCHMIDT-RADEFELDT, Jürgen (ed.): Portugiesisch kontrastiv gesehen und Anglizismen weltweit. Frankfurt am Main: Peter Lang 2006 (Rostocker Romanistische Arbeiten; 10), 171-184.
Deutsch, Portugiesisch, Kontrastive Analyse, Modalverben, sollen, deutsch-portugiesische Übersetzung, Sprechakte
Zu Sprechakten der Kontaktaufnahme im Deutschen und Portugiesischen
in: SCHMIDT-RADEFELDT, Jürgen (ed.): Portugiesisch kontrastiv gesehen und Anglizismen weltweit. Frankfurt am Main: Peter Lang 2006 (Rostocker Romanistische Arbeiten; 10), 9-30.
Portugiesisch, deutsch, Kontrastive Analyse, Pragmatik, Sprechakte der Kontaktaufnahme, Konversationsanalyse, Telefongespräche
Sprache und Identität bei einer Langue collatérale: der Fall des Pikardischen
in: SCHWARZE, Sabine/ WERNER, Edeltraud (eds.): Identitätsbegründung durch Sprache: Aktuelle Beiträge zum frankophonen Raum. Hamburg: Kovač (Studien zur Romanistik; 7), 139-166.
Langue et identité, langues de France, langues d'oïl, langues collatérales, langues minoritaires, langues régionales, picard, chti, chtimi, rouchi, analyse de méthodes de picard, forums sur l'internet, Picardie, France, Radio France Bleu Picardie
Keyword [de]
Sprache und Identität, Minderheitensprachen in Frankreich, Langues de France, Langues d'Oïl, Pikardisch, Lehrbuchanalyse, Internetforen, Pikardie, Frankreich
Vernetzt denken – Komplexe Probleme lösen
Multi-modal Human-Environment Interaction
Reinterpreting transnationality – European transnational socio-economic research in practice
Speaking the same language?
Lingua franca communication in European social science research collaboration
Funktionen von Modalverben in Überschriften von Zeitungsnachrichten: ein multilingualer Vergleich (Deutsch vs. Französisch, Portugiesisch, Spanisch)
in: LENK, Hartmut E.H./ CHESTERMAN, Andrew (ed.): Pressetexsorten im Sprachvergleich – Contrasting Text Types in the Press. Hildesheim; Zürich; New York: Olms (Germanistische Linguistik, Monographien; 17), 185-202.
Deutsch, Portugiesisch, Französisch, Spanisch, Kontrastive Analyse, Pressetextsorten, Zeitungsüberschriften, Modalverben, mentale Envolvierung der Leser
Atténuation et intensification des actes de langage directifs en portugais du Brésil: comparaisons avec l’espagnol, le français et l’italien
in: Carreira, Maria Helena Araúijo (éd.): Plus ou moins?!: l’atténuation et intensification dans les langues romanes. Saint-Denis: Université Paris 8 Vincennes Saint-Denis, 2004, 90-108
Die französischen Überseedepartements, die Europäische Gemeinschaft und die Bananen
in: Westsächsische Hochschule Zwickau (Hrsg.), Perspektiven der Betriebswirtschaftslehre. Jürgen Härdler gewidmet
Nachhaltige Entwicklung
Schattenseiten des Marketing
Die Kennzeichnung von Handlungszielen durch Modalverben im Deutschen und Portugiesischen
In: Gärtner, Eberhard; Herhuth, Maria José Pires; Sommer, Nair Nagamine (eds.): Contribuições para a didáctica do português língua estrangeira: Akten der Sektion “Didaktik des Portugiesischen als Fremdsprache” des 4. Deutschen Lusitanistentages (Universität Mainz in Germersheim), 11. bis 14. September 2001. Frankfurt am Main: TFM , 2003, S. 109-143.
Portuguese, German, Modal Verbs, Contrastive Analysis, Action Goals
Keyword [pt]
Português, Alemão, verbos modais, análise contrastiva, objetivos acionais
Keyword [fr]
portugais, allemand, verbes modaux, analyse contrastive, objectifs d'action
Keyword [de]
Portugiesisch, Deutsch, Modalverben, Kontrastive Analyse, Handlungsziele
Einige Hinweise zur Zusammenarbeit mit französischen Rechtsanwälten
in: Susanne Bleich/Wenjian Jia/Franz Schneider (Hrsg.), Kommunikation in der globalen Wirtschaft
Psychologie interkulturellen Handelns
Zur ökonomischen Entwicklung der palästinensischen Gebiete – Hoffnung oder Desaster?
Libya – Political and Economic Prospects after the Sanctions
Quem pode, pode, quem não pode se sacode: alcances e inconvenientes da pesquisa lingüística sobre os verbos modais portugueses
Formen und Funktionen der Redewiedergabeindices in brasilianischen und portugiesischen Zeitungsnachrichten
Werkstoffgerechtes Konstruieren mit Keramik
Contre une Théorie du Déchirement: L'Intertextualité dans oeuvre Romanesque de Malek Haddad
Konstruktion mit keramischen Werkstoffen
Verbindungstechnik von Konstruktionskeramik
Lamartine, Alphonse-Marie Louise Prat de
Leconte de Lisle Charles-Marie René
Mallarmé, Étienne
Gebärdensprachdolmetschen
Übersetzungsprozesse im Kontext von Exil und Postmigration.
Traduire l’expérience migratoire. Perspectives littéraires.
Les mutations des discours médiatiques : approche contrastive et interculturelle.
Langues et cultures en contact. Réflexions linguistiques et traductologiques.
La traduction en contexte migratoire.
Aspects sociétaux, juridiques et linguistiques.
Critical Incidents neu gedacht
Theoretische und praktische Entwürfe.
"Wir haben viele verloren, aber vielleicht können wir einige bewahren"
Herta Grandt´s Innenansichten aus der Leipziger Psychiatrie während der "Euthanasie" im Roman "Eine Handvoll Erbarmen" (1964)
"A proposta das zonas de emprego e de desenvolvimento econômico (ZEDE) em Honduras: modelo inovador para a América Latina ou a continuação do discurso da colonialidade?"
in: Ciama, Adriana / Ştefan, Silvia-Alexsandra (eds.): Convergencias y divergências em el espacio iberoamericano: Estudios lingüísticos y didácticos; Convergências e divergências no espaço ibero-americano: Estudos linguísticos e didáticos. București: Editura Universității din București, 183-197.
Innovationskompetenz in der Hochschulausbildung von Sozialmanager*innen – Eine explorative Studie zur Bestandsaufnahme, Perspektiven und Thesen zur Diskussion
Modeling Human Problem-Solving Behavior in Complex Production Systems
The Potential of Additive Manufacturing Networks in Crisis Scenarios
Digital Tools in the ESP Language Classroom - the New Borderless (Teaching and Learning) Normal?
Die Herausforderungen der Dolmetschtätigkeit im Sprach- und Kulturmittlerdienst Zwickau.
The Smart Job Factory: Creating Sustainable Jobs by Defining Work Process Roles Based on a Digital Ecosystem Model
Einleitung.
Die sprachliche Inszenierung von Authentizität im Rahmen deutschsprachiger Weinverkostungen im digitalen Raum.
Medien in Linguistik und Sprachlehre – ein Blick in Gegenwart und Zukunft
"Zeitenwende" im Plakat - Auswirkungen auf den Sprachgebrauch im öffentlichen Raum
Fachenglisch digital - Erfahrungen aus dem Studiengang Data Science
Introduction.
Introduction.
Stratégies d’authenticité dans les recensions en ligne allemandes sur Youtube.
Instruierende Texte für Kinder in Zeiten der Corona-Pandemie – eine multimodale Diskursanalyse der Anleitungsvideos zu Corona-Tests der Augsburger Puppenkiste
"L’interprétation non-professionnelle lors d’entretiens médicaux et la gestion des situations menaçantes pour la face de l’interprète",
in: Lagae, Véronique;/ Rentel, Nadine/ Schwerter, Stephanie (eds.): La traduction en contexte migratoire : Aspects sociétaux, juridiques et linguistiques. Berlin: Frank & Timme (TRANSÜD: Arbeiten zur Theorie und Praxis des Übersetzens und Dolmetschens ; 130), 129-150.
Supply Chain Management: Robuste Logistik und resiliente Lieferketten
In: A. Klein; P. Schenteler; T. Steinhauser (Hrsg.): Einkaufscontrolling. Instrumente und Kennzahlen für einen höheren Wertbeitrag des Einkaufs. S. 179-195
Zug um Zug - Stationen auf dem Weg zu Deutsch-als-Fremd- und Fachsprache
Introduction
Le développement des compétences interculturelles et plurilingues tout au long de la vie. L’exemple d’une biographie linguistique plurilingue
Introduction
Interpréter en milieu social : tensions psychologiques et conflits de rôle.
Digital - völlig normal?! - Fachsprachenvermittlung im digitalen Zeitalter.
Lección Decimosexta. Juan de Pablo Bonet y el alfabeto manual español
Homenaje a Juan de Pablo Bonet
Bilanzierungsfragen in Zusammenhang mit der Einlagensicherung
Course Design for L2/Ln (curriculum and instructional designs)
L1-Sign Language Teacher Preparation, Qualification, and Development
Basel ist nicht nur ein Bankenthema!
Geleitwort, in: Zirkler, Bernd; Hofmann, Jonathan; Schmolz, Sandra: Controlling und Basel IV in der Unternehmenspraxis
Analysis of Current Kyrgyz Higher Education Based on Lean Principles
Features of the development of organizational structures of large Russian state-owned companies
based on the example of SC «Roskosmos», SC «Rostekhnologii», SC «Rosatom»
Cyber-Crime - A strong growing Riskcategory
Prevention, Protection, Defense, Limitation of Loss
Mergers and Acquisitions: Share Deal vs. Asset Deal – Risks and Impediments
§ 254 HGB – Bewertungseinheiten
Kommentierung § 237a UGB
Besonderheiten der aufsichtsrechtlichen Konsolidierung nach der CRD IV und Verhältnis zur Konzernrechnungslegung
Kommentierung der §§ 224, 225, 229, 230 UGB
Fehlerberichtigung vs. Nichtigkeit des IFRS-Konzernabschlusses
Kommentierung der §§ 15, 16 (Eigenmittel) und § 25 (Rechnungslegung und Abschlussprüfung)
IFRS in der Kreditvergabeentscheidung – Beeinflusst die IFRS-Bilanzierung des Kreditinteressenten die Kreditvergabeentscheidung der Bank?
Bewertung nach IFRS in volatilen Zeiten
IFRS und Basel II
Entwicklung und Umsetzung eines Konzeptes zur digital gestützten Trendanalyse von Arbeitsmerkmalen und Gesundheit
Portugiesisch - Globale Sprache des 21. Jahrhunderts: Kulturen, Literaturen, Wissenschaft und Wirtschaft; Abstracts der Vorträge auf dem 15. Deutschen Lusitanistentag, 19.-23. September 2023, Westsächsische Hochschule Zwickau;
Português - Língua global do século XXI: Culturas, Literaturas, Ciência e Economia; Caderno de resumos do 15º Congresso Alemão de Lusitanistas, 19 a 23 de setembro de 2023, Universidade de Ciências Aplicadas de Zwickau (ZwIKSprache; 5)
Anwendung von Wearables zur Gefährdungsbeurteilung sowie Arbeitsumfeldbewertung in unterschiedlichen Tätigkeitsfeldern
Dietrich, Sandro Fischer, Daniel Franke, Aaron Freier, Stefanie Liebl, Sebastian Jung-
hans, Toni Junghans, Patrick Nausch, Alina Puhl, Falk Weidenmüller
Como fomentar a consciência metalinguística na área da pragmática durante uma estadia curricular no país da língua alvo:
O projeto Portico da Westsächsische Hochschule Zwickau
Vortrag gehalten am 4.4.2024 in Perugia im Rahmen der Tagung "Convegno Internazionale: Riflissione e competenza metalinguistica nel processo di insignamento e apprendimento delle lingue" (Università degli Studi di Perugia & Università di Pisa/ Italien)"
Les enjeux interculturels de la traduction littéraire
des termes d’adresse: L‘exemple des traductions française, espagnole, allemande, néerlandaise, tchèque et russe du roman Kinesen par Henning Mankell
Vortrag gehalten am 15.03.2024 im Rahmen der Tagung Les enjeux de l'intercomprehension culturelle: Réflexions linguistiques, juridiques et traductologiques, Université Polytechnique Haute-France, Valenciennes
Cobalt ferrite nanoparticles for magnetic heating
Usability of Micro-Learning Units for Computer Science Courses in Higher Education – Research into Functionality
Cobalt ferrite nanoparticles to be used as thermal markers on lateral flow assays
Magnetic nanoparticles pass a differentiating in vitro blood-placenta barrier
Cobalt ferrite nanoparticles as thermal markers on lateral flow assays
Cobalt ferrite nanoparticles for extracorporeal heating applications
Statistical learning method for modal analysis of optical fibers
Robotik einführen - Erfolgsfaktoren für Unternehmen und Ecosystem
ChatGPT – Modelliere mir meinen Geschäftsprozess!
An Experiment on the Impact of TRIZ-Inspired Thinking on Solving Insight Problems
10 anos de Português em Contexto Empresarial
na Universidade de Ciências Aplicadas de Zwickau (WHZ)/ Alemanha: Desafios e alcances
Vortrag gehalten am 11.10.2023 im Ragmen der Online-Tagung II Seminário Internacional VariaR O ensino de português no mundo III Séminaire International VariaR L’enseignement du portugais dans le monde, Rio de Janeiro-Montpellier-Augsburg | Brasil-France-Deutschland – 2023 11.10.2023, 9h00 (Deutschland, France) / 4h00 (Brasil)
From Manual to Automatic: Streamlining MRI Marker Detection and Localization for Surgical Planning
Differentiation of biological tissue based on angle-resolved scattering distribution using fiber-coupled single-mode light source with spectrally controllable emission characteristics
Event: SPIE Optical Metrology, 2023, Munich, Germany
Investigation to evaluate the aging condition utilizing UV radiation of carbon black filled rubber compounds as measured by ATR spectroscopy
Explosivbearbeitung von Metallen an der Westsächsischen Hochschule Zwickau
Verfahren zur Explosivbearbeitung von Metallen
O tratamento no espanhol peninsular e no português europeu: evidências sobre divergências e convergências a partir de traduções espanholas e portuguesas de obras literárias suecas
Vortrag gehalten am 09.06.2023 im Rahmen der Tagung IV Congresso Internacional de Formas e Fórmulas de Tratamento no Mundo Hispano-Luso (7-9 de junho de 2023), Universidad de Cádiz / Spanien
High speed impact cutting of continuous fiber reinforced thermoset plastics
„Vom arbeitswissenschaftlichen Konzept über das Experiment in die betriebliche Praxis von Gefährdungsanalyse und Arbeitsgestaltung“
Nachhaltiges Ergonomiemanagement bei der SMA Solar Technology AG
Moral Conflicts in the Corona Pandemic
Ethics Support for Health Care Professionals in Germany
„Digital Health“
Zwickau, 20.4.2023
Psychosocial Support for Ukrainian War refugees in Leipzig
Externe betriebliche Sozialarbeit als Handlungsfeld von Trägern der Freien Wohlfahrtspflege und von EAP-Anbietern aus der Perspektive des sozialen Dienstleistungsmanagement
Digitale Hochschulbildung und Erwachsenenbildung im Vergleich am Beispiel einer SAP S/4HANA-Schulung
Herausgeber: Mathis, Uta; Ondrusch, Nicole; Kilian, Dietmar; Krcmar, Helmut; Turowski, Klaus; Weidner, Stefan
Harry Potter und der magische Streichbogen
Der Geist im Schlüsselloch
Data Prepping - Vorbereitung ist alles
KI unterstützte Auswertung extrem niedrig aufgelöster OCT-Spektrogramme
Konzipierung und Realisierung eines schnellen LED-Treibers mit präziser Stromregelung
Lieber feste Keramik statt flüssigem Glas!
Hypotrochoidische Welle-Nabe-Verbindungen
Experimentelle Untersuchungen beweisen das große Potential gegenüber der genormten Passfederverbindung
Prof. Dr.-Ing. habil. M. Ziaei
M. Sc. Marcus Selzer
Interviews mit Arbeitskolleg*innen während des Unternehmenspraktikums im Ausland: Eine studienbegleitende Portfolioaufgabe zur Entwicklung des metasoziogragmatischen Bewusstseins.
Vortrag gehalten am 11. November 2022 im Rahmen der Tagung: Cudzie Jazyky v Premenách Času XIII, Ekonomická Univerzitá v Bratislave, Bratislava / Slowakei
Atos de fala de estabelecimento de contato numa gramática comunicativa do o português
Vortrag gehalten am 7. Oktober 2022 online im Rahmen der Tagung VIII SIMELP - Simpósio Mundial de Estudos de Língua Portuguesa, 4 a 7 de outubro de 2022, Universidade de Sao Paulo, ed. híbrida, AT043 SIMPÓSIO ONLINE SIMULTÂNEO 43 - Para Além da Gramática Tradicional : Novas Concepções de Gramática e Novas Abordagens do Ensino de PLNM
Providing Personalised Recommendations of Critical Incident Narratives in a Cross-platform Mobile Application
Instruierende Texte im Kontext der Corona-Pandemie.
Eine vergleichende, multimodale Diskursanalyse von Wissensformaten für Kinder in deutschen und französischen Medien.
Daten für das Maschinelle Lernen im Werkzeugmaschinenbau
Meeting User Needs in Vehicle Automation
Interculturalidade no ensino-aprendizagem de Português Língua Não Materna no contexto universitário
Eröffnungsplenarvortrag gehalten am 16.08.2022 auf dem XXI Congresso de Romanistas Escandinavos: The Nordic Romanist Conference (ROM22), Universitet Aarhus, 16.-20. August 2022, Aarhus / Dänemark
Marcações diassistemáticas na micro-estrutura do Dikshonario Papiamentu-Hulandes de Igma van Putte-de Windt e Florimon van Putte
Vortrag gehalten am 06.07.2022 im Rahmen des XXX Congreso Internacional de Lingüística y Filología Románicas: Romanística y Atlanticidad, 04.-09.07.2022, Universidad de La Laguna. La Laguna / Spanien
La imagen social de los vivos y de los muertos en esquelas de la prensa del mundo hispánico y el potencial para el aprendizaje sociocultural en la enseñanza de ELE
Vortrag gehalten am 22.03.2022 im Rahmen des IX Coloquio Internacional del programa EDICE-ASICE, 21. – 25. März 2022, Universidad de Costa Rica [online]
Multilinguisme individuel, identité et littérature de la migration en Suède : L’exemple du récit autobiographique: Ett nytt land utanför mitt fönster par Theodor Kallifatides
Vortrag gehalten am 01.07.2022 im Rahmen der Tagung "Mehrsprachigkeit und Interkulturalität - Plurilinguisme et interculturalité", 30.06.-02.07.2022, Westsächsische Hochschule Zwickau
Moral Distress in the Corona Pandemic - Ethics Support for Health Care Professionals in Germany
NDIR Sensoren und Komponenten, Technische Infrastruktur der WHZ am Beispiel Thermopileentwicklung
Saxony5-Transferimpulse - Fabrik der Zukunft
Daten für das Maschinelle Lernen im Werkzeugmaschinenbau
Multi-Objective Optimization of a Path-following MPC for Vehicle Guidance: A Bayesian Optimization Approach
Weights-varying MPC for Autonomous Vehicle Guidance: A Deep Reinforcement Learning Approach
Towards Situation-Aware Decision-Making for Automated Driving
Hörersignale in Arzt-Patienten-Gesprächen: Unterschiede zwischen gedolmetschten deutsch-portugiesischen und einsprachigen deutschen und portugiesischen Gesprächen
Vortrag gehalten am 12.11.2021 im Rahmen der Tagung "Aspekte der Diktion in vergleichender Perspektive: Deutsch/Portugiesisch (BR)", Universität Leipzig, 11.11. – 12. 11. 2021
Zum Afrikabild in sächsischen Geographiebüchern des 2. Jahrzehnts des 21. Jahrhunderts am Beispiel von Terra für das 7. Schuljahr (Gymnasium): Implikationen für die LBA-Studiengänge
Vortrag gehalten am 06.07. im Rahmen des 6. Zwickauer Symposium „Sprache und Interkulturelle Kommunikation“ Westsächsische Hochschule Zwickau (WHZ), online, 5.-6. Juli 2021.
"Ohne Portugiesisch hätte ich niemals so gut Spanisch gelernt“: Zur Konzeption des simultanen Unterrichtens von Wirtschaftsspanisch und Wirtschaftsportugiesisch für Nullanfänger im Rahmen des Sprachenprofils Spanisch/Portugiesisch im BA-Studiengang Languages and Business Administration der WHZ
Vortrag (gemeinsam mit Samuel Werner) gehalten am 06.07.2021 im Rahmen des 6. Zwickauer Symposium „Sprache und Interkulturelle Kommunikation“, Westsächsische Hochschule Zwickau (WHZ), online, 5.-6. Juli 2021
A proposta das Zonas de Emprego e de Desenvolvimento Económico (ZEDES) em Honduras:
Modelo inovador para América Latina ou continuação do discurso da colonialidade?
Vortrag gehalten am 16.07.2021 im Rahmen des des 1. Internationalen Kolloquiums der Asociației de Studii Iberoamericane din România (ASIR), zum Thema: „Convergencias y divergencias en el espacio iberoamericano / Convergências e divergências no espaço ibero-americano”, Facultatea de Limbi și Literaturi Străine, Departamentul de Limbi și Literaturi Romanice, Universität Bukarest / Rumänien, 15.-17. Juli 2021 (online)
O ensino integrado e simultâneo de PLE e ELE empresariais para iniciantes: desafios e alcances do modelo de Zwickau
Vortrag gehalten (gemeinsam mit Samuel Werner) am 18.09.2021 im Rahmen des 14. Deutschen Lusitanistentages, Universität Leipzig, 15.-19.09.2021
The handling of face-threatening situations in interpreter mediated doctor-patient conversations: comparisons between hospital staff and family members as ad-hoc-interpreters
Vortrag gehalten am 14.10.021 im Rahmen des Internationalen Kolloquiums "Traduction et migration", 14.-16.10.2021, Université Polytechnique Hauts-de-France, Valenciennes / Frankreich
Entwicklungstrends bei piezoresistiven Silizium-Sensoren
Keynote: Silizium-Hochtemperatur-Drucksensorik
A Minimum-Footprint Implementation of Discrete-Time ADRC
A Modular and Model-Free Trajectory Planning Strategy for Automated Driving
Case Study on Communication Based Cooperative Longitudinal Vehicle Guidance
On Real Stable Pole Placement for Struc- tured Systems Using Sturm and Sturm-Habicht Sequences
Programa electoral en formato de Power Point: Análisis del programa de Bolsonaro en las elecciones presidenciales brasileñas de 2018
Vortrag gehalten am 19.11.2020 im Rahmen der Tagung: "Political Discourse in the Romance Speaking Countries (ROMPOL): Populism, political representation, media language and power", Stockholms universitet, 19.-20. November 2020 (ONLINE).
Schriftlich dargestellte Mündlichkeit in Lehrwerken des Portugiesischen und Deutschen als Fremdsprache
Vortrag gehalten am 26.11.2020 im Rahmen der digitalen Konferenz „Konzepte der Mündlichkeit" (Universität Leipzig & USP).
Half-Gain Tuning for Active Disturbance Rejection Control
Variants of Fuzzy Neural Gas
WSOM+ 2019 13th International Workshop on Self-Organizing Maps and Learning Vector Quantization, Clustering and Data Visualization (WSOM)
Observer Design with explicit consideration of predefined performance requirements by utilizing the Parameter Space Approach
Determining Passivity via Quantifier Elimination
A Combined Approach to Determine Robustly Stabilizing Parameter Spaces
A Control Lyapunov Function Approach Using Quantifier Elimination
Formal Verification of Local and Global Observability of Polynomial Systems Using Quantifier Elimination
Automation ohne unsicherheit: vorstellung des förderprojekts AutoAkzept zur Erhöhung der Akzeptanz automatisierten Fahrens
Share Deal vs. Asset Deal
Input-to-State Stability Mapping for Nonlinear Control Systems Using Quantifier Elimination
Robust Model Predictive Control Based on Stabilizing Parameter Space Calculus
Parameter Space Approach for Performance Mapping using Lyapunov Stability
On robustly stabilizing PID controllers for systems with a certain class of multilinear parameter dependency
On the Eigenvalue Placement of Static Output Feedbacks via Quantifier Elimination
Stabilization by Static Output Feedback: A Quantifier Elimination Approach
Relational and median variants of Possibilistic Fuzzy C-Means.
12th International Workshop on Self-Organizing Maps and Learning Vector Quantization, Clustering and Data Visualization (WSOM)
Stability bounds for systems and mechanisms in linear descriptor for
Lyapunov stability bounds mapping for descriptor and switching systems
Optimised parameter space stability bounds for switching systems
Microwave-Assisted Synthesis of Bismuth(III) Oxides Containing Sulfur and Selenium
Calculating regions of stability with evolutionary algorithms using R-functions
Characterization of Ge(CH3SO3)2
Optimal bicycle routes wit few signal stops.
Spektrale und optische Überwachung der selektiven Entschichtung von Oberflächenmaterial auf Glasproben
Angewandte Learning Analytics in der SAP-Ausbildung
Education as an Opportunity for Labor Migration
How International University Collaborations Affect Students' Life Paths
Das Vermitteln der methodischen Grundlagen der qualitativen Interviewforschung in der Hochschullehre. Dargestellt anhand eines studentischen Fokusgruppeninterviews über individuelle Mehrsprachigkeit und Spracheinstellungen.
Collecting Activities and States in German Business Process Models
Introductory practical course on machine learning for students of biomedical engineering
Introductory practical course on machine learning for students of biomedical engineering
Charakterization of spin-coated OLED structures using organic magnetic field effects
Co-Autoren: Weber Dominik, Zahn Dietrich Schondelmaier Daniel, Salvan Georgeta
Dos atos de fala de estabelecimento de contato numa gramática comunicativa do português
in: Vicente, Renata Barbos/ Santos, Mônica Maria Soares/ Defendi, Cristina Lopomo (eds.): Estudos descritivos da língua portuguesa (VIII Simpósio Mundial da Língua Portuguesa; III Simpósio de Estudos Interdisciplinaresnda Linguagem 2022; 8). São Paulo: Estige, 245-260; 437
High speed impact cutting of continuous fiber reinforced thermoset plastics
ATOS DE FALA DE ESTABELECIMENTO DE CONTATO NUMA GRAMÁTICA COMUNICATIVA DO O PORTUGUÊS
in: Anais do VIII Simelp - VIII Simpósio Mundial de Estudos de Língua Portuguesa - Edição Especial Híbrida Angola-África, São Paulo(SP) Universidade de São Paulo, 2022. São Paulo: Even3
„Vom arbeitswissenschaftlichen Konzept über das Experiment in die betriebliche Praxis von Gefährdungsanalyse und Arbeitsgestaltung“
Nachhaltiges Ergonomiemanagement bei der SMA Solar Technology AG
Grußwort des Tagungspräsidenten
in: Johnen, Thomas/ Mattern, Christopher/ Wunderlich, Jasmin (red.): Portugiesisch - Globale Sprache des 21. Jahrhunderts: Kulturen, Literaturen, Wissenschaft und Wirtschaft; Abstracts der Vorträge auf dem 15. Deutschen Lusitanistentag, 19.-23. September 2023, Westsächsische Hochschule Zwickau. [...]. Zwickau: Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation (ZwIKSprache; 5), 10-15.
Palavras de Boas-Vindas do Presidente do Congresso
in: Johnen, Thomas/ Mattern, Christopher/ Wunderlich, Jasmin (red.): Portugiesisch - Globale Sprache des 21. Jahrhunderts: Kulturen, Literaturen, Wissenschaft und Wirtschaft; Abstracts der Vorträge auf dem 15. Deutschen Lusitanistentag, 19.-23. September 2023, Westsächsische Hochschule Zwickau. [...]. Zwickau: Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation (ZwIKSprache; 5), 16-20.
Partizipative Entwicklung einer altersübergreifenden Mobilstation – Reallaboransatz in einem Wohnquartier in Zwickau
Hrsg.: Proff, H.
Method for simple phase recovery and denoising in spectral imaging interferometry based on error-diffusion dithering
Integration von energetischen Prozessen im ERP-System zur Umsetzung der EU-Taxonomie und des Energiemanagements
Expense and revenue factors of Smart Factories: Analysis of the economic effects of Condition Monitoring
Optimization of Production Processes in SMEs: Practical Methodology for the Acquisition of Process Information.
ALADIN – Generator für Aufgaben und Lösung(shilf)en aus der Informatik und angrenzenden Disziplinen
A taxonomy of multiple outs
Science of Magic Conference
O ato de fala de alocução numa gramática comunicativa do Português
in: Teixeira, Madalena/ Tavares, Teresa Cláudia/ Gorgulho, Ana Rita/ Macário, Maria João/Rodrigues, Patrícia/ Santos,Leonor (eds.): Anais do VI Simpósio Mundial de Estudos da Língua Portuguesa: Da união à diversidade. Santarém: Escola Superior de Educação do Instituto Politécnico de Santarém, vol. 2, S. 2089-2106.
German Light Verb Constructions in Business Process Models
Chancen und Risiken in der Iniitierungs- und Implementierungsphase des TEK Multiplikatorenkonzeptes Beitrag Kongress Deutsche Gesellschaft für Psychologie Hildesheim
Realization of a practical course on treatment planning in radiation therapy using the software matRad
Autonomia assistida na aquisição da competência intercultural e sociopragmática durante as estadias obrigatórias de estudos e estágio curriculares no país da língua alvo: O projeto Portico“
in: Schøsler, Lene / Härmä, Juhani / Lindschouw, Jan (eds.): Actes du XXIXe Congrès international de linguistique et de philologie romanes (Copenhague, 1-6 juillet 2019). Strasbourg: ELiPhi (Bibliothèque de Linguistique Romane; 17,2), 1489-1496.
Due Date-Related Order Prioritization for Scheduling with Decision Support in Dynamic Environments
In: Dolgui, Alexandre; Bernard, Alain; Lemoine, David; von Cieminski, Gregor; Romero, David (Hrsg.): Advances in Production Management Systems. Artificial Intelligence for Sustainable and Resilient Production Systems. APMS 2021. IFIP Advances in Information and Communication Technology, vol 630.
Moving to blended learning in the post-pandemic era
Multi-class and Cluster Evaluation Measures Based on Rényi and Tsallis Entropies and Mutual Information
Lecture Notes in Computer Science
O ato de fala desculpa numa gramática comunicativa do português
in: Rosa, Gian Luigi di / Chulata, Katia de Abreu /Atti, Francesca delli / Morleo, Francesco (eds.): De volta ao futuro da língua portuguesa. Atas do V SIMELP - Simpósio Mundial de Estudos de Língua Portuguesa. Lecce: Università del Salento, 319-338.
Dos africanismos lexicais no papiamentu
in: Calvo Rigual, Cesáreo/Minervini, Laura/Thibault, André (éd.) (2016) : Actes du XXVIIe Congrès international de linguistique et de philologie romanes (Nancy, 15-20 juillet 2013). Section 11 : Linguistique de contact. Nancy, ATILF : http://www.atilf.fr/cilpr2013/actes/section-11.html , S. 83-93.
Os atos de fala numa gramática comunicativa do português
in: SILVA, Roberval Texeira e/ YAN, Qiarong/ ESPADINHA, Maria Antónia/ LEAL, Ana Varani (eds.): Anais do III SIMELP: A formação de Novas Gerações de Falantes de Português no Mundo, simpósio 14: Gramática comunicativa da língua portuguesa [CD-ROM]. Macau: Universidade de Macau, 37-50.
Portugiesisch als Fremdsprache (PLE): Die sprachliche Entdeckung von Kulturen auf vier Kontinenten.
in: Sartingen, Kathrin/ Bauer, Verena-Cathrin (eds.): Endeckungen und Utopien : die Vielfalt der portugiesischsprachigen Länder ; Akten des 9. Deutschen Lusitanistentags. Frankfurt am Main: Lang (Wiener iberoromanistische Studien; 1), 219-224.
«Eu desde pequeno ajudava a minha mãe a limpar a casa e a gente levantava o sofá para varrer – no governo de vocês não faziam isso»: do ethos em (inter-)ação de Lula e de Alckmin no primeiro debate do segundo turno das eleições presidenciais brasileiras de 2006
”, in: CASANOVA HERRERO, Emili / CALVO RIGUAL, Cesáreo (eds.): Actes del 26é Congrés de Lingüística i Filologia Romàniques (València, 6-11 de setembre de 2010). Berlin: de Gruyter, vol. 6, 533-544.
political communication, discourse analysis, discursive ethos, TV debates in Brazil, the 2006 Lula-Alckmin presidential elections debate
Keyword [pt]
comunicação política, análise de discurso, ethos discursivo, debates televisivos no Brasil, debate Lula – Alckmin das eleições presidenciais de 2006
Keyword [de]
Politische Kommunikation, Diskursanalyse, diskursives Ethos, Wahldebatten, Fernsehwahldebatten, Debatte Alckmin - Lula 2006, Brasilien
Polifonia e verbos modais: Sobre o potencial explicativo de ScaPoLine para a descrição de verbos modais do português
in: Ahlstedt, Eva / Benson, Ken / Bladh, Elisabeth / Söhrman, Ingmar / Åkerström, Ulla (eds.): Actes du XVIIIe congrès des romanistes scandinaves / Actas del XVIII congreso de romanistas escandinavos. Göteborg: Acta Universitatis Gothoburgensis (Romanica Gothoburgensia; 69), 399-413
modal verbs, polyphony, ScaPoLine, semantics, Portuguese, epistemic modality
Keyword [pt]
verbos modais, polifonia, ScaPoLine, semântica, português, modalidade epistêmica
Keyword [fr]
verbes modaux, polyphonie, ScaPoLine, sémantique, portugais, modalité épistémique
Keyword [de]
Modalverben, Polyphonie, ScaPoLine, Semantik, Portugiesisch, epistemische Modalität
Keyword [sv]
modala verb, polifoni, ScaPoLine, portugisiska, semantik, epistemisk modalitet
Poder, pode, mas... Sie dürfen schon, aber...: elementos para uma análise contrastiva de verbos modais do alemão e do português no exemplo de können, dürfen e mögen versus poder e saber
in: Lavric, Eva / Pöckl, Wolfgang / Schallhart, Florian (eds.): Comparatio delectat. Akten der VI. Internationalen Arbeitstagung zum romanisch-deutschen und innerromanischen Sprachvergleich, Innsbruck, 3.-5. September 2008, 2 vol., Frankfurt/M. e. a.: Peter Lang (InnTrans: Innsbrucker Beiträge zu Sprache, Kultur und Translation; 4), vol. 1., 227-241.
Modalverben, kontrastive Analyse, Deutsch, Portugiesisch, Semantik, Funktionelle Pragmatik, können, dürfen, mögen, poder, saber
A semântica dos verbos modais e suas funções discursivas numa perspectiva de pragmática funcional
in: MARÇALO, Maria João/ LIMA-HERNANDES, Maria Cecília/ ESTEVES, Elisa/ FONSECA, Maria do Céu/ GONÇALVES, Olga/ VILELA, Ana Luísa/ SILVA, Ana Alexandra (eds.): Língua portuguesa: ultrapassar fronteiras, juntar culturas; SLG 33 Gramática e construção discursiva: estudos da Língua Portuguesa e uso. Évora: Universidade de Évora, 77-98 [Unter: http://www.simelp2009.uevora.pt/pdf/slg33/06.pdf].
A semi-comunicação entre um paciente hispanofalante e sua intérprete portuguesa na conversação com uma médica alemã num hospital de Hamburgo
ILIESCU, Maria/ SILLER-RUNGGALDIER, Heidi M. / DANLER, Paul (eds.): Actes du XXVe Congrès International de Linguistique et de Philologie Romanes, Innsbruck, 3 – 8 septembre 2007, vol. 1. Berlin; New York: de Gruyter, 185-193
Arzt-Patienten-Gespräche, Dolmetschen im Krankenhaus, Semikommunikation, Rezeptive Mehrsprachigkeit, Spanisch - Portugiesisch, Dolmetschen Deutsch - Spanisch - Portugiesisch
A violência no romance O Matador de Patrícia Melo
in: Living between Fear and Expectation - Conference May 12-14 2009: Abstracts and Conference Proceedings, Stockholm: Latinamerika-Institut , 2009, 1-13, online unter: http://www.diva-portal.org/smash/get/diva2:232396/FULLTEXT01.pdf
Brazilian Literature; 20th Century; violence; Patrícia Melo
Keyword [pt]
literatura brasileira; século XX; violência; Patrícia Melo
Keyword [de]
Brasilianische Literatur; 20. Jahrhundert; Gewalt; Patrícia Melo
Blaue Blume: ein differenziertes Lehrwerk über den kommunikativen Ansatz hinaus
in: DILL, Carl-Jochen/ DIETRICH, Georg/ KAUFMANN, Göz/ ALT, Lucia/ SILVA, Renato Ferreira da/ THEIS, Wolfgang (eds.): Tagungsakten des VI. Brasilianischen Deutschlehrerkongresses, I. Lateinamerikanischen Deutschlehrerkongresses, São Paulo, 24. bis 28. Juli 2006., São Paulo: Abrapa; Goethe Institut São Paulo , 2008, 1-17, online unter: http://www.diva-portal.org/smash/get/diva2:273753/FULLTEXT01.pdf
Deutsch als Fremdsprache, Lehrwerkanalyse, postkommunikative Lehrwerke, Brasilianische Ausgabe des Lehrwerkes Blaue Blume, Progression, Rezeptivität, Leseverstehen, Wörterbucharbeit im Fremdsprachenunterricht, Blended Learning
Alltägliche Wissenschaftssprache im studienbegleitenden Fachsprachenunterricht
in: DILL, Carl-Jochen/ DIETRICH, Georg/ KAUFMANN, Göz/ ALT, Lucia/ SILVA, Renato Ferreira da/ THEIS, Wolfgang (eds.): Tagungsakten des VI. Brasilianischen Deutschlehrerkongresses, I. Lateinamerikanischen Deutschlehrerkongresses, São Paulo, 24. bis 28. Juli 2006, São Paulo: Associação Brasileira de Associações de Professores de Alemão; Goethe-Institut São Paulo , 2008, 1-13, online unter: http://www.diva-portal.org/smash/get/diva2:272818/FULLTEXT01.pdf
Hacia una descripción accional de los verbos modales en español
in: DAHER, Del Carmen/ FREITAS, Luciana Maria Almeida de/ GIORGI, Maria Cristina (eds.): Anais do 4º Congresso da Associação Brasileira de Hispanistas, vol. 2: Estudos de linguagem, Rio de Janeiro: Associação Brasileira dos Hispanistas; Programa de Pós-graduação em Letras da UERJ, 306-311. online unter: http://www.hispanistas.org.br/arquivos/congressos-e-jornadas/estudos_linguagens%20volume%20II.pdf
Spanisch, Modal Verbs, Modality, Semantics, Agent-oriented Modality, Epistemic Modality, Pragmatics, Action Theory
Keyword [de]
Spanisch, Modalverben, Modalität, Semantik, Epistemische Modalität, Nicht-Epistemische Modalität
Os verbos modais na argumentação científica em espanhol, francês e português
in: TROTTER, David (ed.): Actes du XXIVe Congrès International de Linguistique et de Philologie Romanes, Université du Pays de Galles, Aberystwyth 2004, tome 3: Section 8: La scociolinguistica, Section 9: La grammaticographie, Section 10: La linguistique textuelle et la pragmatique. Conférénces plénières, Table ronde sur l’information bibliographique en linguistique romane. Tübingen: Niemeyer, 329-338.
Modalverben in gedolmetschten Arzt-Patienten-Gesprächen (deutsch-portugiesisch und deutsch-türkisch)
in: JAMBON, Sabine (ed.): Deutsch in Lateinamerika. Ausbildung - Forschung – Berufsbezug: Akten des XII. ALEG-Kongresses auf CD-Rom. Havanna; Leipzig: Asociación Latinoamericana de Estudios Germanísticos 2006, Sektion 8, [6p].
Sprechakte kontrastiv: Das Rostocker Forschungsprojekt: Sprachvergleich Euro-Portugiesisch-Deutsch - eine textlinguistisch und kommunikationsorientierte Gegenüberstellung des Deutschen und Portugiesischen
in: WOLFF, Armin/ OSTERMANN, Torsten/ CHLOSTA, Christoph (eds.): Integration durch Sprache: Beiträge der 31. Jahrestagung DaF 2003. Regensburg: FaDaF (Materialien Deutsch als Fremdsprache; 73), 605-656.
Deutsch, Portugiesisch, Kontrastive Analyse, Sprechakte, Pragmatik, Interkulturelle Kommunikation, Portugiesisch als Weltsprache, Deutsch als Fremdsprache in Brasilien, Deutsch als Fremdsprache in Portugal, Portugiesisch als Fremdsprache in Deutschland
O sistema dos verbos modais em português em contraste com o alemão e o francês
In: Herrera González, Leonardo (ed.): 6º Congresso Internacional do Ensino de Português como Língua Estrangeira, 22 a 26 de outubro – 2001 Acatlán, Est. do Méx., México; Unidade de Seminários do Campus Acatlán – UNAM. , México, D.F.: UNAM, Coordinación de Servicios Académicos , 2003, S. 129-159
Portuguese, German, French, Modal Verbs, Contrastive Analysis, Semantics, Pragmatics
Keyword [pt]
Português, Alemão, Francês, verbos modais, análise contrastiva, semântica, pragmática
Keyword [fr]
portugais, allemand, français, verbes modaux, analyse contrastive, sémantique, pragmatique
Keyword [de]
Portugiesisch, Deutsch, Französisch, Modalverben, Kontastive Analyse, Semantik, Pragmatik
Da integração semântica de ir+infinitivo no sistema dos verbos modais numa perspectiva de descrição semântica no âmbito de uma teoria de ação
Permanent Link: URN: urn:nbn:se:su:diva-30524
Aí como partícula modal do português
Permanent Link: http://urn.kb.se/resolve?urn=urn%3Anbn%3Ase%3Asu%3Adiva-29316
Studies on micromanipulation capabilities of microobjects and combined Raman spectroscopy based on photonic jet fiber optic
Differentiation of biological tissue based on angle-resolved scattering distribution using fiber-coupled single-mode light source with spectrally controllable emission characteristics
Investigation to evaluate the aging condition utilizing UV radiation of carbon black filled rubber compounds as measured by ATR spectroscopy
Bausteine für ein nachhaltiges Ergonomiemanagement bei der SMA Solar Technology AG
„Menschengerechte Arbeitsgestaltung – Basisarbeit und neue Arbeitsformen“
Anwendung von Wearables zur Belastungsbeurteilung sowie Arbeitsumfeldbewertung in unterschiedlichen Tätigkeitsfeldern
Membrane extraction for recovery of strategic metals from low-concentrated solutions
High-dynamic range spectral imaging interferometry - instrumentation and data analysis approaches
German Light Verb Constructions in Business Process Models
New highly efficient adsorbents for arsenic removal from contaminated water
Providing Personalised Recommendations of Critical Incident Narratives in a Cross-platform Mobile Application
Neuartige Methode zur Messung der aufgebrachten Kräfte während intrakranieller Eingriffe - Projekt HIST
Persönliche Haltung zur Nutzung sozialer Robotik bei Studierenden der Pflege- und Gesundheitswissenschaften
Querschnittsanalyse
Bilanzielle Abbildung von dynamischen Risikomanagementpraktiken
Berichterstattung über soziale Belange ab 2024 - Anforderungen nach den Draft-ESRS und Abgrenzung zu weiteren Regelungen
Bilanzierung von nachhaltigen Finanzierungsformen vor dem Hintergrund des IASB/ED/2023/2
Technical Innovations in stroke rehabilitation. An interdisciplinary approach to the advancement of brain-computer-interfaces (BIC) in conjunction with functional electrical stimulation (FIS)
Praxis des Hedge Accounting unter dem Einfluss von Covid-19
Plasma disinfection procedures for surfaces in emergency service vehicles: a field trial at the German Red Cross
Link zu Veröffentlichungen (Journals)
Rehabilitation after Stroke: Practicable Functionalities and Benefiting Patients of Braincomputer Interfaces in Combination with Functional Electrical Stimulation
A Qualitative Interview Study
Kurztexte im öffentlichen Raum in Frankreich – Diskurse zur Sauberkeit, Sicherheit und zur kulturellen Partizipation
VR in Nursing Facilities ‐ A randomized controlled multicenter pilot study analyzing the changes in the state of mind of seniors in nursing facilities through the viewing of 360° videos
Technical innovations in stroke rehabilitation -a survey for development of a non-invasive, brainwave-guided, functional muscle stimulation
Kenntnisse und Sichtweisen der Bevölkerung zu Leistungen bei Pflegebedarf: eine standardisierte telefonische Befragung
Digitale Hochschullehre im ersten COVID-19-Semester.
Ergebnisse einer Befragung von Lehrenden in Public Health, Medizin und Pflege
Familiengerechtigkeit und Psychische Gesundheit an der Hochschule in Zeiten von Corona.
Alternative Leistungskennzahlen (APM) in der Finanzberichterstattung österreichischer Emittenten
IFRS 9: Covid-19 als Herausforderung für österreichische Banken
Change and adoption of digital learning formats during the COVID-19 pandemic
A trend study from Germany
Torsionsspannungen in prismatischen, unrunden Profilwellen mit trochoidischen Konturen
Praxiserfahrungen mit dem Strukturmodell zur Entbürokratisierung der Pflegedokumentation
Eine Querschnittstudie unter stationären Pflegeeinrichtungen
Effects of factors of informal care on the utilization of social care insurance benefits: A cross-sectional study
Forming an effective risk management system in cyberspace
Spirocyclic tin salicyl alcoholates – A combined experimental and theoretical study on their structures and 119Sn NMR chemical shifts and reactivity in thermally induced Twin Polymerization
IFRS 9: Erstanwendung bei österreichischen Banken
Evaluation of dispersion type metal···π arene interaction in arylbismuth compounds – an experimental and theoretical study
Abgrenzung zwischen Eigenkapital- und Schuldinstrumenten nach dem Diskussionspapier des IASB
Erwartete Kreditverluste nach IFRS 9
Bilanzierung von virtuellen Währungen nach IFRS und aufsichtsrechtliche Behandlung bei Banken
Effects of perceptions of care, medical advice, and hospital quality on patient satisfaction after primary total knee replacement: a cross-sectional study
Factors influencing the choice of hospital after primary total hip and knee replacement surgeries
Neuerungen bei der aufsichtlichen Konsolidierung
Erwartete Kreditverluste und Hedge Accounting
Rechnungslegungskontrolle für 2016
Predicting concentrations of fine particles in enclosed vessels using a camera based system and CFD simulations
Chiral Spirocyclic Germanium Thiolates – An Evaluation of Their Suitability for Twin Polymerization based on A Combined Experimental and Theoretical Study
From molecular germanates to microporous Ge@C via twin polymerization
Synthesis and Characterization of the Germanium Sulfonate Ge(CH3SO3)2 - a 3D Coordination Network Solid
Porous Ge@C materials via Twin polymerization of germanium(II) salicyl alcoholates for Li-ion batteries
Determinants of patient satisfaction and their willingness to return after primary total hip replacement: a cross-sectional study
Pflegenoten, Preise für Leistungen und Auslastung stationärer Pflegeeinrichtungen
Aufsichtsrechtliche Bewertungsanpassungen und Fair Value-Bewertung nach IFRS 13
Characterization of granular mixing in a helical ribbon blade blender
Intramolecular C–O Insertion of a Germanium(II) Salicyl Alcoholate: A Combined Experimental and Theoretical Study
From a Germylene to an “Inorganic Adamantane”: [{Ge4(μ-O)2(μ-OH)4}{W(CO)5}4]·4THF
Market mechanisms among nursing homes: a correlation analysis of price, quality, and demand
Quality of care in German nursing homes: A longitudinal study regarding quality assessments from 2009 to 2013
Microporous Carbon and Mesoporous Silica by use of Twin Polymerization - An integrated Experimental and Theoretical Approach on Precursor Reactivity
Synthesis, Characterization and Twin Polymerisation of a Novel Dioxagermine
Gesundheitsförderung in der stationären Altenpflege – ein Ansatz zur Erhöhung der Mitarbeitermotivation und Senkung der Arbeitsbelastung
Untersuchung der Stichprobengrößen im Rahmen von MDK Transparenzprüfungen in deutschen Pflegeheimen
Patient satisfaction and willingness to return to the provider among women undergoing gynecological surgery
Patient Satisfaction in Urology: Effects of Hospital Characteristics, Demographic Data and Patients’ Perceptions of Received Care
Die Bilanzierung von Derivaten zur Steuerung der Zinsrisiken im Bankbuch
Synthesis of Germanium Dioxide Nanoparticles in Benzyl Alcohols - a Comparison
Pflegenoten als Wettbewerbsparameter im deutschen Gesundheitssystem
Analyse von Unterschieden zwischen bewohner- und einrichtungsbezogenen Transparenzkriterien
Fremdanteile in mehrstufigen Konzernen
Aufsichtsrechtliche Behandlung nach CRR und Implikationen für die Konzernrechnungslegung
Eine Untersuchung zur Erfassung des Kenntnisstandes zur Barrierefreiheit im Internet bei Webdesignern
Garantien im Bankgeschäft: Handelsrechtliche Begriffsabgrenzung und Bilanzierungsfragen
Eigenmittel nach Basel III in der IFRS-Rechnungslegung
Vorschlag des IASB zu den Liquiditätsprämien von Policen
Die Rechnungslegung der Zahlungsinstitute
Outsourcing-Analyse für die Wäscherei einer Altenpflegeeinrichtung
Verbuchung bonitätsbedingter Gewinne bei der fair value-Bewertung von Verbindlichkeiten
Kredit- und Liquiditätsrisiko bei der Fair Value-Ermittlung
Der Regierungsentwurf eines Bilanzrechtsmodernisierungsgesetzes
La dimension interculturelle dans les médias numériques./ Interkulturalität und digitale Medien im Spannungsfeld./ The Intercultural Dimension in Digital Media.
Special Issue: Opportunities and threats in providing remote access to manufacturing-related environments
Journal of Manufacturing Technology Management: Volume 34 Issue 4
Ecos de Linguagem
8 (2018)
Stockholm Review of Latin American Studies
8 (2012). 8: Special issue about: “Língua e independência"
Projekt: Revista dos Professores de Alemão do Brasil
44 (2006).
Exciplex-driven blue OLEDs: unlocking multifunctionality applications
Bewertung von Produktionsstrategien in der Automobilindustrie
Projekte vs. Prozesse – Symbiose oder Widerspruch
Optimization of Magnetic Cobalt Ferrite Nanoparticles for Magnetic Heating Applications in Biomedical Technology
Certifying fully dynamic algorithms for recognition and hamiltonicity of threshold and chain graphs
Sprachwandel im Spiegel der COVID-19-Pandemie – dargestellt am Beispiel der Benennung privater WLAN-Netze in Deutschland
Patterns for modeling process variability in a healthcare context
“Sorry, too much information”—Designing online review systems that support information search and processing
Einleitung
Opportunities and threats in providing remote access to manufacturing-related environments
ADRC in Output and Error Form: Connection, Equivalence, Performance
Tuning and Implementation Variants of Discrete-Time ADRC
BeQuiS: Dienstleister*innen für taube Menschen in Sachsen erhalten Angebot einer berufsbegleitenden Qualifizierung in DGS
Ein Bericht über das erste Projektjahr
Der Onlineraum gettogether der Westsächsischen Hochschule Zwickau - Erfahrungen aus drei Semestern.
Sammelband Digitale Chancen - Chancen digital
Die multimodale Analyse der Wahlplakate zur Zwickauer Oberbürgermeisterwahl 2020.
Energetic characterization during plasma electrolytic polishing of cemented tungsten carbide
Stankov, M.; Kersten, H.
Cost-effective equipment for surface pre-treatment for cleaning and excitation of substrates in semiconductor technology
Routing Games with Edge Priorities
Technologiekombinationen zur Identifikation und Lokalisierung in der Produktion
AI-based Improvement of Decision-makers’ Knowledge in Production Planning and Control
Study of Growth and Properties of Electrodeposited Sodium Iron Hexacyanoferrate Films
Study on the Electrical Conduction Mechanism of Unipolar Resistive Switching Prussian White Thin Films
Methoden zum Design digitaler Plattformen, Geschäftsmodelle und Service-Ökosysteme
Uma reconstrução histórica da implementação de um modelo bilíngüe nas escolas para surdos na Venezuela entre 1985 e 1996.
Gestaltung von effizienten Produktionsnetzwerken in der Automobilindustrie
The Recognition Problem of Graph Search Trees
Abnormal resistive switching in electrodeposited Prussian White thin films
Algebraic Stability Analysis of Particle Swarm Optimization using Stochastic Lyapunov Functions and Quantifier Elimination
Robustness evaluation of production plans using Monte Carlo simulation
Procedia Manufacturing 54 (2021) 130–135
Datenhandhabung für die PPS in KMU : Mit Retrofit zur Datenbasis für die Produktionsplanung und -steuerung in KMU
WT WerkstattsTechnik 111. 2021, 4, S. 222 - 226
Agiles oder klassisches Prozessmanagement? Ein Werkzeug zur Auswahl agiler oder klassischer Prozessmanagementmethoden für Unternehmen
ERP Management, 17, 5/2021, S. 57-60
Innovative development against the COVID-19’s challenge: Healthcare and education issues
Transfer Function Analysis and Implementation of Active Disturbance Rejection Control
Determining Input-to-State and Incremental Input-to-State Stability of Non-polynomial System
Eigenvalue Placement by Quantifier Elimination – the Static Output Feedback Problem
Fuel pellet breakage in pneumatic transport and durability tests
Influence of human capital on the competitiveness of the economic system
The labor market of the Republic of Kazakhstan in the context of global challenges
Performance boundary mapping for continuous and discrete time linear systems
Calculating Positive Invariant Sets: A Quantifier Elimination Approach
Lösung regelungstechnischer Problemstellungen mittels Quantorenelimination
Automatic Generation of Bounds for Polynomial Systems with Application to the Lorenz System
Electronic structure calculations on the thermal initiation of the twin polymerization process
Verbesserte, kryogene Zerspanprozesse durch Minimalmengenschmierung
Analyse der Selbstschutzfähigkeit sächsischer Pflegeeinrichtungen bei Großschadenslagen
Chancen und Risiken der generalistischen betrieblichen Ausbildung in der Pflege
Aus der Sicht eines Schwerpunktversorgers mit integriertem Bildungszentrum
Verkehrsunfall in Frankreich: Wertminderung, Mietwagenkosten und Nutzungsausfall
Der Frauenmörder Landru und sein Prozess
Informationspflichten bei Wertpapieren, Anlegerschutz, Investmentfonds
Peter Gola/Dirk Heckmann, Datenschutz-Grundverordnung VO (EU) 2016/679, Bundesdatenschutzgesetz. Kommentar, 3. Aufl. (Buchbesprechung)
Philipp Moritz Cepl/Ulrike Voß, Prozesskommentar Gewerblicher Rechtsschutz und Urheberrecht, 3. Aufl. (Buchbesprechung)
Beschäftigung von Physician Assistants in einem Krankenhaus der Maximalversorgung
Mögliche Einsatzbereiche und ökonomische Aspekte
Barrierefreie Webseiten
Eine Analyse der Webpräsenzen deutscher Fachhochschulen
Kryogene Kühlung beim Schleifen mit Diamant
Sturzereignisse stationär betreuter Krankenhauspatienten. Eine Analyse der Sturzinzidenz in einem Klinikum der Schwerpunktversorgung
Ist- Analyse der Arbeitsfähigkeit von Pflegepersonal in einer Pflegeheimkette in Sachsen
Recht, Literatur, Zensur und Sprache [Rezensionsabhandlung über Christoph Schmitz-Scholemann, Blumen vor Gericht. Essays zu Liebe, Recht und Literatur]
Artificial Intelligence Support for Smart Logistics Systems in Industrial Environments
Unfallchirurgische Anwendungsbeobachtung des Fixateursystems DiFix®
Innovative kryogene Bearbeitung
§ 140 Abs. 4 MarkenG und die Durchsetzungsrichtlinie. Anmerkung zu den Schlussanträgen von Generalanwalt Campos Sánchez-Bordona vom 11.11.2021 in der Rs. C-531/20 – Nova Text
Frankreich: Unwirksamkeit eines Testaments bei mangelnden Sprachkenntnissen des Erblassers
Das Ende des deutsch-schweizerischen Markenschutzabkommens
Das deutsch-schweizerische Markenschutzabkommen ist außer Kraft getreten
Ausschluss eines Mitherausgebers einer Zeitschrift – der Fall Hirte
Verbraucherdarlehen in Fremdwährung, missbräuchliche Vertragsklauseln, Auslegung; Besprechung von EuGH, Urt.v. 18.11.2021, Rs. C-212/20
Inlandsvertreter und Zugang einer Abmahnung, Besprechung von LG Hamburg, Urt.v. 21.1.2022 – 315 O 163/21
Ersatz der Kosten des mitwirkenden Patentanwalts – Anmerkung zu EuGH „NovaText“
Patentanwaltskosten bei Kennzeichenstreitsachen – Enforcement-Richtlinie, Anmerkung zu EuGH, Urt.v. 28.4.2022, Rs. C-531/20 – NovaText
Sozialpolitik: Vorübergehende Überlassung/Dauerhafter Arbeitsplatz/Festgelegte Höchstdauer durch die Sozialpartner, Anmerkung zu EuGH, Urt.v. 17.3.2022, Rs. C-232/20
Prozessvertretung durch einen „IP Attorney“ aus Malta, Besprechung von BGH, Urt.v. 5.7.2022 – X ZR 58/20
Stefan Kramer (Hrsg.), IT-Arbeitsrecht, 2. Aufl. (Buchbesprechung)
Johannes Willms, Der General. Charles de Gaulle und sein Jahr-hundert (Buchbesprechung)
Sieg/Maschmann, Unternehmensumstrukturierung – Arbeitsrecht, Datenschutz, Due Diligence, 3. Aufl. (Buchbesprechung)
Bodo Pieroth, Recht und französische Literatur (Buchbesprechung)
Norbert Gross, Was blieb von Kaisers Recht in Elsass-Lothringen? (Buchbesprechung); Der Westen, hrsg. von der Erwin von Steinbach-Stiftung, 1-2/22, S. 13-15
Artur-Axel Wandtke/Winfried Bullinger, Praxiskommentar Urheberrecht, 6. Aufl. (Buchbesprechung)
Ingerl/Rohnke/Nordemann, Markengesetz. Kommentar, 4. Aufl. (Buchbesprechung)
Psychische Gesundheit von Studierenden. Ein Vergleich zwischen Gesundheits- und Pflegemanagementstudierenden der Westsächsischen Hochschule und Medizinstudenten der TU Dresden
Streitwertbegünstigung bei einer vermögenslosen Partei, Besprechung von OLG Brandenburg, Beschl.v. 25.5.2021 – 6 W 4/21, 6 U 2/21
Verbraucherdarlehen in Fremdwährung, missbräuchliche Vertragsklauseln, Verjährung; Besprechung von EuGH, Urt.v. 10.6.2021, Rs. C-776/19 bis C-782/19
Busse/Keukenschrijver, Patentgesetz. Kommentar, 9. Aufl. (Buchbesprechung)
Gerhard Ullrich, The Law of the International Civil Service (Buchbesprechung)
Ströbele/Hacker/Thiering, Markengesetz. Kommentar. 13. Aufl. (Buchbesprechung)
Helmut Redeker, IT-Recht, 7. Aufl. (Buchbesprechung)
Dagmar Gesmann-Nuissl/Stefan Korte (Hrsg.), Kapital in Recht und Wirtschaft, Festschrift der Fakultät für Wirtschaftswissenschaften der TU Chemnitz für Ludwig Gramlich zum 70. Geburtstag (Buchbesprechung)
Simon Apel/Louis Pahlow/Matthias Wießner (Hrsg.), Biographisches Handbuch des Geistigen Eigentums (Buchbesprechung)
Cornelia Manger-Nestler/Ludwig Gramlich, Öffentliches Wirtschaftsrecht klipp & klar (Buchbesprechung)
Ulrich Loewenheim (Hrsg.), Handbuch des Urheberrechts, 3. Aufl. (Buchbesprechung)
Using a coupled CFD – DPM approach to predict particle settling in a horizontal air stream
So wichtig, wie der Zauberstab
FORSCHER*INNEN DER WESTSÄCHSISCHEN HOCHSCHULE ZWICKAU UNTERSUCHEN, WAS EINEN GUTEN STREICHINSTRUMENTENBOGEN AUSMACHT
Vulnerable Beschäftigengruppen Deutsche Gesellschaft für Public Heath Kongressbeitrag veröffentlicht Armut und Gesundheit
KI ermöglicht sekundenschnelle Diagnose von Lungenverletzungen
Sascha Vogelsang Kommunikation & Marketing
KI für die Intensivstation
Zwickauer Forscher helfen, Covid-19-Verläufe vorherzusagen
Zwickauer Wissenschaftlerin bringt künstlicher Intelligenz bei, Hautkrebs zu erkennen
In den Schuhen der Erfahrenen gehen. Leistungen im Rahmen eines Betrieblichen Gesundheitsmanagements (BGM) als Unternehmensservice - ein Geschäftsfeld für Caritasverbände?
Dresdner Licht ist eine Million Mal heller als die Sonne
Sächsische Forscher haben eine neue Lichtquelle entwickelt.
Geigenbögen: Forschung zwischen Gefühl und Messdaten
Vier ganz unterschiedliche Fakultäten arbeiten an der Westsächsischen Hochschule Zwickau zusammen. Sie wollen einen neuen Studiengang ins Leben rufen.
Endoskope so dünn wie ein Haar – Eine Vision?
KI-Modell überträgt Bild über eine einzelne optische Faser
Statische Medizintechnik war gestern
Innovationen der Medizintechnik sind eine Antwort auf die enormen Herausforderungen des Gesundheitssektors durch demografischen Wandel und steigende Kosten.
Armin Schneider (2023). Nachhaltiger führen und managen. Praxishandbuch für mehr ökologische und gesellschaftliche Wirkung. Regensburg: Walhalla-Verlag
Mothematical Review MR4448515
An augmenting-flow algorithm for a class of node-capacitated maximum flow problems
Mathematical Review MR4296262
The minimum stretch spanning tree problem for typical graphs
Mathematical Review MR4391767
Algorithms for flows over time with scheduling costs
Mathematical Review MR4139565
Algorithms for flows over time with scheduling costs
Mathematical Review MR4284765
The damage throttling number of a graph
Pflegesituationen in Sachsen – Eine Untersuchung zu Bedarfen, Angeboten und Zugangsbarrieren
Künstliche Intelligenz im Smart Press Shop: Die Zukunft der Fertigungstechnik
Von der Vision zur Realität
Tobias Haubold, DSRG-WHZ
Christian Walter, DSRG-WHZ
Felix Bergmann, Porsche Werkzeugbau
Jaeyeol Rue, Smart Press Shop
Verbesserte Unfallrekonstruktion durch zusätzliche Anknüpfungstatsachen und KI
Alexander Hauck Erik Sinen, Verkehrsunfallforschung an der TU Dresden GmbH;
Mike Espig, Christian Walter, Data Science Research Group, Westsächsische Hochschule Zwickau;
Michael Jänsch, Verkehrsunfallforschung, Medizinische Hochschule Hannover (MHH);
Hochfeste formschlüssige Verbindungen unter dynamischer Belastung - Einfluss von Profilkontur, Werkstoff und Fertigung
Prof. Dr.-Ing. F. Forbrig
Prof. Dr.-Ing. habil. M. Ziaei
Tuning and Implementation Variants of Discrete-Time ADRC
ADRC in Output and Error Form: Connection, Equivalence, Performance
SPremote Python package
Ananke Jupyter Distribution
CVCamShot
Nils2Go
Lernen Sie andere Kulturen kennen und lesen Sie über interkulturelle Erfahrungen.
Apple App Store: https://apps.apple.com/us/app/nils2go/id1624511200
Die ZWIK Messe-App
Mit der ZWIK-App können Sie Ihren Besuch auf der Karrieremesse so organisieren, dass Sie nicht vergessen, die Unternehmen zu besuchen, die für Sie am wichtigsten sind.
Literatur im Exil: Ukrainerinnen und Ukrainer in Europa
Bildverarbeitung - mehr als 2D-Informationen / Machine Vision - beyond 2D information
Sexueller Kindesmissbrauch in der DDR, Fokus Totale Institution
Pasta dataset
Eine Million Mal heller als die Sonne
Ein neuer leistungsstarker Weißlichtlaser soll die Qualitätskontrolle in der Halbleiterindustrie beschleunigen und in der Mikrobiologie für eine engmaschigere Kontrolle von Toxizitätstests sorgen. In einem Schritt ermöglicht dieser die beidseitige Charakterisierung von Oberflächen und lässt sich in Produktionsketten eingliedern.
Link zu Veröffentlichungen
EP3673249B1 Radiation source for generating electromagnetic radiation, and method for producing same
DE102019132829B4 Strahlungsquelle zur Erzeugung elektromagnetischer Strahlung sowie Verfahren zu ihrer Herstellung
Verfahren und Regeleinrichtung zur Regelung eines Resonanzwandlers mit PFC
Patent
Grid Impedance Estimation for Power Converter Controller
Patent
DE102019135606B3 Halbleiterbasierter Differenzdrucksensor und Verfahren zu seiner Herstellung
Arbeitsrecht. Studienbrief. Apollon Hochschule, Bremen 2021, 86 Seiten.
Menno Aden, Kulturgeschichte der großen deutschen Erfindungen und Entdeckungen. Ein Lesebuch über 800 Jahre Innovation aus deutschen Landen (Buchbesprechung)
Grid Impedance Estimation for Power Converter Controller
Patent
Grid Impedance Estimation for Power Converter Controller
Patent
Grid Impedance Estimation for Power Converter Controller
Patent
Local Gas Shielding Impact on Induction Brazing of Chromium-Containing Materials: An Experimental Study
Utilizing Regasification Enthalpy of Liquefied Gases for Effective Cooling and Freezing in Aquaculture Systems
Digitaler Pflegeunterricht – Erkenntnisse einer Lehrkräftebefragung
Optical pulse generation in nanosecond range with conventional high-power LED modules for metrology and calibration purposes
Spectrally resolved temporal coherence of spectrally narrowband filtered high-power supercontinuum light source versus an appropriately treated laser-driven plasma light source
Übertragung von realitätsnahen Betriebsbedingungen auf ein neues Prüfstandskonzept zum Test von Welle-Nabe-Verbindungen
Prof. Dr.-Ing. Bohumil Bruzek
Dipl.-Ing. Markus Peschel
Field-Controlled Bending of a Multipole Magnetoactive Elastomer for Vibration-Driven Locomotion
Towards Spin coated TADF based OLED structures and their organic magnetic field effects
Co-Autoren: D. Weber, A. Sharma, D. Schondelmaier, D.R.T. Zahn, and G. Salvan
Influence of encapsulation material on organic magnetoconductance effect in organic light emitting diodes (OLED)
Flexible Metal Powder Atomizing for Additive Manufacturing by an Innovative Arc Spray Process
Comparative characterization of dithering schemes for denoising and performance improvement in spectral imaging interferometry
Reconstruction of Scattered Images with Neural Networks
Cladding mode supercontinuum generation
Advanced in-situ plasma diagnostics during high-speed laser processing
VR in Pflegeeinrichtung - Eine randomisiert kontrollierte, multizentrische Pilotstudie zur Veränderung des Gemütszustandes von Senior:innen in Pflegeeinrichtungen durch die Sichtung von 360°Videos
Rehabilitation nach Schlaganfall: Funktionsweisen und Praxistauglichkeit von Brain-Computer-Interfaces in Kombination mit Functional Electrical Simulation
Intelligente Energieversorgung im Reallabor in Zwickau Marienthal – Informations- und Kommunikationsinfrastruktur zu Realisierung eines CO2 neutralen Quartiers
Evaluation of impedance spectroscopy for the characterization of dielectric thin films
Supermode supercontinuum generation in the cladding of a photonic crystal fiber
Komplikationen bei der osteosynthetischen Frakturversorgung
Beitrag zur Umsetzung der Digitalisierung in der Wärmeversorgung
Evaluation of electroencephalography analysis methods
Operative Therapie von geriatrischen Patienten mit proximaler Femurfraktur mittels Osteosynthese – Bestimmt das Implantat den Behandlungserfolg?
Analyse der vorzuhaltenden Ressourcen zur Bewältigung eines Massenanfalls von Verletzten in einem Krankenhaus
Bewertung der materiellen und personellen Vorhaltungen in einem Krankenhaus für die Bewältigung eines Massenanfalls von Verletzen
Komplikationen bei der osteosynthetischen Frakturversorgung
Prozessanalyse der zentralen Akten- und Befundorganisation im Bundeswehrkrankenhaus Ulm
Floor-integrateable optical fall detector for frail people
Floor-integrateable optical fall detector for frail people
Optische und akustische Analyse der Resonanzfrequenzen am Modell des Vokaltraktes
Spektral adaptive, faserbasierte Halbleiterlichtquelle für Highspeed Hyperspectral Imaging
Textile-based analytical Test Strip for Identification of the Mykotoxin Zearalenon (ZEA)
Investigations of a Pulsed AC Arc Spray Process
Basic Experiments on direct transfer of metals using Nano Imprint Lithography
Elimination of Off-Flavour Compounds and Disinfectants in Recirculating Aquaculture Systems (RAS) Applying Hybrid Ceramic Membrane Modules – Results of Laboratory Scale Tests
Prüfstände zu statischen und dynamischen Untersuchungen von Welle-Nabe-Verbindungen
Prof. Dr.-Ing. habil. Masoud Ziaei
Traumatisierte Kinder und Jugendliche nach Großschadenslagen – Sicherstellung der ambulanten psychotherapeutischen Versorgung
Analyse von Sturzereignissen in einem Schwerpunktkrankenhaus
Handlungsfelder in der ambulanten Versorgung von traumatisierten Kindern und Jugendlichen in Deutschland
Wirksamkeit der ambulanten Arbeitsplatzbezogenen Muskuloskeletalen Rehabilitation (ABMR)
Relevanz der Auswertung von Sturzereignissen in einem Schwerpunktkrankenhaus
Detection of structural changes based on Mie-scattering analyses of mouse fibroblast L929 cells before and after necrosis
Entwicklung eines neuartigen Messverfahrens für die prozessimmanente Kontrolle und Regelung des Laserabtragniveaus bei der Mikrostrukturierung dreidimensionaler und stark profilierter Werkstückoberflächen
Regelung des Laserabtragniveaus bei der Mikrostrukturierung dreidimensionaler und stark profilierter Werkstückoberflächen", AiF Innovationstag, Berlin, 07.06.2018
Fast cross-linking characterization of waveguide-polymers on wafers by imaging low-coherence interferometry
Einflussfaktoren der Krankenhauswahl nach Hüft- und Knie-Totalendoprothesen-Erstimplantation (Hüft-/Knie-TEP)
Pflegerische Versorgung von ausländischen Verwundeten in Bundeswehrkrankenhäusern
Gladbeck, 26.-28.10.2017
Thin film develompments using magnetron sputtering and atomic layer deposition
Spatial-resolved determination of cross-linking differences in polymers using imaging low-coherence interferometry
Laser-line scanning speckle reduction based on a one-dimensional beam homogenizer
Characterization of edge effects in precision low-coherence interferometry using broadband light sources
Multispectral line scanner for surface topology measurements on a wide range of surfaces
High-resolution material and surface topography characterization by a modified low-coherence interferometer
High-resolution interferometric surface topography characterization
Non-disruptive measurement system of cell viability in bioreactors
Entwicklung eines Stick-Slip-Prüfstandes und Abgleich mit SRV-Versuchen
Betriebliche Gesundheitsförderung in mittelständischen Unternehmen in Südwestsachsen
Zusammenhänge zwischen betrieblicher Gesundheitsförderung und Steigerung körperlicher Aktivität der Mitarbeiter in einem Logistikunternehmen
Zusammenhang zwischen subjektiv erlebten Rückenschmerzen und dem Funktionszustand des Rumpfes
57. Jahrestagung der Deutschen Gesellschaft für Arbeits-, Sozial- und Umweltmedizin, 15.-17. März 2017 (16.03.2017), Hamburg
Concept and First Experimental Studies for the Cultivation of Saline Microalgae in Inland Systems Using Geothermal Water Resources
Eingliederung statt Ausgliederung - Evaluation des betrieblichen Eingliederungsmanagements im Krankenhaus
Einflussfaktoren der Krankenhauswahl nach Hüft- und Knie-Totalendoprothesen-Erstimplantation
Altersstrukturanalyse des nichtärtzlichen Personals eines Bundeswehrkrankenhauses
Nanotechnologie in der Fügetechnik
Stress bei Altenpflege-, Gesundheits- und Krankenpflegeschülern
Methodology for Upgrading Existing Rural Highways that are prone to Accidents
Das Studium generale an der WHZ - Stand und Perspektiven
(Poster als Teil der bundesweiten Wanderausstellung)
Verlässliche Prüfung geometrischer Oberflächeneigenschaften
"Megatrends im Fokus der Produktionstechnik". 9. und 10. Mai 2017, Zwickau.
Determinanten der Patientenzufriedenheit und Rückkehrbereitschaft nach Hüft-Totalendoprothesen-Erstimplantation (Hüft-TEP)
Open4studies - Open for Integration: Propädeutisches Jahr an der WHZ
präsentiert auf dem DAAD-Regionaltreffen Berlin: Welcome – Studierende engagieren sich für Flüchtlinge: Austausch, Vernetzung, Best Practices, 12. Oktober 2016, Hochschule für Technik und Wirtschaft Berlin
Analysis of weld seam uniformity through temperature distribution by spatially resolved detector elements in the wavelength range of 0.3μm to 5μm for the detection of structural changing heating and cooling processes
Entwicklung von Membranfilterlaminaten für den Einsatz in getauchten Membransystemen zur Wasseraufbereitung
S. Rietz, S., Institut für Textil- und Ledertechnik der WHZ
Getauchtes Membransystem für die Anwendung als MBR zur biologischen Abwasserreinigung oder zur Wasseraufbereitung
Müller, H., Institut für Textil- und Ledertechnik der WHZ
Voigt, R., WTA-Vogtland GmbH
Güllandt, R., WTA-Vogtland GmbH
Microstructured Iron Hydroxide Containing Agglomerates for Water Cleaning Processes
Determinanten der Patientenzufriedenheit und Rückkehrbereitschaft nach Hüft-Totalendoprothesen- Erstimplantation
Prozessevaluation eines Programmes betrieblicher Gesundheitsförderung auf der Mitarbeiterebene
Evaluation gesundheitsförderlicher Maßnahmen in einem Logistikunternehmen
Sturzereignisanalyse in einem Krankenhaus der Maximalversorgung
Wahrnehmung der familiengerechten Studienbedingungen aus Sicht der Studierenden der Westsächsischen Hochschule Zwickau
Prozessoptimierung in der Langzeitpflege durch die Implementierung der stationären Tourenplanung im Bezug zur Be- und Entlastung von Pflegepersonal
Prozessevaluation eines Programmes betrieblicher Gesundheitsförderung auf der Managementebene.
Numerical homogenization of anisotropic viscoelastic composites
Development of panels with functional textile components for solar thermal collectors and sunlight control at the facade of buildings
Development of laminated filtration sheets for submerged membrane modules for waste water treatment
Sprache als Schlüssel - Die Rolle von Sprache und Sprachverwendung für eine verbesserte Demenzdiagnostik bei tauben Menschen
Sprache als Schlüssel - Die Rolle von Sprache und Sprachverwendung für eine verbesserte Demenzdiagnostik bei tauben Menschen
Analyse von Servicemitarbeitern zur Essenbestellung eines Krankenhauses
Group-velocity dispersion analysis of large mode-area doped fibers imple-mented in a laser cavity during operation
Experimental measurement of group velocity dispersion during operation in cladding-pumped large-mode-area Yb-doped fibers
Determination of biological activity from fluorescence lifetime measurements in Saccharomyces cerevisiae
High-resolution material and surface topography characterization by a modified low-coherence interferometer
Einfluss betrieblicher Gesundheitsförderung bei subjektiv empfundener Erschöpfung
Qualität-, Preis- und Nachfrageeinfluss auf dem Markt der stationären Altenpflege
Ist-Analyse zur Implementierung der Stationären Tourenplanung in der Praxis am Beispiel eines Senioren- und Pflegezentrums
Risikofaktorenanalyse für die Institutionalisierung von Patienten mit proximalen Femurfrakturen
Erfassung des Ernährungsmanagements in einem Gesundheitszentrum
Anforderungen an das pflegerische Entlassungsmanagement eines Krankenhauses der Regelversorgung aus Sicht nachsorgender Einrichtungen
Analyse von Optionen zur Neustrukturierung der Arbeitsorganisation pflegerischer Tätigkeiten am Beispiel eines Krankenhauses der Regelversorgung
Kundenbindung und Informationsvermittlung von Versandapotheken mit einem Onlineshop
Zusammenarbeit von Praxisanleitern und Auszubildenden in der Gesundheits- und Krankenpflege sowie Gesundheits- und Kinderkrankenpflege im Stationsalltag
Selbstberichteter Impfstatus sowie Einstellung zum Impfen von Auszubildenden in Gesundheitsfachberufen
Klewer, J.; Kugler, J.
Analyse zur gesundheitsförderlichen Verpflegungssituation in Kindertageseinrichtungen am Beispiel einer Einrichtung
Einfluss betrieblicher Gesundheitsförderung auf das Ernährungsverhalten von Mitarbeitern
Ochsmann, E.
Thermal imprint of fluorescent nanoparticles
Assembly of a Laser-Interference-Lithography with Lloyd-Mirror-Interferometer
Körperliche Belastungen, Beschwerden und Funktionsauffälligkeiten bei Zerspanungsmechanikern
Einfluss betrieblicher aktiver Gesundheitsförderung auf physische und psychische Beanspruchung im Verlauf
Effects of a multi-component worksite intervention: gender differences in the change of dietary habit
Assessment of spinal workloads among industrial mechanists
Assessment of musculoskeletal function of industrial mechanists
Combined Cooling, Heat and Power (CCHP) Concepts Applying Absorption Chilling Units for Optimization of Energy Efficiency in Recirculating Aquaculture Systems (RAS) and On Site Fish Processing Facilities
methodology for planning multi-functional transport corridors taking into consideration the special requirements of electromobility
Werkstoffmodelle zur numerischen Beschreibung des plastischen Materialverhaltens am Beispiel von innenhochdruckgefügten Pressverbindungen
Thermal imprint of fluorescent nanoparticles
Teilnahme an einem Programm zur betrieblichen Gesundheitsförderung
Jahrestagung der Deutschen Gesellschaft für Sozialmedizin und Prävention in Erlangen, 25.09.2014
Mehrkomponenten-Intervention im Rahmen eines betrieblichen Präventionsprogramms
geschlechtsspezifische Unterschiede bei der Veränderung der Ernährungsgewohnheit
Zufriedenheit mit einem Präventionsprogramm
zielgruppenspezifische Unterschiede
Application Potentials of Microbial Fuel Cells (MFC) in Indoor Aquaculture - “Energy Harvesting” in Recirculating Systems
Laboratory Scale Tests of Microbial Fuel Cells (MFC) for Application in Indoor Aquaculture Systems
Application Potentials of Microbial Fuel Cells (MFC) in Indoor Aquaculture
Module Design Aspects for Simultaneous Particle Filtration and Disinfection in Water Chillers
Laboratory Scale Tests of Microbial Fuel Cells (MFC) for Application in Indoor Aquaculture Systems
Time-frequency-domain dispersion measurement in rare earth doped large effective mode area multicore fibers
High power fiber amplifier with adjustable repetition rate for use in all-fiber supercontinuum light sources
Optical measurement system for preparation and af-ter-OP-check of a hip joint endoprothetic implantation, Photonics West 2014 Conference
In-line process control for laser welding of titanium by high dynamic range ratio pyrometry and plasma spectroscopy
Beweggründe für die Aufnahme eines Studiums sowie berufliche Vorstellungen von Studierenden in den Bachelorstudiengängen Pflegemanagement und Gesundheitsmanagement
Auswertung des Alterstraumaregisters des Zentrum für Alterstraumatologie und Rehabilitation im Heinrich-Braun-Klinikum Zwickau
Market failure in the German healthcare system
Vergleich der Angaben innerhalb der Studierendenbefragung in den Bachelorstudiengängen Pflege- und Gesundheitsmanagement und des Diplomstudiengangs Pflegemanagement
Steigerung der körperlichen Aktivität durch eine Multikomponenten-Intervention zur betrieblichen Gesundheitsförderung
Thermo-mechanical material characterization of phtotoresists with high aspect ratio
Thermo-mechanical material characterization of phtotoresists with high aspect ratio
Measurement method fot the analysis of temperature fields during the MQL process
Measurement method fot the analysis of temperature fields during the MQL process
Mechanical material properties of photoresists analyzed by micro load device coupled with digital image correlation
Mechanical material properties of photoresists analyzed by micro load device coupled with digital image correlation
Anerkennungs- und Übergangsmanagement für die Integration beruflicher, nicht formaler und akademischer Aus- und Weiterbildung im Prozess des Lebenslangen Lernens
Energieoptimierte Produktion
Application of Metallic Powder Materials for Pulsed Electromagnetic Field Shielding
Indoor Aquaculture - A Potential Field of Application for MFC?
Cell Design Modification and Pre-Tests for Pilot Scale Application of a MFC System for Process Water Treatment
Software-assisted live visualization system for subjacent blood vessels in endonasal endoscopic approaches
Grunert, R.; Hartmann, P.
Aufbau und Test einer neuartigen in situ Impact-Monitoring-Technik für polymere Bauteile am Beispiel einer Windkraftanlage (WindSens)
Aufbau und Test einer neuartigen in situ Impact-Monitoring-Technik für polymere Bauteile am Beispiel einer Windkraftanlage (WindSens)
Optisches Assistenzsystem für sehbehinderte Menschen
Optisches Assistenzsystem für sehbehinderte Menschen
Thermo-mechanical material properties of functional photoresists
Thermo-mechanical material properties of functional photoresists
Bestimmung thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis für MEMS
Bestimmung thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis für MEMS
Use of Pulsed Electromagnetic Fields for Materials Processing in Powder Metallurgy
Ungleiche Stichprobenbildung beeinträchtigt den Wettbewerb im Rahmen der Transparenzprüfungen
Indoor Aquaculture - A Potential Field of Application for MFC?
Compact Module for Simultaneous Particle Filtration and Disinfection of Aqueous Media in Chilling Units
Cell Design Modification and Pre-Tests for Pilot Scale Application of a MFC System for Process Water Treatment
Entwicklung gewichtsoptimierter Karosseriebauteile auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Ernährung älterer Menschen in einer stationären Pflegeeinrichtung
Entwicklung gewichtsoptimierter Karosseriebauteille auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Entwicklung gewichtsoptimierter Karosseriebauteille auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Entwicklung gewichtsoptimierter Karosseriebauteille auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Analyse von Sturzereignisprotokollen in einer vollstationären Altenpflegeeinrichtung
Selbstbestimmt, sicher und sozial integriert leben mit Demenz
Evaluation der Internetauftritte niedergelassener Fachärzte für orthopädie, Fachärzte für Unfallchirugie sowie Fachärzte für Orthopädie und Unfallchirugie in Sachsen
Analyse der Websites niedergelassener Fachärzte für Orthopädie, Fachärtze für Unfallchirugie sowie Fachärzte für Orthopädie und Unfallchirugie in Sachsen
Konzeption und Auswertung eines Alterstraumaregister
Vergleich zwischen subjektiver Beurteilung und objektiver Messung der Beleuchtungssituation in einer stationären Pflegeeinrichtung
Ungleiche Stichprobenbildung beeinträchtigt den Wettbewerb im Rahmen der Transparenzprüfungen
Nachuntersuchung von Patienten mit Arachnoiditis-Tarlov Zysten
Entwicklung und Evaluierung eines Fragebogens zur Beurteilung von pathologischem Altruismus (FBPA)
Analyse von Gutachten des MDK zum Zeitaufwand für Hilfen bei den gesetzlich definierten Verrichtungen der Grundpflege
Evaluierung und Zuverlässigkeitstest eines computergestützten Systems zur Detektion von pleuralen Verdickungen in 3D CT-Daten
Vollautomatische Detektion und Verlaufskontrolle der pleuralen Verdickungen
Entwicklung gewichtsoptimierter Karosseriebauteile auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Protective Layer on Indexable Inserts
Pflegenoten als potentieller Einflussfaktor auf Heimentgelte
A study to assess the level of knowledge about accessibility on the Internet for web designers
About the cooling of power components in automotive electric drive trains
(ausgezeichnet mit Best Presentation Award der Heat Transfer Society of Japan)
Aufbau einer Bearbeitungsstation zur Bestrahlung von Dentalkeramiken mit verschiedenen Er:YAG-Lasersystemen
Nanoparticulate stabilized polymer membranes for ultrafiltration
Nanoparticulate stabilized polymer membranes for ultrafiltration
Analyse der Optimierungspotentiale einer zentralen Operationsabteilung am Beispiel eines Klinikums der Regelversorgung
Analyse von Sturzereignissen in einem Akutkrankenhaus
Kreativität und Führungskunst
A study to assess the level of knowledge about accessibility on the Internet for web designers
Patientenzufriedenheit in der Neurologie: Einfluss von demografischen und krankenhausbezogenen Variablen sowie der subjektiv wahrgenommenen Behandlungsqualität
Differences between patient satisfaction and intention to return to the provider in gynecology, Prevention and wellness across the lifespan
Familienfreundlichkeit in Mitteldeutschland - Anwendung der Leitlinien zur Familienfreundlichkeit der Metropolregion Mitteldeutschland
Protective Layer on Indexable Inserts
Protective Layer on Indexable Inserts
Protective Layer on Indexable Inserts
ALD Process for Tungsten Films in Model-like Glass Capillaries
ALD Process for Tungsten Films in Model-like Glass Capillarie
ALD Process for Tungsten Films in Model-like Glass Capillarie
Konstruktionsintegrierte Optimierung mit intelligenten Bauteilfeatures im Dünnblechbereich
Entwerfen-Entwickeln-Erleben
Material Parameter Analysis of Photosensitive Polymers for functional MEMS by Micro Tensile Test
Entwicklung gewichtsoptimierter Karosseriebauteile auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Nanoparticulate stabilized polymer membranes for ultrafiltration
Nanoparticulate stabilized polymer membranes for ultrafiltration
Application Tests of Membrane Contactors for Oxygenation in Aquaculture
Patientenzufriedenheit und Bereitschaft sich erneut in der gleichen Einrichtung behandeln zu lassen: Messen beide Konstrukte das Gleiche?
Charakterisierung von Meerrettichfasern für die Nutzung in naturfaserverstärkten Kunststoffen
Analyse zur Zufriedenheit der Transplantationsbeauftragten der Deutschen Stiftung Organtransplantation-Region Ost
Die integrative Nutzung von Sportgeräten im Spannungsfeld des demografischen Wandels
Auswertungsergebnisse der Qualitätsberichte stationärer Pflegeeinrichtungen - Servicequalität statt Pflege?
Erwartungen älterer Patienten an einen Krankenhausaufenthalt
Measuring the group-velocity dispersion of multimode photonic crystal fibers in the VIS and NIR
Barrierefreiheit im Internet und webbasiertes Marketing ambulanter und stationärer Pflegeeinrichtungen – Untersuchung am Beispiel der Stadt Chemnitz
Outsourcing-Analyse für die Wäscherei einer Altenpflegeeinrichtung
Zivilgesellschaftliche Unterstützung der Ukraine: Was tun wir?
Ein Projekt zur psychosozialen Unterstützung von Ukrainerinnen in Leipzig
Investigation of Reconstruction Stability and Limitations for Combined Dithering-Compressed-Sensing Processing of Spectral Imaging Interferometric Data in White-Light Interferometric Surface Profiling
Influence of Current Modulation on Particle Sizes by Wire Arc Atomizing
Spectrally resolved temporal coherence of spectrally narrowband filtered high-power supercontinuum light source versus an appropriately treated laser-driven plasma light source
Optical pulse generation in nanosecond range with conventional high-power LED modules for metrology and calibration purposes
Pre-processing dermatological image data to significantly improve the performance of cyclic GAN models
AI-based analysis of extremely low-resolved spectrogram fingerprints for the calculation of surface profiles in low-coherence interferometry
Erfolgsfaktoren der Netzwerkarbeit
EMV für Neu- und Quereinsteiger
EMV-Anforderungen und Handlungsfelder bei Hochvoltsystemen in Elektrofahrzeugen
Analyse der Störstrompfade und EMV-Maßnahmen in elektrischen Traktionssystemen
EMV-Anforderungen im Kraftfahrzeug und Störfestigkeitsprüftechnik auf Fahrzeugebene
EMV in Elektro- und Hybridfahrzeugen
EMV-Qualifizierung von Hochvoltsystemen in Elektrofahrzeugen
EMV-Erprobung von integrierten Schaltkreisen für Kfz-Anwendungen
EMV – Störquellen, Kopplungswege und Störfestigkeitsprüftechnik
Folgeergebnisse einer interprofessionellen Umfrage zur digitalen Lehre in den „COVID-19-Semestern“ im Gesundheitswesen
Integration of the Resource of Electric Energy into Enterprise-Resource-Planning for the Compliance of EU Policies
Innovativer Lichtbogen-Hybridprozess zum Löten von verzinktem Feinblech
Influence of the shielding gas quality on microstructure and mechanical properties of induction brazed joints using Ni60CrPSi
Studienkonzept und Ergebnisse zur Interpretation von Vital-Parametern im Zusammenhang mit deren Wirkung auf die Arbeit
Otto-von-Guericke-Universität Magdeburg/ Fraunhofer-Institut für Fabrikbetrieb und Fabrikautomatisierung IFF, Magdeburg
02. – 04. März 2022
Lehrkonzepte und Erfahrungen zur gesundheitlichen Ungleichheit in Public Health (DGPH)
Reconstruction of Scattered Images with Neural Networks
Cladding mode supercontinuum generation
Advanced in-situ plasma diagnostics during high-speed laser processing
Comparative characterization of dithering schemes for denoising and performance improvement in spectral imaging interferometry
Self-Paced Learning in Virtual Worlds – Opportunities of an Immersive Learning Environment
Assignment of Actors to Activities at Process-Oriented Applications: A Research Agenda
Structural Investigations in Resistive Switching Architectures based on Prussian Blue Analogs
Software Development for Non-Software Developers
Involving end users in creating good software
Nachnutzung aufgezeichneter Online-Vorlesungen als internationalisierte Lehrvideos
Digitale Lernformen erfolgreich gestalten - am Beispiel einer SAP S/4HANA Fallstudie
SAP-integrierte Einführung in die Datenanalyse in der Hochschullehre
SAP-integrierte Einführung in die Datenanalyse in der Hochschullehre
Participatory Development of an Inter-Age Mobile Station – A Real-Lab Approach in a Residential Neighborhood in Zwickau
Evaluierung einer Analysemethode zur Detektion von Parkinson bedingtem Freezing of Gait
Ergebnisse einer interprofessionellen Umfrage zur digitalen Lehre im „COVID-19-Semester“ im Gesundheitswesen
Research Challenges for the Modelling of the Resource and Organizational View
Auswahl und Einsatz von Smart Devices in der Arbeitsanalytik
Auswahl und Einsatz von Smart Devices in der Arbeitsanalytik
Konformitätsbewertung nach der ISO 14253
Normgerechte Bestimmung und Interpretation der Messunsicherheit
Chemnitz, 09.-11.11.2021
Entwicklung eines Systems zur Planung und Fertigung patientenspezifischer Schädelimplantate unter Verwendung additiver Fertigungsverfahren und Techniken des maschinellen Lernens
Software-based practical course on visualization and processing of medical images
Study of Electrical Conduction Mechanism on Bipolar Resistive Switching Prussian White Thin Films using Electrical Impedance Spectroscopy
Non-disruptive Supercontinuum based scattering analyses of cartilage and collagen before and after apoptosis and necrosis
Supermode supercontinuum generation in the cladding of a photonic crystal fiber
Laser vibrometric characterization and model development of a human vocal tract for acoustic therapy of deaf patients
One-shot roughness measurements based on dispersion-encoded low coherence interferometry
Identifying Development-Metrics for Use in a Gamified Mobile Web Application to Support Software Development
Computergestützter Demonstrator als digitale Lernmethode für SAP S/4HANA
Umstellung einer integrierten betriebswirtschaftlichen Lehr-Fallstudie auf SAP S/4HANA
SAP Streaming Analytics zum Clustering von Sauerlappen in der Lebensmittelindustrie
Auswirkung verschiedener Erfassungsstrategien auf die Messergebnisse
Analysis of the causes and effects of cycling-pedestrian accidents in Polish cities 2007-2018
The solution of the inner and outer Dirichlet problems based on the discrete double-layer potential
Subjective assessment of nuisance during walking access to the public transport stops in the historic city centre of Krakow
Wie verlässlich sind unsere Messergebnisse?
Die zwei Welten von MSA und GUM
10.-11.11.2020, Chemnitz
Arbitrage international : Quelles perspectives ? (CDMA – Centre de Droit comparé Maroc–Allemagne)
Webinar
Stand, Herausforderungen und Impulse des Geschäftsprozessmanagements
Stand der anwendungsnahen Forschung und Technik für die organisatorische Perspektive von Geschäftsprozessen
"War die digitale Lehre erfolgreich und gesund?“ Perspektive der Dozent*innen im Studium der Public Health, Medizin und Pflege
Heimat-Bedürfnis und Modernisierungsverluste
Die psychologische Funktion von Heimatkonstruktionen
Evaluation of electroencephalography analysis methods
Nano-3D-Profilometrie auf Basis dispersionskodierter Kurzkohärenzinterferometrie
Multispectral imaging system for the structural analysis of highly transparent technical surfaces
Floor-integrateable optical fall detector for frail people
Event: SPIE Optical Metrology, 2019, Munich, Germany
Development of an experimental setup and a study for the comparison between optical properties and the subjective perception of a quality of a display surface
Event: SPIE Optical Metrology, 2019, Munich, Germany
Blockchain in decentralized local energy markets
Influence of Measurement Strategy on Measurements of Geometrical Properties
Numerical modelling of an induction heating problem
Textile-based analytical Test Strip for Identification of the Mykotoxin Zearalenon (ZEA)
Business Process Model Patterns: Classification and Repository
Business Process Model Anti-Pattens: A Bibliography and Taxonomy of Published Work
Effectuation - State Of The Art Literature Review And Developing Agent- Based Model Approaches
In-situ observation of crack propagation in brazed joints
Evaluation of a high-speed multispectral light source for stroboscopic differential imaging for endocardial examination of Daphnia magna
Thin-film characterization with a dual-channel, dispersion-encoded imaging low-coherence interferometry approach
Kilohertz dynamic Fourier filter for synthetic-aperture binary hologram reconstruction
In-process monitoring of laser ablation on thin steel membranes by multispectral shape from-shading
The Power of the Ideal Final Result for Identifying Process Optimization Potential
bpmpatterns.org - An Interactive Catalog of Business Process Modeling Patterns
Lichtbogendrahtspritzen mit gepulstem Gleichstrom
Nutzung von Bilddatenbanken zur Erstellung von Symbolen für graphische Modellierungssprachen
Investigations of a pulsed DC arc spray process
The Cologne Corpus of German Sign Language as L2 (C/CSL2): Current Development Stand
The LESCO Corpus. Data for the Description of Costa Rican Sign Language
Formation of the Estimation System of the Innovative Activity in the Regions of South Russia
Kurchenkov, Vladimir Viktorovich;
Ponomareva, Larissa Vladimirovna
Comparative Analysis of the Innovative Activity of Peripheral Region of Russia and Germany
(on the basis of the example of the Free State of Saxony (Germany) and the Volgograd oblast (region), Russia)
Ponomareva, Larissa Vladimirovna;
Shevandrin, Andrey Vasilievich
Strategisches Marketing und Nachhaltigkeit - Maßnahmen zur Erhöhung der Akzeptanz und Sichtbarkeit von E-Learning in Sachsen
Patlet Cards
Patterns for Discussing and Modelling Variability in Business Processes
Advanced Learning and Examination spaces in Saxony
Adaptive Aufgabenerstellung, -Lösungsunter- stützung und Feedback (AdaALF) im E-Learning/ E-Assessmentsystem OPAL/ONYX
Prof. Dr. Markus Seidel, WHZ
Blockchain in dezentralisierten Energiemärkten
A new procedure for determining the spreading and flow behavior of brazing fillers using flux
Data-driven Decision Support for Manufacturing SMEs – A Procedural Model
Salutogenese mittels Tracking durch „elektronischen Balanced Scorecards
Anforderungen an die Verkehrsinfrastruktur bei hochautomatisierten Fahren
Neuartige Methodik für den bestandsnahen Ausbau von Landstraßen
Multifunctional Infrastructure Corridors for Operating Electric Vehicles with Different Degrees of Automation
All-Round Methodology for Upgrading Highways Prone to Accidents Using Virtual Driving
A new Approach for digital controlled Power Supplies regarding pulsed Plasma Nitriding Systems
Fast cross-linking characterization of waveguide-polymers on wafers by imaging low-coherence interferometry
Dispersion-controlled low-coherent interferometry for thin-film characterization
Holographic characterization and laser structuring of a microphone membrane
Detection of structural changes based on Mie-scattering analyses of mouse fibroblast L929 cells before and after necrosis
Semantic Integration of System Specifications to Support Different System Engineering Disciplines
Inverted-Classroom-Modelle erfolgreich planen und realisieren
Measuring the Quality of System Specifications in Use Case Driven Approaches
Qualitätsbezogenes Target Costing als integriertes Steuerungsinstrument im Entwicklungsprozess von Exoskeletten
Effectiveness Oriented Management Accounting
A German Perspective called Controlling
Central Functions of Corporate Controlling Systems
Risk Management
Theoretical Basis, Comparison and Impact in a Globalized Economy
Stand, Herausforderungen und Impulse des Geschäftsprozessmanagements
Dr. Dorothea Dillner (1897-1970)
Stadtärztin in schwierigen Zeiten
Panel: Climate Change Adaptation and Disaster Risk Management: What do we miss?
UN-Klimakonferenz, Bonn, 07.11.2017
Using Patterns for Communicating About Flexible Processes
Regression Testing for Visual Models
Regression Testing for Properties of Evolving i* Models
Flipped Classroom Educational Methods in International Distant Learning Projects
Flipped Classroom for Distant Learning and International Education
Educational needs for Modern Times – The need for life-long learning and further education
„LiOptiForm“ -Leistungselektronische Optimierung des Formierens von Lithium-Ionen-Zellen
“Energiewende im Niederspannungsnetz – Modellregion Zwickau“
„Erfahrungsbericht - Synergieeffekte zwischen E-Mobilität, erneuerbaren Energien und Energiespeichersystemen in lokalen Netzen“
„Experiences from an e-mobility project in a local power grid with redox-flow energy storage system”
„Experiences from an e-mobility project in a local power grid with redox-flow energy storage system”
Spatial-resolved determination of cross-linking differences in polymers using imaging low-coherence interferometry
Laser-line scanning speckle reduction based on a one-dimensional beam homogenizer
High quality digital holographic reconstruction on analog film
Fiber based flexure sensor utilizing the sensitivity of evanescent coupling
Experimental measurement and numerical analysis of group velocity dispersion in cladding modes of an endlessly single-mode photonic crystal fiber
Characterization of edge effects in precision low-coherence interferometry using broadband light sources
Comparative investigation of methods to determine the group velocity dispersion of an endlessly single-mode photonic crystal fiber
All‐fiber supercontinuum source with flat, high power spectral density in the range between 1.1 μm to 1.4 μm based on an Yb3+ doped nonlinear photonic crystal fiber
Evaluation of the thermal stability of a low-coherence interferometer for precision surface profilometry
Variability Patterns for Analyzing Flexible Processes
Methods of discrete potential theory for an induction heating problem
Demographic Energy-balanced Framework for Sustainable Urban Environments
Temperatur-Einzelraumregelung im Mietwohnungsbau
Demonstration of an energy-efficient and socially fair neighborhood development based on electricalthermal interconnection systems
Optimierung von Arbeitsschutz und Mitarbeitermobilität
Digital geregeltes Hybrides Energie Speicher System
Dipl.-Ing. (FH) Ringo Lehmann (Fakultät Elektrotechnik an der Westsächsischen Hochschule Zwickau)
Energetische Betrachtung elektromobiler Antriebe im Elektrostraßenfahrzeug mit regenerativer Infrastruktur
Alternatives Abstandserfassungssystem mit Wirbelstromsensor für Magnetlager- und Turbinenanwendungen
Hybrides Energiespeichersystem für batteriebetriebene Elektrowerkzeuge mit Supercaps
An innovative digitally controlled Power Supply for pulsed Plasma Nitriding Systems
methodology for the numerical calculation of racing lines and the virtual assessment of driving behavior for training circuits for the automobile industry
methodology for planning multi-functional transport corridors taking into consideration the special requirements of electromobility
all-round methodology for upgrading existing rural roads that are prone to accidents using virtual driving simulation
Road Data as Prior Knowledge for Highly Automated Driving
Technologies & ESP: Improving Student Engagement
Verifying the readiness of employee to accept Lean Six Sigma as a change philosophy in a pharmaceutical small and medium enterprise in Germany: Case study
Das DIADEM-Modell – Ein Netzwerk didaktischer Bausteine auf Basis digitaler Medien
On the Flipped Side of Programming
A Requirements Meta-Model to Integrate Information for the Definition of System Services
SOSE 2017
Elementary discrete holomorphic functions
Adding Visual Annotations to Model Elements in Eclipse-Based Diagram Editors
A Comparative Analysis of Business Process Model Similarity Measures
The Business Process Simulation Standard (BPSim): Chances and Limits
Indicators for Open Issues in Business Process Models
Qualität von Geschäftsprozessmodellen aus dem Blickwinkel der Anforderungsanalyse
Kognitive Belastung als lokales Komplexitätsmaß in Geschäftsprozessmodellen
Ist die DIN6885 noch zeitgemäß? - Aspekte zur Normung von Passfederverbindungen
Geflippt! Vier Erprobte Szenarien zur Anwendung der Flipped Classroom Methode in der Hochschullehre.
Challenges and Future Trends in Fiber Lasers
Aufbau eines faserbasierten Femtosekundenlasers für die akademische Ausbildung
Two-dimensional low-coherence interferometry for the characterization of nanometer-wafer-topographies
Patientenspezifisch einstellbares modulares Hüftimplantatsystem
Experimental study of supercontinuum generation in an amplifier based on an Yb3+ doped nonlinear photonic crystal fiber
Measurement of surface topographies in the nm-range for power chip technologies by a modified low-coherence interferometer
Analysis of weld seam uniformity through temperature distribution by spatially resolved detector elements in the wavelength range of 0.3μm to 5μm for the detection of structural changing heating and cooling processes
Analysis of design for Hartmann-Shack measurements under usage of Fourier-iteration and Zernike approximation wavefront reconstruction methods
Die Weiterentwicklung von E-Assessments für digitalisierte Hochschulen: Grundlegung und Verbreitung von E-Assessment-Literacy.
N.; Potts, D.; Riedel, J.; Seidel, M.; Thor, A.; Weigel, J., Wollersheim, H.-W.
Software Development for and use of Civil Drones for Geographic Information Systems (GIS) in Agriculture
Geflippt! Vier Erprobte Szenarien zur Anwendung der Flipped Classroom Methode in der Hochschullehre
E-health-Infrastrukturen in der Pflege - Erkennung von Activity of Daily Living durch technische Gebäudeausrüstung
Event-Driven and District-Related Home Care - Networked Technical Building Equipment (TBE) as a basis for Ambient Assisted Living
Smarte Quartiere 2050 - flexibel, resilient und intelligent
Micro-structured iron(III)-hydroxide agglomerates with high porosity as adsorbents
Micro-structured iron(III) hydroxide agglomerates with high porosity as adsorbents
Fatigue behavior of brazed aluminum / stainless steel mixed joints
Innovative joining technologies for mixed joints of stainless steel and aluminum or aluminum based composites
Joining of steels at low temperatures by Ni nanoparticles
Influence of thermomechanical treatment on the liquid metal embrittlement of copper-brazed plate heat exchangers
Influence of the microstructure on the properties of Fe-based brazed joints
Arc brazing of aluminum matrix composites using AlAgCu filler
EMV von Hochvoltsysteme in Elektrofahrzeugen
Müller, N.;
Trebeck, M.
EMV – Störquellen, Kopplungswege und Störfestigkeits- prüftechnik
EMV im Kraftfahrzeug – Anforderungen sowie Nachweis der Störfestigkeit und Störaussendung von Fahrzeugen
EMV-Mess- und Prüftechnik auf Schaltkreisebene
EMV-Entwicklungsprozess, Mess- und Prüftechnik sowie EMV von Elektro- und Hybridfahrzeugen
Nutzen und Herausforderung eines Programms zur betrieblichen Gesundheitsförderung für Betroffene mit erhöhtem Burn-Out-Risiko.
Documentation During System Development: Maturity Levels for Decision-Making
11th China–Europe International Symposium on Software Engineering Education (CEISEE 2015)
Hybrides Energiespeichersystem aus Batterie und Doppelschichtkondensatoren (EDLC)
Dipl.-Ing. (FH) Ringo Lehmann (Fakultät Elektrotechnik an der Westsächsischen Hochschule Zwickau)
Learning through Shared Note-taking Visualisations in the Classroom
Der deutsche Arbeitsmarkt zwischen Fachkräftemangel und Immigration: Ord-nungspolitische Perspektiven in der Flüchtlingskrise
Methodik zur optimierten Routennavigation für Elektrofahrzeuge in Abhängigkeit von der Gesamtenergiebilanz
Nutzung einheitlicher digitaler Straßendaten als Vorwissen für das hochautomatisierte Fahren
Development of panels with functional textile components for solar thermal collectors and sunlight control at the facade of buildings
The thermal absorption of textiles was investigated and compared with the absorption characteristics of Tinox® sheets as a well applied material with highest absorption value for technical applications.
A second emphasis of research was the implementation of light control functions by textile.
Development of laminated filtration sheets for submerged membrane modules for waste water treatment
METROLOGY BETWEEN MEASUREMENT UNCERTAINTY AND SOCIAL RESPONSIBILITY
International Conference on Production Research – Africa, Europe and the Middle East & 4th International Conference on Quality and Innovation in Engineering and Management. Cluj-Napoca, Rumänien, 26.-30.07.2016.
Electronic Proceedings.
Propozycja Methodyki Oceny Jakościowej Parkingów Kubaturowych (Quality Check of Parking Structure Layouts – an Approach to a Procedure)
Der Software-Architekt und sein Unwissen
Überblick und Weiterentwicklung von Methoden zur Beherrschbarkeit von Variabilität in Geschäftsprozessmodellen
The bflow* Hive - Adding Functionality to Eclipse-based Modelling Tools
Flexible Evaluation of Textual Labels in Conceptual Models
Gas Metal arc Pulse Welding with Alternating Current for Lightweight Materials
Relevante Einflüsse der Holzqualität der Böden von Gitarren und Celli auf die akustischen Eigenschaften der Instrumente
Industrie 4.0 - Anforderungen an die Betriebs- und Arbeitsorganisation
Brauchen wir noch REFA-Methoden der Zeit- und Datenermittlung in einer Welt variabler und kundenwunschorientierter Leistungsprozesse
Experimental measurement of group velocity dispersion during operation in cladding-pumped large-mode-area Yb-doped fibers
Determination of biological activity from fluorescence lifetime measurements in Saccharomyces cerevisiae
Cross-linking characterization of polymers based on their optical dispersion utilizing a white-light interferometer
Characterization of a dispersion-controlled approach to surface profilometry on wafers using a white-light interferometer
Robust fiber optic flexure sensor exploiting mode coupling in few-mode fiber
Fast alternative method for measuring the wavefront of lithography exposure systems
Wenn DaF auf MINT trifft - Integriertes Fach- und Sprachlernen am Beispiel "Technisches Deutsch" an der Westsächsischen Hochschule Zwickau
Die Selbstvermessung der Arbeitswelt
Bestandsaufnahme: Sind der Einsatz von Smartphone, Tracker und Wearables für die Arbeitswissenschaft Fluch oder Segen
EMV von Hochvoltsystemen in Elektrofahrzeuen
EMV-Beurteilung von integrierten schaltkreisen für Kfz.-Elektroniksysteme
A Complex Matrix of Characteristics of Socio-Economic Policy of a Region
i-Science
Formation, Intentions, Development, and Impact of the Basel-Accords in their Historical Context
Smartphone und Wearables zur Verbesserung von Ergonomie und Gesundheitsschutz
Joining of Copper at Low Temperatures Using Ag Nanoparticles: Influence of Process Parameters on Mechanical Strength
High-Temperature Resistant Co-Based Brazing Fillers
Arc Brazing of Aluminum Matrix Composites and Stainless Steel
Werkstoffverbunde aus Aluminiummatrix-Verbundwerkstoffen und rost- und säurebeständiger Stählen
In-situ measurements of spectral emissivities for verification of MoSi2-protective layers on metal surfaces at high temperatures
Löten von Wärmeübertragern aus Al, Cu und Edelstahl
Stand und Entwicklung der Forschung im Institut für Produktionstechnik der Westsächsischen Hochschule Zwickau
Messung von Arbeitsumweltfaktoren für Jedermann mittels Smartphone.
Real Operation of Energy Storage Systems in Low-Voltage Grids
An Open Framework for Algorithm Based Multi Criteria Optimization of Power Electronic Systems
Lutz, Zacharias, UAS Zwickau, Germany, lutz.zacharias@fh-zwickau.de
Mirko, Bodach, UAS Zwickau, Germany, mirko.bodach@fh-zwickau.de
Sven, Slawinski, UAS Zwickau, Germany, sven.slawinski@fh-zwickau.de
Thomas, Barucki, Adapted Solutions GmbH, Germany, barucki@adapted-solutions.com
The relationship between linear elasticity theory and complex function theory studied on the basis of finite differences
REFA-Methodenlehre - Baustein moderner Arbeitsgestaltung
AC-MIG-Puls-Schweißen für Aluminiumlegierungen
Einsatz von Ontologien im Anwendungsgebiet Ambient Assisted Living unter Verwendung der universAAL-Plattform
im Gesundheitswesen
Werkstoffmodelle zur numerischen Beschreibung des plastischen Materialverhaltens am Beispiel von innenhochdruckgefügten Pressverbindungen
Deckenmontage und akustische Eigenschaften von Geigen
Eigenschaften von E-Gitarren – Mythen, Methoden, Merkmale
Human Activity Recognition with Bayesian Networks
Die Entwicklung und der Status der Basel-Abkommen und ihr Einfluss auf Unternehmen
Use of Webinars as Methods of Distant Teaching
Concept and Evaluation
Veränderungen der akademischen Ausbildung und Didaktik durch neue Technologien und Prozesse, betrachtet am Beispiel der massive open online courses
Nutzungsbereitschaft von AAL-Assistenzfunktionen und Verhaltens-Profiling im Projekt A²LICE
Akzeptanzforschung zu Anwendungsbereichen von Ambient Assisted Living und sensorbasierte Aktivitätserkennung im Projekt A²LICE
Assessing Language Skills in the English for Engineering Students’ Classroom
Intelligente Gebäudeenergiesysteme aus der Sicht der Nutzerperspektive
Französische und italienische SMS zwischen Norm und Innovation
History, Development and Perspectives of the 3 Basel-Accords
Browsing through Economic History from the 1970s to the 2010s
Mechanische Charakterisierung der Lötverbindungen von Leistungsmodulen als Basis für die Lebensdauerabschätzung mittels FEM
Joining of copper by Ag nanopaste: microstructure and strength behavior
International Career Services on the Example of the German Chinese University of Applied Sciences (CDHAW)
Optical measurement system for preparation and after-OP-check of a hip joint endoprothetic implantation
High power fiber amplifier with adjustable repetition rate for use in all-fiber supercontinuum light sources SPIE Photonics West
Time-frequency-domain dispersion measurement in rare earth doped large effective mode area multicore fibers SPIE Photonics West
Eine ereignisbasierte Middleware zur Aktivitätserkennung in lose gekoppelten Software-Komponenten im Projekt A²LICE
A pragmatic approach to detect activities using bayesian networks
Acceptance of selected applications of ambient assisted living in the project A²LICE
Verwendung von medizinischen Klassifikationen und Terminologien in Software-Applikationen im Kontext von Ambient Assisted Living
Event based communication Architecture Model for living quarters
AAL und Big Data im Forschungsprojekt A²LICE
AAL Datenverarbeitung vor dem Hintergrund eines (langfristigen) Gesundheitsmonitorings
Steuerung der Patientenbehandlung zwischen häuslichem Bereich und Leistungserbringern über Workflowsysteme und Behandlungspfade
Acceptance of selected applications of ambient assisted living in the Project A²LICE
The new combination of solar cells and supercaps
Simulation of Lead-Acid and LiFePO4 energy storage systems for the evaluation of future electrical power supply structures in ATP-EMTP
Entwicklung eines elektrischen Energiespeichersystems für den Smart-Grid gestützten Einsatz im Niederspannungsnetz
Control Design of Series Connected MOSFETs for High Voltage Applications
Control Design of Series Connected MOSFETs for High Voltage Applications
Analysis of Material Parameters of HARMNST Polymers
Analysis of Material Parameters of HARMNST Polymers
Entwicklung einer Spruühbeschichtungsanlage für Negativ-Photoresiste
Analytical model for loadinduced frequency shifts of polymer cantilevers for artificial nose applications
Stand-alone IR-dryer for photoresist processing
Zusammenhang zwischen Medimouse®-Messwerten und Muskel-Skelett-Beschwerden
Zufriedenheit mit einem Präventionsprogramm
zielgruppenspezifische Unterschiede
Blechdickenreduktion an einem PKW-Mittelschalldämpfer mit Hilfe innovativer Optimierungsmethoden
Hybridisierung und Trends im Fahrzeugbau
Untersuchung der innermotorischen Strömungsvorgänge bei einer vollvariablen Ventilsteuerung mit Hilfe der numerischen Strömungsmechanik
Praktikumsversuche mit einem Demonstrator für indirekte Geräuschentstehung
Thermo-mechanical material characterization of phtotoresists with high aspect ratio
Measurement method fot the analysis of temperature fields during the MQL process
Various Dimensions for Multiplying Study Offers by Stakeholders in Educational Networks
Processes and methods for the integration of knowledge transfer in project work
Messung der Schraubenvorspannkräfte in Mehrschraubenverbindungen von PKW’s im Betrieb
Erweiterung des Konzepts zum Nachweis der Betriebsbeanspruchung nach VDI 2230 Blatt 1
KNX-Based Sensor Monitoring for User Activity Detection in AAL-environments
Accelerating the Convergence of Parameter Search Techniques during Simulation based Optimization by Dimension Reduction Methods
Traffic density as a factor in energy consumption of electric vehicles
Evaluations on Scheduling in Semiconductor Manufacturing by backward Simulation
Real-time data access through Semantic Technolo-gies and Augmented Reality in Facility Management Processes
Designing Transitions to University Education for Vo-cational Qualified Individual
Facility Management in the Context of Self-Organisation
10 Jahre CDHAW – Wirtschaftsingenieurwesen
Evidence-Based Learning
Organization of ePortfolio in Academic Education and further Education at the West Saxony University of Zwickau
FM Knowledge Modelling and Management by Means of Context Awareness and Augmented Reality
Context Awareness and Augmented Reality in Facility Management
Simulation-based planning of Maintenance Acivities by a Shifting Priority Method
A technical concept for plan Engineering by Simulation-based and logistics-integrated Project Management
Modular System Development for Flexible Adoption of Ubiquitous Challenges in Energy Management and Control
Besonderheiten der Einführung von Informationstechnologien in Wirtschaftsclustern am Beispiel von ERP-Software unter besonderer Berücksichtigung von kleinen und mittelständischen Unternehmen
Implications and Effects of the Basel-III-Accord for the financing of companies Corporate
Der Umgang mit der Schraubenverbindung in der Gestaltungsphase
Anwendung der neu gefassten Richtlinie VDI 2230
Zur Ermittlung der Montagevorspannkraft auf der Basis von Längenmessungen und der anteiligen Schraubennachgiebigkeit
Berechnung der Lastverteilung bei Schraubenverbindungen unter Querlängsbelastung
Anodisch oxidiertes Aluminium als Formwerkzeug für nanostrukturierte Antireflexionsschichten
Elektroimpulsverdichten von Titanpulvern für neuartige Implantate
Integration von AAL- und Smart Home-Komponenten in Forschung und Praxis
Untersuchungen eines elektrischen Energiespeichersystems im Niederspannungsnetz
Koenzen, Hilden; L. Zacharias, Westsächsische Hochschule Zwickau; M. Bodach, VDE-Arbeitskreis
„Elektrische Energiespeicherforschung Westsachsen“
Control Design of Series Connected MOSFETs for High Voltage Applications
Genau, effizient und vergleichbar messen – und was standardisierte Ausbildung dazu beitragen kann
Länder-, geräte- und herstellerübergreifende Vergleichbarkeit von Messergebnissen als Ausbildungsziel
The Importance of 'Neighbourhood' in Personalising Location-Based Services
Towards the Effective Use of Multiple Displays in Teaching and Learning Environments
A Framework for Integrating Concept Maps into Higher-order Learning Units in IT Education
Wie fachspezifisch kann/ sollte ein Fremdsprachenkurs sein? Ein Erfahrungsbericht aus der fachbezogenen Englischausbildung für den Bereich Physikalische Technik an der WHZ
Neuartige Anforderungen an die verkehrliche Infrastruktur aus der Sicht der Elektromobilität
Zu Übereinstimmung von Musikerurteilen und dem Einfluss der Objektreihenfolge bei Instrumententests (Spieltest)
Untersuchungen zur Störkopplung und Schirmdämpfung von Elektro- und Hybridfahrzeugen
Bewertung der Störaussendung von Hochvolthalbleitern für Elektrofahrzeuge
Auswirkung der Unsymmetrie von Kabeln und passiven Bauteilen auf die EMV der Busschnittstellen am Beispiel von Ethernet für Kfz-Anwendungen
EMV-Störquellen (Definition, Problemstellungen, Beispiele)
Leitungs- und feldgebundene Kopplungswege
Prüftechnik und Anforderungen zur Störfestigkeit
EMV im Kraftfahrzeug (Anforderungen und Normen)
Nachweis der Störfestigkeit und Störaussendung auf Fahrzeugebene
EMV-Untersuchungen zur Störkopplung und Schirmdämpfung von Elektro- und Hybridfahrzeugen
EMV in der Kraftfahrzeugentwicklung
Energiebilanzierung des Unterpulverschweißens
Reproduzierbare Tiefengravur und Oberflächenmodifizierung mittels Faserlaser
Software-assisted live visualization system for subjacent blood vessels in endonasal endoscopic approaches
A new small-package super continuum light source for optical coherence tomography
Aufbau und Test einer neuartigen in-situ Impact-Monitoring-Technik für polymere Bauteile am Beispiel einer Windkraftanlage (WindSens)
Bestimmung thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis für MEMS
Bestimmung thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis für MEMS
Mechanical characterisziation of photosensitive polymers
Mechanical characterisziation of photosensitive polymers
Thermo-mechanical material characterization of photosensitive polymers
Thermo-mechanical material properties of functional photoresists
Application of computational fluid dynamics on cavitation in journal bearings
Hydrogen as an Additive for Biogas-Powered Combined Heat and Power Plants
and Institutions dealing with the Research of Internal Combustion Engines (KOKA 2013), 2013
Simulation of the Acoustical Behavior of Thin Structures with Transient Excitation
Applying endoreversible Thermodynamics: The Opti- Vent Method for SI-Engines
Investigation of the transient Flow in a journal bearing model
Untersuchung der instationären Gleitlagerströmung
Besonderheiten der Werkstoffauswahl für verschleißbeanspruchte Bauteile - Teil 4
Validation of System Architectures Against Requirements
Mittler zwischen Fach, Fremdsprache und Bedarfsgruppe - was einen guten Fachsprachenlehrer auszeichnen sollte
S. 119-132
Segmentierung von 3D-Messpunktewolken.
VDI Tagung Metrologie in der Mikro- und Nanotechnik, Nürtingen 2013
Generierung von Testdaten für Algo¬rithmen zur Auswertung von Geometrieelementen bei Koordinatenmessungen.
Spliedt, Torben, Herr Dipl.-jur. - PTB Braunschweig
Hutzschenreuter, Daniel, Herr Dipl.-math. - WHZ
Modern Blended Learning through Information Technologies Progress - Distant learning as a solution for avocational study programmes
Design of a prototype neural network for smart homes and energy efficiency
Concept for a service-oriented architecture in building automation systems
Analysis of Entrepreneurial Start Ups - A Perspective from an Investment Viewpoint
Corrosion behaviour of ultrasound-assisted resistance soldered magnesium joints
New Co-based brazing fillers for high-temperature applications
Digitale Magnetlagerregelung - Aufbau des digitalen Reglers mit PID Regler, Regelung nach dem Prinzip der Lokalisation
Conveying Interactivity at an Interactive Public Information Display
Scrutable User Models and Personalised Item Recommendation in Mobile Lifestyle Applications
Individualisation and diversification of higher education systems for mastering the challenges of the critical issues of the globalization
The Global Economic Crisis and its consquences on the national educational systems
Elektroimpulsverdichten von Titanpulvern für neuartige Implantate
Elektroimpulsverdichten von Titanpulvern für neuartige Implantate
Bearbeitung von Metallpulver durch elektromagnetische Impulsbearbeitung
Bewertung der Störaussendung von Hochvolthalbleitern für Elektrofahrzeuge
Herausforderungen der EMV von Hochvoltkomponenten in Elektro- und Hybridfahrzeugen
EMV der Automobilelektronik
Hochschule als Partner in Forschung und Studium
Schirmung von Hochvoltleitungen zur Erfüllung der EMV-Anforderungen in Elektrofahrzeugen
EMV-Beurteilung von integrierten Schaltkreisen für Kraftfahrzeugelektroniksysteme
Ethernet für Kfz- Anwendungen
Randbedingungen und EMV- optimierte Lösungen
Three-Dimensional Highway Design Methodologies Based on Piecewise Polynomials and Integral Bézier Splines
Comprehensive 3D-Methodology for the Design, Assessment and Checking Process of Rural Roads
Aufbau und Test einer neuartigen in-situ Impact-Monitoring-Technik für polymere Bauteile am Beispiel einer Windkraftanlage (WindSens)
Transformation von HL7v3-Modellen zu XÖV-Modellen
Applying endoreversible Thermodynamics: The Opti- Vent Method for SI-Engines
Mechanical materials characterisation of photoresists for HARMNST applications
Mechanical materials characterisation of photoresists for HARMNST applications
Thermo-mechanical material characterization of photosensitive polymers
Thermo-mechanical material properties of functional photoresists
On the need for dedicated merge tooling to support collaborative modeling
MSG-Dickdrahtschweißen von unlegierten Stählen
Measuring and Visualising the Quality of Models
Zur Verständlichkeit graphischer Symbole in Geschäftsprozessmodellierungssprachen
Ein Ereignis-Klassifikationsmodell für AAL-Daten aus der Gebäudeautomation
Automatisierte Konfiguration von AALServices in Wohnquartieren durch ein Telemedizinzentrum
Transformation von HL7v3-Modellen zu XÖV-Modellen
Auswirkungen von MOOCs auf Lehre und Bildung (-prozesse)
Entlastung der Umwelt durch Einsatz neuer Technologien in der Erzeugung und Verteilung von elektrischer Energie - Potenziale für Kasachstan
Innovative Process-Integrated Measurements of Products and Parts - Patented Grid Application of Stereo Photography and Photogrammetry
Correlation between individual knowledge and organizational learning process
Development of knowledge transfer by networks of competence
Besonderheiten der Werkstoffauswahl für verschleißbeanspruchte Bauteile -Teil 3
Evaluating Social Tagging for Business Process Models
About the cooling of power components in automotive electric drive trains
Einsatz von faserverstärkten Kunststoffen bei modernen Welle-Nabe-Verbindungen
Ansatz eines Produktionsprozesses multilingualer Lehr- und Lernmaterialien unterschiedlicher Darstellungsformen
Ein Referenzmodell telemedizinischer Projekte im AAL-Umfeld
Experimentelle Untersuchungen zum thermomechanischen Verhalten von photosensitive Polymeren
Möglichkeiten und Grenzen der Integration/Inklusion von behinderten Kindern in den Schulsport
EMV im Kraftfahrzeug (Anforderungen und Normen)
Comparative Study of n-LIGBT and n-LDMOS structures on 4H-SiC
Cloud Based Design of Sophisticated Digital Control for Boost PFC Converters
Power Electronics South America 2012, PCIM, 11. - 13.09.2012, Sao Paulo/Brazil
Cloud Based Design of Sophisticated Digital Control for Boost PFC Converters
n-situ Impact Monitoring of Polymer-based Multi Material Systems by Stress Optical Analysis
Interlaminar photoelastic health monitoring of adhesive joints and composite structures for extended endurance strength (InterPHACE)
Rechnerische Behandlung von Mehrschraubenverbindungen - Blatt 2 der Richtlinie VDI 2230
Akustische Untersuchungen an einem Mini-Bike mit Elektroantrie
Influence of biocellulose derived fuel blends on injection properties
World Automotive Congress Bejing/China, Paper F 2012-A02-015
Material parameter analysis of photosensitive polymers by uniaxial tensile test
Experimental analysis of thermo-mechanical material properties of photosensitive polymers
Experimentelle Untersuchungen zum thermomechanischen Verhalten von photosensitive Polymeren
Interlaminar photoelastic health monitoring of adhesive joints and composite structures for extended endurance strength (InterPHACE)
Informations- und Kommunikationskonzept zur Realisierung Ubiquitärer Kraftwerke
Eurasian Business and Knowledge Transfer for Optimizing Transnational Warehouse Systems
Protective Layer on Indexable Inserts
Investigation of Magnetic Pulse Deformation of Powder Parts
Schools, dialects and school dialects: new perspectives on regional variation in German Sign Language
Multilayer structure of knowledge nodes
Adaptive Performance Measurement System (APMS) for Distribution Centre Benchmarkin
Knowledge-based Estimation of the Energy Expenditure of Technological Process Chains
ALD Process for Tungsten Films in Model-like Glass Capillarie
Das Automobil der Zukunft
Thesen und Synthese
Investigations on life estimation of ultracapacitors using time domain methods
Investigations on life estimation of ultracapacitors using time domain methods
Material parameter analysis of photosensitive polymers by uniaxial tensile test
Sustainability in Economics: The Corporate Charter for Sustainable Development
ESF-Forschungsprojekt Ambient Assisted Living zur Schließung der konzeptionellen Lücke in der medizinischen Versorgungskette zwischen stationärer Pflege und (kommunaler) Wohnungswirtschaft
Neural Networks für Smart Homes and energy efficiency
Akzeptanzforschung zu ausgewählten Assistenzfunktionen im Kontext von Ambient Assisted Living
Ansätze zur Adaption wandlungsfähiger Fabriken im Kontext des "Evolutionären Wohnens"
Development and production of low-melting Al-base solders for joining high-strength Al alloys
Corrosion behaviour of soldered Mg joint during salt spray testing
Three-Dimensional Methodology for Design of Safe Rural Highways
EMV-Störquellen, Leitungs- und feldgebundene Kopplungswege, Prüftechnik und Anforderungen zur Störfestigkeit
EMV in der Kraftfahrzeugentwicklung
Cloud Based Design of Sophisticated Digital Control for Boost PFC Converters
VHDL-AMS als Basis einer automatisierten Softwareentwicklung
ISBN: 978-3-86870-436-5
Design Flow Optimization for Controller Electronics in Alternative Electrical Power Systems using VHDL-AMS
Model Concept of a Dual Energy Storage System for Electric Mobility Applications
3D-CFD-Simulation der Schmierspaltströmung in einem hydrodynamisch geschmierten, instationär belasteten Gleitlager
Experimentelle und numerische Untersuchung der instationären Strömung im Schmierspalt eines Gleitlagermodellprüfstandes
Numerical investigation of cavitation flow in journal bearing geometry
Numerische Untersuchung von Kavitationseffekten
RoughMaps: A Generic Platform to support Symbolic Map Use in Indoor Environments
User Modelling Ecosystems: A User-centred Approach
Multi-channel Coverage for a Dangerous Australians Museum Exhibit
Laser-optical and numerical Research of the flow inside the lubricating gap of a journal bearing model
Entwicklung einer Ressourcendatenbank zur Arbeits- und Montageplanung
Generierung von Teilarbeitsgängen im Rahmen eines durchgängigen Ansatzes zur automatischen Arbeitsplanerstellung
Systematische Personalentwicklung als Teil der Gestaltung manueller Arbeitssysteme
EMV auf Schaltkreisebene
Elektromagnetische Verträglichkeit von Elektro- und Hybridfahrzeugen
Charakterisierung von Hochfrequenzeigenschaften der Hochvoltleitungen im Hybrid- und Elektrofahrzeug
Interlaminar photoelastic health monitoring of adhesive joints and composite structures for extended endurance strength (InterPHACE)
Innovationen in Medizintechnik und medizinischer Mess- und Sensortechnik
4. Dresdner Medizintechnik-Symposium
Französische und italienische SMS zwischen Norm und Innovation
The energetic potential of engines fueled with biomass derived products
Cross-Generational Approach for the Integration of Formal, Non-Formal and Academic Education
Multiwave Rollout Approach for Continuing Education in Business and Engineering Studies
n-situ Impact Monitoring of Polymer-based Multi Material Systems by Stress Optical Analysis; Procee- dings of the 6th Workshop on Structural Health Monitoring
Innovationen in Medizintechnik und medizinischer Mess- und Sensortechnik
Tool-Supported Model-Driven Validation Process for System Architecture
Experimental analysis of thermo-mechanical material properties of photosensitive polymers
Schweißen von pulvermetallurgisch hergestellten ferritischen Chromstählen
Fügen von pulvermetallurgisch hergestellten ferritischen Chromstählen mit Lichtbogenschweißverfahren
Einsatz eines E-Portfolios zur Unterstützung des interkulturellen Lernens während eines Auslandsaufenthalts
Fetscher, D.
Einsatz eines E-Portfolios zur Unterstützung des interkulturellen Lernens während eines Auslandsaufenthalts
Berkenbusch, G.
Lernen mit einer virtuellen Plattform, die in ein soziales Netzwerk eingebunden ist
Fetscher, D.
Social Media“, TU Dresden, 04.11.2011.
Lernen mit einer virtuellen Plattform, die in ein soziales Netzwerk eingebunden ist
Berkenbusch, G.
Social Media“, TU Dresden, 04.11.2011.
Fachsprachen in der Lehre - Ergebnisse, Herausforderungen und Perspektiven
Zur Vermittlung von technischen Fachsprachen des Englischen
Experimentelle Untersuchung und theoretische Betrachtung zur gravimetrisch kontrollierten IR-Trocknung dicker SU-8-Schichten
Experimentelle Untersuchung und theoretische Betrachtung zur gravimetrisch kontrollierten IR-Trocknung dicker SU-8-Schichten
Optimierung des Steuerelektronik-Entwicklungsablaufs durch automatisierte Softwareentwicklung mit Hilfe von VHDL-AMS
Optimierung des Steuerelektronik-Entwicklungsablaufs durch automatisierte Softwareentwicklung mit Hilfe von VHDL-AMS
Untersuchungen der magnetischen Flussdichte in permanentmagnetisch erregten Synchronmaschinen in Außenläuferausführung
Modellgestützte Softwareentwicklung zum Steuerelektronikentwurf von verteiltalternativen Elektroenergieanlagen mit Hilfe von VHDL-AMS
Modellgestützte Softwareentwicklung zum Steuerelektronikentwurf von verteiltalternativen Elektroenergieanlagen mit Hilfe von VHDL-AMS
Untersuchung der Beleuchtungstechnik in Wohngebäuden in Hinblick auf Energieeffizienz und Gleichmäßigkeit
Energieeffizienzsteigerung der Beleuchtungstechnik in Wohngebäuden
Modellkonzept eines dualen Energiespeichersystems für elektromobile Anwendungen
Modellkonzept eines dualen Energiespeichersystems für elektromobile Anwendungen
Haushaltsenergiespeicher
Simulation of Energy Storage Systems with direct DC- Link Interconnection in High Power Servo Spindle Presses using ATP-EMTP
Smart Energy Storage - Netzintegration eines Energiespeichersystems im Privathaushalt
EMV von Hochvoltkomponenten im Kraftfahrzeug
Elektromagnetische Verträglichkeit im Hybrid- und Elektroautomobil
Leitungs- und feldgebundene Kopplungswege, OTTI- Fachforum EMV
Herausforderungen der EMV von Hochvoltsystemen im Kraftfahrzeug
EMV in der Kraftfahrzeugentwicklung
Entwicklung einer Ressourcendatenbank als Softwarekomponente eines Assistenzsystems zur Arbeits- planung
Westsächsische Hochschule Zwickau, Wissenschaftliche Schriften des Institutes für Produktionstechnik,
Heft 4, April 2011, S. 145 - 149
Entwicklung einer Ressourcendatenbank als Softwarekomponente eines Assistenzsystems zur Arbeits- und Montageplanung
der ESF-Nachwuchsforschergruppen ZKProSachs und LAMIS, S. 9 - 12
Besonderheiten der Werkstoffauswahl für verschleißbeanspruchte Bauteile - Teil 2
Process improvement within an advanced car diesel engine in base on the variability of a concentric cam system
Optimization of scavenging and combustion within advanced internal combustion engines with concen- tric cam system using combined 1D/3D simulation
0338
Process improvement within an advanced car diesel engine in base on the variability of a concentric cam system
11ICE-0204
Analysis of the material behaviour of photosensitive polymer
Analysis of the material behaviour of photosensitive polymer
Developing a Time Based Electricity Tarif
Improved Space Heating in Smart Residential Buildings by Applying Dynamic Hydraulic Balancing
Neural Networks for Smart Homes and Energy-Efficiency
Developing an integrated software solution for feature based design and generative process planning
Genetic Algorithms for the evaluation of process variants
Generation of Process Variants in Automated Production Planning by using Ant Colony Optimization
Developing an Integrated Solution for Generative Process Planning based on ISO Standard 10303
Demand-Controlled Air Ventilation Strategies and Heat Transfer in Building Automation
Smarthome im Geschosswohnungsbau - Low Energy Living in Forschung und Praxis
Kostenreduktion bei der Inbetriebnahme von Gebäudeautomation – Ein Modell zur Automatischen Konfiguration und Programmierung von KNX-Systemen
Feasibility of Integrating Heating Valve Drivers with KNX-standard for Performing Dynamic Hydraulic Balance in Domestic Buildings
Neue Chancen in der Fügetechnik mit nanoskaligen Lotwerkstoffen
New Three-Dimensional Highway Design Methodology for Sight Distance Measurement
Workplace Simulator for the Geometric Design Process of Rural Roads
Methodology for Checking Shortcomings in Three-Dimensional Alignment
Experimentelle Untersuchungen zum Übertragungsverhalten rechteckförmiger Mehrschraubenverbindungen
Optimierung reibungsfrei angezogener größerer Schraubenverbindungen
Weiterentwicklungen zur Berechnung und Ausführung von Schraubenverbindungen
Modellkonzept eines dualen Speichersystems für elektromobile Anwendungen
Optimierung des Steuerelektronik-Entwicklungsanlaufs durch automatisierte Softwareentwicklung mit Hilfe von VHDL-AMS
Modellgestützte Softwareentwicklung zum Steuerelektronikentwurf von verteilt-alternativen Elektroenergieanlagen mit Hilfe von VHDL-AMS
A Platform for Personalised Neighbourhood Networks: The Case for a Casual Job Market
Central Functions of Corporate Controlling Systems
Methodology for using virtual and augmented Reality Systems to plan and design Traffic Infrastructure
Reduzierung von Passungsrost durch gezielte Beschichtung von Wälzlagerringen
Schillinger, H.
Das E-Portfolio zur Förderung interkultureller Lernprozesse während des Auslandsstudiums
The e-portfolio as a medium to initiate self-evaluation of intercultural learning processes during students´ stays abroad
Fit für China - Erfahrungen aus der interkulturellen Hochschullehre
Step Standardized Product Data Representation and Exchange for Optimized Product Development and Automated Process Planning
3D Visualization of ISO 10303-224 manufacturing features for simulating manufacturing processes and automated process planning, Innsbruck (Austria)
Tageszeitabhängige Tarifmodelle im Sektor Strom
Intelligent building automation
Using VPN technology for networking intelligent building automation via the Internet
Implementing ISO standard 10303 application protocol 224 for automated process planning
Automated process planning with geometric dependencies derived from a feature-based CAD drawing
Implementing standardized product description for efficient product development
Automated Operation Selection with geometric Dependencies derived from a Feature-based CAD Drawing, Sankt Petersburg (Russia)
Using ISO 10303-224 for 3D Visualization of Manufacturing Features, Paderborn (Germany)
Widerstandslöten von Aluminiummatrix-Verbundwerkstoffen
Methodology for Checking Shortcomings in the Three-Dimensional Alignment
Selection of 3D Elements for Different Speeds in the 3D Modeling of Highways
Safe Execution of Dynamically Loaded Code on Mobile Phones
PersonisJ: Mobile, Client-side User Modelling
Towards a Generic Platform for Indoor Positioning using Existing Infrastructure and Symbolic Maps
Towards Life-long Personalization Across Multiple Devices: The Case of Personal Career Management
Personalized Cultural Heritage GeoNotes
„Interkulturelle Herausforderungen transnationaler Forschungsprojekte: Welche Kompetenzen brauchen Wissenschaftler?"
Analyzing STEP Implementations for Automated Process Planning
Step Standardized Product Data Representation and Exchange for Optimized Product Development and Automated Process Planning
Interaktion naturanaloger Verfahren für die Prozessplanung
Interaction of natural inspired methods in process planning
Automatische Grobkalkulation auf Basis funktionaler Beschreibung der Nachfrage
Integration of Process- and Production-Planning for SME
Integration der Prozess- und Produktionsplanung
Kriechverhalten von AMC-Lötverbindungen unter Einsatz partikelverstärkter Weichlote
Low-Melting Composite Filler Metals
Contribution to Creep Behaviour of Al2O3-Particle-Reinforced SnAg-Solders
Design of closed-loop controllers for electromagnetic bearings
Understanding File Access Mechanisms for Embedded Ubicomp Collaboration Interfaces
Flexibilisierung der Angebotserstellung für dynamische Märkte der Textilindustrie
Functional Characterization of Resources for Automatic Request Handling
SBDCR for Standardization of Customer Requests
Visualizing Supply Chain Structures and Processes to Evolve a Better Understanding for IT-related Operations in mySAP ERP
Konsequenzen von Nachfrageänderungen für die Supply Chain Koordination in electronic manufacturing services
Ein formalisierter Ansatz zur Generierung von Kundenangeboten auf Basis heuristischer Verfahren
Limiting Customer Requests with a Functional Description of Resources Based on Features
Automatic Request Handling by Enhancing functional Characterization of Resources and Demand
Feature-based functional description of resources
Ressourcenbeschreibung in der textilen Produktion
Eine Formalisierung zur Integration von Prozess- und Produktionsplanung
Supplier based Description of Customer Requests in the environment of Virtual Organisations
Flexibly Preparing Offers by Adapting Functional Ressources
An Evaluation of Existing Step Solutions for Automated Process Planning
Expert System for Automated Offering Following a Feature Based Approach
Description of Resources in Textile Production at the Example of Euro Textile Region
Erstellung und Modifizierung eines VHDL-AMS-Modells für einen kapazitiven Delta-Sigma-Modulator
Simulationsgestützte Magnetlager-Regelkreisauslegung mit Simplorer
Modellierung und Simulation von Supercaps
Three Output Planning Strategies for Use in Context-aware Computing Scenarios
Zur Integration von Fach, Fremdsprache und interkulturellem Training in der Ausbildung von Ingenieuren an der Westsächsischen Hochschule Zwickau (WHZ)
Weichlote mit keramischen Verstärkungspartikeln zum Fügen von Aluminiummatrix-Verbundwerkstoffen
An Optimization based Control Design for Electric Drive Systems
Auditory Perceptible Landmarks in Mobile Navigation
Strategisches und wertorientiertes Kostenmanagement
Effektivitätsorientiertes Controlling mittelständischer Unternehmen
S. 5-17
Auswirkungen von Partikelverstärkungen auf das Festigkeitsverhalten von Sn-Basis gelöteten Al-Matrix-Verbundwerkstoffen
Rechnergestützte Optimierung eines geregelten Elektroantriebs
Augmenting Interaction in Intelligent Environments through Open Personal Memories
Modality Preferences in an Instrumented Environment
Vom Ergebniscontrolling zum wert-, risiko- und finanzorientierten Controlling
Kennzahlengestütztes Risikomanagement und Risikocontrolling auch im Mittelstand
Festigkeitsoptimierte Gestaltung von Passfederverbindungen.
Optimierungsmöglichkeiten am Tribosystem Passfederverbindung zur Steigerung der Lebensdauer
Reibungs- und torsionsfreies hydraulisches Anziehen – Vorspannkraftverluste und deren Beeinflussung
Die Schraubenverbindung – Iststand und Entwicklungstendenzen
Die Schraubenverbindung: Von Funktionserfüllung bis Montageanforder-ung
Product Associated Displays in a Shopping Scenario
Integrating Intra and Extra Gestures into a Mobile and Multimodal Shopping Assistant
Modality Preference - Learning from Users
Cash Flow-Kalküle und Kennzahlen für das finanzorientierte Controlling
Lebensdauerabschätzung an reibdauerbeanspruchten Welle-Nabe-Verbindungen.
Anwendung der VDI-Richtlinie 2230 – Vergleichende Bewertung von Berechnungsprogrammen
The Connected User Interface: Realizing a Personal Situated Navigation Service
Multimodal Interactions with an Instrumented Shelf
REAL: Situated Dialogues in Instrumented Environments
Concepts and issues in interfaces for multiple users and multiple devices
M3I in a Pedestrian Navigation & Exploration System
Robust speech interaction in a mobile environment through the use of multiple and different media input types
Adapting Spoken and Visual Output for a Pedestrian Navigation System, based on given Situational Statements
Controlling multiple devices
Une ébauche littéraire de la ville d'Alger
Lieux critiques dans Mamoun, l'ébauche d'un idéale de Chukri Khodja
Adapting Multimodal Dialog for the Elderly
Readapting Multimodal Presentations to Heterogeneous User Groups
Spartenergebnisrechnung, Segment Reporting und Kapitalflussrechnung
Ergebnissteuerung nach International Accounting Standards
Leistungscontrolling und rentabilitätsorientierte Unternehmenssteuerung
Numerische Simulation exzentrisch belasteter Mehrschraubenverbindungen am Beispiel eines zweiteiligen Kegelrades
Numerische Analyse der Spannungsverteilung in der Trennfuge von Schraubenverbindungen
Numerische Simulation exzentrisch belasteter Mehrschraubenverbindungen am Beispiel eines zweiteiligen Kegelrades.
Die Berechnung von Schraubenverbindungen nach der neuen VDI-Richtlinie VDI 2230, Blatt 1
Identification of dynamic charakteristics of bycicle
Reibungs- und Löseverhalten thermisch belasteter Schraubenverbindungen.
Zum Kraftleitungsverhalten von Schraubenverbindungen
Neufassung der Richtlinie VDI 2230 „Systematische Berechnung hochbeanspruchter Schraubenverbindungen".
Zur Berechnung von Schraubenverbindungen nach VDI-Richtlinie 2230
Schraubenverbindungen mit keramischen Werkstoffen
Grundlagen des Konstruierens mit keramischen Werkstoffen
Konstruieren mit Keramik. VDI-Berichte 1036, S. 67-89
Le phénomène du Guerilla Gardening dans les réseaux sociaux. Une comparaison franco-allemande
Nanotechnologie ganz groß
Spezialistenlager - Sportschule Werdau
Aus der Praxis für die Praxis: Bestandsaufnahme, Herausforderungen und Impulse für die Zukunft des Sprachenlernens
Plenarvortrag zur 1. AKS-Workshopwoche (04.03.2024-08.03.2024), 04.03.2024 10.30-11.15 Uhr
(Stand: 08.03.2024)
Digitaler Zwilling in der Produktentwicklung
Différences culturelles dans la communication publicitaire. Une comparaison des sites web du Club Med destinés à la clientele française et allemande.
Der ONYX-Aufgabenpool des Netzwerks Mathematik/Physik+ELearning - Einblicke und Erfahrungen
An overview of the digital transformation and changes in the German healthcare system
Digital Change: accompany, implement, and maintain digitalization processes in a structured manner
Digital competence - challenges and possibilities for implementation in nursing and medical education
Aging Society, Demographical Change and the Health Care System
Virtual Reality in geriatric care
a short research journey on perspectives and challenges
Deutsches Gesundheitssystem
Überblick und aktuelle Herausforderungen
Digitalization in Health Industry - Global trends and challenges in Germany
Let's talk about Clustering
Digital gestützten Trendanalyse zur Beurteilung von Arbeit
Internationalisierung neu denken: Umsetzungspotentiale
Ein Praxisbericht
Designing e-mobility - Termini zwischen Wallbox, Schnellladepark und Laternenladen
Mathematik beim Übergang Gymnasium - Hochschule
Anforderungen an zukünftige Studierende im MINT-Bereich
Von der Feststoffanalytik zur Verfahrensentwicklung
Schwermetallverunreinigungen in organischen Reststoffen und Dünger(vor)produkten
Technologiekonfigurator als Planungsinstrument
Übergreifende planerische Vernetzung der abonocare-Einzeltechnologien zu fallspezifisch optimierten Technologieketten
Jupyter für sächsische Hochschulen mit Ananke
Eröffnungsvortrag im Rahmen der 9. Internationalen Tagung zur Kontrastiven Medienlinguistik, Teil "Argumentation"
Opilowski, R.
Lenk, H.E.
Mikolajczyk, B.
Das berufliche Netzwerk LinkedIn im Spannungsfeld zwischen Öffentlichkeit und Privatheit. Am Beispiel des Teilens von Trauer und Verlust im Französischen
Humor als Zeichen des Stilwandels im neuen Imagefilm der Westsächsischen Hochschule Zwickau
L’humour et sa dimension politique dans le film promotionnel de la Westsächsische Hochschule Zwickau
Demonstration von E-Assessment-Konzepten durch Öffnung etablierter LMS für externe Tools
Chances and limitations of machine learning approaches to inverse problems
Deceptive performance of artificial neural networks in semantic segmentation tasks on the example of lung delineation
Comparative study between TIG-MIG Hybrid and MIG welding of 1.4462 duplex steel joints
Zug um Zug - Die Länderbahn GmbH und die WHZ bewegen die Region
Erste Gedanken zur Gestaltung von Leitlinien für eine Sprachenpollitik an Hochschulen und Universitäten
Impulsreferat zum Workshop
Fremdsprachenlernen leicht gemacht mit digitalen Tools - Gegenwart & Zukunft
EDS and Raman analysis of Nanostructures Based on Prussian Blue Analogs
Entwicklungsstand im Projekt Modernisierung und Verbesserung der Usability der E-Assessmentplattform ONYX - 2
Wer pflegt uns einmal – Entwicklung der Altenpflege
Geriatrische Patientenversorgung in der Orthopädie und Unfallchirurgie
Peer Instruction in der Ingenieurausbildung
Eine Lehr- und Aktivierungsmethode
Der Diskurs über Tod und Trauer auf dem beruflichen Netzwerk LinkedIn
Mitarbeitergesundheit und Ethik in der Pflege
Demonstration von E-Assessment-Konzepten durch öffnung etablierter LMS für externe Tools
Le discours de durabilité sur les sites Facebook de Nespresso France et Allemagne. Une analyse comparée.
EMV für Neu- und Quereinsteiger
EMV-Anforderungen und Handlungsfelder bei Hochvoltsystemen in Elektrofahrzeugen
Analyse der Störstrompfade und EMV-Maßnahmen in elektrischen Traktionssystemen
Störfestigkeit von Kommunikationssystemen für das DC-Laden von Elektrofahrzeugen
EMV-Herausforderungen in der Elektromobilität und Ausblick auf zukünftige Kfz-Kommunikationssysteme
EMV in der Elektromobilität
EMV-Anforderungen im Kraftfahrzeug und Störfestigkeitsprüftechnik auf Fahrzeugebene
EMV in Elektro- und Hybridfahrzeugen
EMV-Qualifizierung von Hochvoltsystemen in Elektrofahrzeugen
EMV-Erprobung von integrierten Schaltkreisen für Kfz-Anwendungen
EMV – Störquellen, Kopplungswege und Störfestigkeitsprüftechnik
Jupyter’s Friends: Ausfallsichere digitale Lehrmaterialien mit freien Tools und Infrastrukturen
Erzählungen über Tod und Trauer auf dem beruflichen Netzwerk LinkedIn
Technical innovations in stroke rehabilitation - an interdisciplinary approach to the advancement of brain-computer interfaces (BCI) in conjunction with functional electrical stimulations (FES)
Medien in Linguistik und Sprachlehre - ein Blick zurück und in die Zukunft
abonocare® Produktkonfigurator für Technologieketten zur Aufbereitung organischer Reststoffe
Entwicklungsstand im Projekt Modernisierung und Verbesserung der Usability der E-Assessmentplattform ONYX
Change and adoption of digital learning formats during the COVID-19 pandemic
A trend study from Germany
Transformation von Anforderungen aus Gesellschaft und Technologie in die Arbeitsgestaltung
Methodischer Ansatz für die Planung und Einführung des Robotereinsatzes in KMU
Demonstration von E-Assessment-Konzepten durch Öffnung etablierter LMS für externe Tools
"Zeitenwende" im Plakat - Auswirkungen auf den Sprachgebrauch im öffentlichen Raum
AFFIN2 - Appointment Frame For an Improved Need
Erfahrungen, Höhepunkte und Ideen im Projekt „Digitalisierung der Hochschulbildung in Sachsen“ (DHS)
1. CareXFestival
Podiumsdiskussion
Studentische Reflexionen über Mehrsprachigkeit und Spracheinstellungen im Rahmen der Hochschullehre.
Unternehmenskommunikation in den Sozialen Medien. Die Facebookseiten von Air France und Austrian Airlines im Vergleich.
Resistive Schalter
Praxiserfahrungen mit dem Strukturmodell zur Entbürokratisierung der Pflegedokumentation
Einblicke und Anregungen für das Management
Digitalized Introduction of Mobile Nursing Education in Tbilisi, Georgia (DIMNET)
Microstructure of TiN/AlN multilayers deposited by reactive RF sputtering
Dicken- und Dichtebestimmung von Nanometer-Einzel und Multischichten mittels Röntgenreflektometrie
... angepackt. Wer macht künftig die Arbeit in der Pflege?
Development of an OLED as excitation light source for photocatalytic active materials
Co-Autoren: Daniel Schondelmaier, Teresa I. Madeira, Salvan Georgeta, Annika Morgenstern, and Dietrich R.T. Zahn
HL: Fachverband Halbleiterphysik
HL 28: Organic Semiconductors 1
Innovative Hybrid Arc Process for Brazing of Galvanized Thin Sheet
Innovativer Lichtbogen-Hybridprozess zum Löten von verzinktem Feinblech
360° videos in a VR environment - A randomized, multicenter pilot study to assess state of mind, technology affinity, and motion sickness in seniors in long-term care facilities
An overview of the German health care system and insights into the Faculty of Health and Nursing Sciences
Technical innovations in stroke rehabilitation
A mixed-methods approach for development of non-invasive, brainwave-guided, functional muscle stimulation
Otto von Guerickes Experimente und die Geschichte der Vakuumtechnik
Der Mensch und die Physik – die Welt im Wandel
Die Geschichte der Elektrizität: Der Weg vom Bernstein zum Mikrochip
Der Mensch und die Physik – die Welt im Wandel
Marie Curie und die Entdeckung der Radioaktivität
Der Mensch und die Physik – die Welt im Wandel
Softwareentwicklung und Projektmanagement
Kommunikation und das Gesetz von Conway
Coffee stories: Die Erzählung rund um Nachhaltigkeit und Exotismus auf der Webseite von Nespresso France
Eine sprachwissenschaftliche akademische Laufbahn mehrsprachig und plurikulturell leben – dargestellt am Beispiel einer individuellen Sprachbiographie
Wine tastings in the digital sphere. Linguistic strategies of wine description and evaluation
Ein deutsch-französisches virtuelles Lehrprojekt Zwickau – Grenoble
Sprache und Identität im Unterricht
Mehrsprachigkeit – Einführung in die Thematik
Von IoT, KI bis ID. - Wie smart ist Ingenieurfachsprache?
Vortrag im Rahmen der Ringvorlesung 125 Jahre Ingenieurausbildung an der WHZ im Studium generale
« La langue de la République est le français » – « Die Amtssprache ist Deutsch » : Minderheitensprachen in Deutschland, Österreich und Frankreich
Vortrag gehalten am 23. Mai 2022 im Rahmen des DAAD-JAHRESSEMINAR FÜR LEKTORINNEN UND LEKTOREN IN FRANKREICH: „MEHRSPRACHIGKEIT?“, 22.5 - 26.5.2022, ANCIEN MONASTERE DE SAINTE-CROIX, Sainte-Croix / Frankreich
Resistive Switching in Prussian Blue Analog Films
Decomposition of microservices with strategic domain-driven design
Fachkommunikation im Wandel - Wie Technik unsere Sprache verändert
Plenarvortrag zur Tagungseröffnung am 7.4.2022, Uniwersytet Opolski, Lehrstuhl für Germanistische Linguistik
Wie Algorithmen unser Leben beeinflussen
Konferenz "Deutsch und Digitalisierung" des Deutscher Akademischen Austauschdienstes (DAAD)
100 Years of Graphical Business Process Modelling
Das Bewerten von Produkten und Dienstleistungen im digitalen Raum. Restaurantkritiken, virtuelle Weinverkostungen und technische Produktpräsentationen
Nachweis der Rückführbarkeit von Messergebnissen
Wie lassen sich die Anforderungen aus Normen und Richtlinien umsetzen?
03.02.2022, St. Georgen im Schwarzwald / 17.02.2022, Gießen / 03.03.2022, Zwickau
Mehr "Fachsprachigkeit" an der Hochschule - Wie neue Fachgebiete die Fachkommunikation beeinflussen
Neuartige Methode zur Messung der aufgebrachten Kräfte während intrakraniellen Eingriffen - Projekt HIST -
Conway’s Law in software development and what everyone can learn from it
Mediating Ethics an Economy: Coaching and Councelling in the Field of Healthcare and Social Services
Formate von Kindersendungen in schwedischer Gebärdensprache auf dem Barnkanal des SVT: ein Vorbild für das deutsche Kinderfernsehen?
Vortrag gehalten am 25.01.2022 im Rahmen des Forschungskolloquiums ZwIKSprache: Zwickauer Forum Interkulturelle Kommunikation und Sprache, Fakultät Angewandte Sprachen und Interkulturele Kommunikation, Westsächsische Hochschule Zwickau
Patientenindividuelle Zielpunktplanung in der Hirnchirurgie
Tiefenhirnstimulation
Veranstaltung: Bildgebende Werkstoff- und Oberflächenanalytik, 10.03.2021
UV-Schutzfaktor von Textilien
Das Parkinson-Bier-Dilemma
KI-basierte optische Inspektion von R2R-Prozessen in Echtzeit
Wie schnell kann LED schalten
Endoskope so dünn wie ein Haar – Mathematik statt Optik?
Hyper, Hyperspektrale Bildgebung
Spieglein an der Wand, klein und fein, kann es Muskel oder Knochen sein?
Heimat als subjektive Konstruktion- Beheimatung als aktiver Prozess
Ethische Konflikte in der Sozialpsychiatrie
Praxis der Ethischen Fallberatung
Sondenernährung bei fortgeschrittener Chorea Hunington
Ethische Fallberatung in der stationären Langzeitpflege
"Eine Handvoll Erbarmen"
Herta Grandts Innenansichten aus der Leipziger Universitätspsychiatrie im Nationalsozialismus
Das Ich erinnert sich im Wir
Zum Konnex von individuellem und kollektiven Gedächtsnis
Ethische Konflikte und Ethikberatung in der Sozialpsychiatrie
Zwangssterilisation „im Dienste der Volksgesundheit“ – Auswertung der Zwickauer Erbgesundheitskartei
Das naturwissenschaftliche Weltbild in der Antike
Der Mensch und die Physik - Die Welt im Wandel
Isaac Newton und warum der Apfel nach unten fällt
Der Mensch und die Physik - Die Welt im Wandel
Richard Feynman: Humor und Physik vertragen sich
Der Mensch und die Physik - Die Welt im Wandel
Frequency Computations
Gedolmetschte Arzt-Patienten-Gespräche
Vortrag gehalten am 16.11.2021 im Rahmen des Forschungskolloquiums ZwIKSprache: Zwickauer Forum Interkulturelle Kommunikation und Sprache, Fakultät Angewandte Sprachen und Interkulturele Kommunikation, Westsächsische Hochschule Zwickau
Structural Investigations in Resistive Switching Architectures based on Prussian Blue Analogs
Digital Tools in the ESP Classroom - the New Borderless Teaching/ learning Normal?!
Robuste Methoden der Reststoffanalytik und neue Stoffsysteme zur energetischen und stofflichen Nutzung
Software Development for Non-Software Developers
Involving end users in creating good software
Innovation in der Schlaganfallrehabilitation - Know-how vernetzen und Synergien schaffen
Grenzen und Möglichkeiten der Telemedizin
Evaluierung einer Analysemethode zur Detektion von Parkinson bedingtem Freezing of Gait
Thin films in Micro - and Nanotechnology
Lernmodul zu Kreativitäts- und Problemlösungstechniken im Informatikstudium
Aktualisierung Modul Softwaretechnologie
Aktualisierung und Verzahnung eines Soowaretechnologie-Lehrmoduls unter Berücksich9gung von Microservices, Domain-Driven Design, Event Sourcing und CQRS
Softwarebasierendes Praktikum zur Visualisierung und Verarbeitung von medizinischen Bildern per Webkonferenz
Versorgung von geriatrischen Patient:innen im ländlichen Raum – eine multizentrische Machbarkeitsstudie
Use and Misuse of Performance Indicators
Research Challenges for the Modelling of the Resource and Organizational View
Wirtschaftskommunikation: Herausforderungen und Impulse für die Lehre
Möglichkeiten und Grenzen digitaler Lehrveranstaltungen in der Experimentalphysik
Abenteuer Vakuum: Warum manchmal weniger mehr ist
Flipped Classroom und Online-Lehre
Konferenz "Deutsch und Technik" des Deutscher Akademischer Austauschdienst
Bipolar Resistive Switching on Prussian Blue Layers
Moderne Röntgenmethoden für die Materialanalyse
Mikrostrukturbasierte Festigkeitsbestimmung von endlosfaserverstärkten Duromeren
Mikrostrukturbasierte Festigkeitsbestimmung von endlosfaserverstärkten Duromeren
Fachenglisch digital - Erfahrungen aus dem Studiengang Data Science
The Power of the Ideal Final Result for Identifying Process Optimization Potential
http://www.biztriz.net/36-conference-business-triz-online-winter-2021.html
Lehre zwischen Fach und Sprache - am Beispiel von Wirtschaftskommunikation Deutsch
Fallbeispiele als kommunikative Strategie in der Gesundheitskommunikation. Eine kontrastive Darstellung Deutsch-Französisch.
Der Gebrauch von Phraseologismen im Rahmen von Weinverkostungen im digitalen Raum.
Das Bewerten von Produkten und Dienstleistungen im virtuellen Raum. Restaurantkritiken, virtuelle Weinverkostungen und technische Produktpräsentationen.
Die sprachliche und multimodale Analyse der Wahlplakate zur Zwickauer Oberbürgermeisterwahl 2020.
Kurztexte im öffentlichen Raum in Frankreich – Diskurse in Transportmitteln, zur Sauberkeit und zur kulturellen Partizipation.
Die Benennung privater WLAN-Netze im deutschsprachigen Raum – vor und während Corona.
Die mehrsprachige Diskussion über Identitätsbildung im digitalen öffentlichen Raum – ein Werkstattbericht aus einer deutsch-französischen Lehrkooperation.
Stratégies linguistiques d‘authenticité dans les recensions en ligne allemandes sur Youtube.
Die Herausforderungen der Dolmetschtätigkeit im Rahmen des Sprach- und Kulturmittlerdienstes Zwickau.
Personal experiences (and strategies of crisis management) of non-professional interpreters of the Language and Culture Mediating Service in Zwickau.
La représentation médiatisée de la crise du COVID 19 dans la presse française et allemande. Un projet d’enseignement virtuel franco-allemand.
Technologische Entwicklungen im Umfeld des Krankenhauses
An approach for automatic trajectory proposals for deep brain stimulation
Mathematisches Kolloquium 04.11.2020
Wirtschaftsfachsprache vermitteln international & regional
Teil 1: International: Studienschwerpunkt Wirtschaftskommuniktion Deutsch
Boom, Boom, Boom: Praktischer Unterricht Wirtschaftsfachsprache
Ein Beispiel als Anregung
Rückblick, Einblick, Ausblick: ProFit im Beruf aus der Perspektive des Projektpartners WHZ
Virtuelle Abschlusskonferenz Projekt ProFit
Struktur- und Eigenschaftsveränderungen dünner Schichten nach Kurzzeit-Wärmebehandlung
One-shot roughness measurements based on dispersion-encoded low coherence interferometry
Non-disruptive Supercontinuum based scattering analyses of cartilage and collagen before and after apoptosis and necrosis
Laser vibrometric characterization and model development of a human vocal tract for acoustic therapy of deaf patients
Novel technologies for high power supercontinuum laser sources and their applications in nanometer-resolved surface metrology
Fachlich digital - einfach normal oder sogar genial?
Erfahrungen aus dem Masterenglischkurs für Informatiker "Global Business and Project Communication in English" SS2020
Wertehierarchie im Präsidentschaftswahlprogramm von Jair Bolsonaro 2018.
Vortrag gehalten am 11.11.2020 im Rahmen des Mittwochskolloquiums Zwickauer Forum Interkulturelle Kommunikation und Sprache, Westsächsische Hochschule Zwickau, Zwickau
Nachhaltigkeit in der Wirtschaftsethik der Weltreligionen: Die Enzyklika Laudato si‘ (2015) und das Instrumentum Laboris der Amazonassynode 2019: Amazonien: Neue Wege für die Kirche und für eine ganzheitliche Ökologie
Vortrag online gehalten am 15.12.2020 im Rahmen der Ringvorlesung: "Vielfalt an der WHZ: nachhaltig„
Die Ringvorlesung "Vielfalt an der WHZ: nachhaltig" wurde von Dr. Thomas Edeling organisiert.„
Zug um Zug – Wie ein Lehrmaterial Deutsch für die Berufskommunikation von internationalen Triebfahrzeugführern entsteht
Arbeitsgruppe 4, Wissenschafts- und Berufskommunikation
The solution of outer Dirichlet problems based on the discrete double-layer potential
Vertical garden by textile solutions
Personalbindung und -gewinnung
Aktuelle Herausforderungen im Pflegemarkt
Bedarfsorientierte Anpassung der ambulanten und stationären Pflegeberatung
Studienergebnisse zur Pflegesituation in Sachsen
Professionelles Konfliktmanagement
Streiten einmal anders
Lebensqualität im Alter - heute und in Zukunft
Digitale Lernressourcen Mathematik in Sachsen
Digitale Projekte für das Gesundheitswesen im Vogtland
mbeddr — C with Domain-specific Abstractions
Meeting Embedded 2020
Status quo und quo vadis Controlling
Cash Flow-Cockpit – Cash Flow-Berichterstattung
Heimat-Bedürfnis und Modernisierungsverluste.
Die psychologische Funktion von Heimatkonstruktionen.
Traditionelle chinesische Psychologie und ihr Potential für ‚westliche‘ Wissenschaft,
Deutsche Restaurantkritiken im Internet. Die Realisierung des Sprachhandlungsmusters des BEWERTENS.
Das Projekt IVoTeG
Sexualisierte Gewalt im Kontext von Heimunterbringung in der DDR
Heimat. Psychologische Dimensionen eines utopischen Begriffs.
Approaches for Automatic Localization of MRI Fiducial Markers in Stereotactic Neuro-surgery Planning
Workshop „Mathematik in Forschung und Lehre“ 23.09.-25.09.2019
Heimat in der Postmoderne: Kampfbegriff oder kulturelle Ressource?
Ethikkonsultation oder psychologische Supervision?
Kasuistische und methodische Reflexionen zu einem ungeklärten Verhältnis
30 Jahre gewendetes Deutschland - Quo vadis?
Stress and Coping in Socialpsychiatric Care
Evaluierte Apps: Welche Rolle spielt der 1. und 2. Gesundheitsmarkt?
Demographie-Werkstätten: Soziale Daseinsvorsorge
eHealth - Marktdurchdringung, Herausforderungen und aktuelle Trends
Das Buurtzorg – Modell
Behandlungserfolg intramedullärer Osteosyntheseverfahren aus Sicht des Operateurs
Versagensursachen intramedullärer Osteosynthese aus Sicht der Operateure
Portugiesisch im Fachhochschulbereich: Spanisch und Portugiesisch integriert unterrichten? Erfahrungen mit dem Konzept der Fakultät Sprachen der Westsächsischen Hochschule Zwickau
Vortrag gehalten am 8.11.2019 im Rahmen des Workshops „Português em Prática“, vom 7.-9. November 2019 an der Johannes-Gutenberg Universität Mainz
Jiddisch-portugiesische Mehrsprachigkeit in O ano em que meus pais saíram de férias
Vortrag gehalten am 30.10.2019 an der Westsächsischen Hochschule Zwickau im Rahmen des Zwickauer Forums Interkulturelle Kommunikation und Sprache.
Alles eine Frage der Kommunikation, oder...?
Div. Angebote im Rahmen des „Studium Generale“ und der „Bürgerakademie“, z. B. zum Thema „Cranach in Zwickau“ und „Picasso“ (z. B. Mai 2018, Juni 2019)
(andere geplante Veranstaltungen mussten coronabedingt entfallen, z. B. zur Zwickauer Stadt- und Kunstgeschichte; zum Design im Comic usw. - sie werden aber nachgeholt!)
Einladung zu einem Input und einer Sektionsleitung/Moderation der Tagung „Superficies“ in der Reihe „Interdependenzen“ der Technischen Universität Berlin
Einladung zu einem Impulsvortrag zum Thema der ‚Thingness in Gemälden, in der Kunst‘ an der Universität Aarhus (Dänemark)
Einladung zum Impuls auf der Tagung „Historische Textilien …“, veranstaltet von der Stadt Leipzig / Grassi-Museum für Angewandte Kunst
A não-tradução de marcadores discursivos nas traduções de romances de José Saramago para o catalão, espanhol, francês e italiano,
Vortrag gehalten am 11.10.2019 im Rahmen der Tagung Romania contexta II: Disparitions, effacements, oublis dans les langues et littératures romanes/ Sparizioni, cancellazioni, dimenticanze nelle lingue e nelle letterature romanze/ Desaparición, obliteración, olvido en las lenguas y literaturas romances/ Desaparecimentos, apagamentos, esquecimentos nas línguas e literaturas românicas, 11-12.10.2019, Facultatea de Litere, Universitatea Babeș-Bolyai,Cluj-Napoca/ Rumänien,
Perspektivenwechsel und interkulturelles Lernen durch Interviews mit Arbeitskollegen während des Auslandspraktikums.
Vortrag gehalten gemeinsam mit Doris Fetscher im Rahmen des 5. Zwickauer Symposium „Sprache und interkulturelle Kommunikation“ : Methoden zur Erforschung von Mehrsprachigkeit und IKK 24.-25. Juni 2019, Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
Kilohertz dynamic Fourier filter for synthetic-aperture binary hologram reconstruction
Thin-film characterization with a dual-channel, dispersion-encoded imaging low-coherence interferometry approach
Evaluation of a high-speed multispectral light source for stroboscopic differential imaging for endocardial examination of Daphnia magna
Multi-spectral imaging system for the structural analysis of highly transparent technical surfaces
In-process monitoring of laser ablation on thin steel membranes by multi-spectral shape from-shading
Development of an experimental setup and a study for the comparison between optical properties and the subjective perception of a quality of a display surface
Supermode Supercontinuumerzeugung im Cladding einer PCF
Profilometrie mittels dispersions-kodierter Interferometrie (DE-LCI)
Nano-3D-Profilometrie auf Basis dispersionskodierter Kurzkohärenzinterferometrie
Ausblick: Forschung unter dem Aspekt Mensch-Computer-Interaktion
A hierarquia de valores e bens morais em "O Caminho da Prosperidade: Proposta de Plano de Governo (2018)": comparações com programas políticos da extrema direita populista europeia
Vortrag gehalten am 19.09.2019 im Rahmen des II Congresso da ABRE (ASSOCIAÇÃO DE BRASILIANISTAS NA EUROPA), EHESS, Paris /Frankreich, 18.-21. September 2019
Grammaire communicative, grammaire de l’énonciation, grammaire de l’interaction et grammaire fonctionnelle : convergences, divergences et applications à l’enseignement du portugais langue non-maternelle
Vortrag gehalten gemeinsam mit Liliane Santos (Université de Lille) im Rahmen der Tagung zu dem Thema: "De la grammaire de la phrase à la grammaire du discours dans les langues romanes" anlässlich der Feier des 95. Geburtstags von Bernard Pottier, Zaragoza / Spanien,, Institución Fernando el Católico, 11.-12.12.2019
3D Slicer – Kostenfreies Softwarepaket zur Darstellung und Verarbeitung von medizinischen Bildern
Risk Management – Theoretical Basis, Comparison and Impact with a short view on special aspects for universities
Abschluss-Workshop Erasmus+ KA2-Projekt KYRMEDU
Moderation
Benennungsmotive für WLAN-Netze im deutschsprachigen Raum und in der Romania – eine Frage der Selbstinszenierung?
Persuasive communication on the Facebook account of the Alternative für Deutschland Saxony
Das Zusammenspiel unterschiedlicher semiotischer Modalitäten in der virtuellen Gesundheits- und Risikokommunikation. Fallbeispiele und Furchtappelle auf deutschsprachigen Präventionswebseiten“, Vortrag im Rahmen der internationalen Tagung „Sprache und Bild in der öffentlichen Kommunikation
Die Benennung deutschsprachiger WLAN-Netze als ‚Ultra-Kurz-Texte‘?
Französische Restaurantkritiken im Internet. Eine linguistische Analyse einer multimodalen Textsorte
Interkulturelles Lernen in einem mehrsprachigen Kontext (Deutschland – Frankreich). Ein Werkstattbericht aus dem Modul ‚Auslandsvorbereitung
La narration autour du café sur le site web français de Nespresso
Franchir les frontières linguistiques et culturelles au travers d’un projet franco-allemand d’enseignement virtuel à l’université
Nachweis der Rückführbarkeit bei Messungen mit dem Koordinatenmessgerät
Measurement and Simulation of Traffic Density in Several Applications
Applications of Machine Learning in Robotics
DAAD Alumni Special Event 2019
Maschinelles Lernen für Assistenzsysteme im Mensch-Maschine-Dialog
KI4me - Roadshow in Sachsen; Elevator-Pitch der Showcases regionaler Unternehmen und Institutionen
Innovative Mechatroniklösungen im Smart Factory Transferlabor
Praxisnahe Möglichkeiten der mehrdimensionalen Regression und Kompensation in Werkzeugmaschinen
Expertenwissen für die Fabrik der Zukunft
Master Mechatronik an der WHZ
The solution of inner and outer Dirichlet problems based on a discrete double-layer potential
The Roads to Mont Pèlerin: Parallel Quests for Order in "Old Chicago" and Freiburg
Ordoliberal Perspectives on European Integration
Innovative Mechatroniklösungen im Smart Factory Transferlabor
Präsentation der Ergebnisse der DFH-geförderten Tagung zur Digitalisierung in der Hochschule, Impulsvortrag auf der Netzwerktagung „Digital Transformation in France and Germany: Consequences for Industry, Society & Higher Education“, Télécom Paris Tech
Autonomia assistida na aquisição da competência intercultural e sociopragmática durante as estadias de estudos e estágio curriculares obrigatórias no país da língua alvo: o projeto Portico
Vortrag gehalten am 05.07.2019 im Rahmen des XXIXe Congrès international de linguistique et de philologie romanes, 1.-6. Juli, Københavns Universitet, Kopenhagen / Dänemark
Juristische Fallstricke auf dem Weg der Impfberatung und Impfaufklärung
Achtsamer Umgang mit sich selbst – Wie Leitungskräfte die Herausforderung im Alltag konstruktiv lösen können!
Mit intergenerativem Management zum Erfolg – dem Fachkräftemangel begegnen
What do you know about the needs, rituals and taboos of other cultures in terms of urinary and fecal incontinence?
Personalnotstand? – Nein danke. Visionen, Strategien und Instrumente zur Personalgewinnung und-bindung
Überwachtes Lernen - Regressionsprobleme
From Plato to Ramanujan
Kommunale Verantwortung für Gesundheit - Telematikunterstützung für die Impulsregion Vogtland 2020
Telematikunterstützung im Vogtland - Beitrag der niedergelassenen Ärzte
Mitarbeitergesundheit in sozialpsychiatrischen Arbeitsfeldern
Belastung und Bewältigung als Thema der Supervision
Die Kriegskinder kommen (nicht) zur Ruhe- Kriegserfahrung in der Pflege von Angehörigen
The development of the interactional competence in L2 of university students by doing interviews with work colleagues during the compulsory internship abroad
Vortrag gehalten an Christi Himmelfahrt 2019 im Rahmen der Tagung "Interactional Competences and Practices in a Second Language" (ICOP-L2), Mälardalens Högskola, Västerås / Schweden, 29.-31.05.2019
Laplace DLTS for perovskite solar cells
Adaptivität in ONYX
On the Eigenvalues of perturbed Toepliz matrices
Attractors for the Eigenvalues of perturbed large Toeplitz matrices
The polycentricity of Portuguese in Textbooks for Portuguese as a Foreign Language
Vortrag gehalten am 23.05.2019 im Rahmen der Tagung "Languages, Nations, Cultures: Pluricentric Languages in Context(s) ", Stockholms Universitet, Institutionen för svenska och flerspråkighet, Stockholm / Schweden, 22.-24.05.2019
New approaches for phosphate recovery applying iron hydroxide containing material in adapted sorption processes
Versorgungsstrukturen für psychisch traumatisierte Kinder in Deutschland
Telematikunterstützung für die Impulsregion Vogtland 2020 - Das Erreichte
Telematikunterstützung für die Impulsregion Vogtland 2020
Das Projekt IVoTeG aus Sicht der Ärzte
Kommunale Verantwortung für Gesundheit - Telematikunterstützung im ländlichen Raum
Heimat ist etwas, was ich mache!
Beheimatung als Konstruktion von Zugehörigkeit
Messwesen und Kalibrierung
Mörfelden, 21.10.2019
Influence of Volume-delay functions on traffic assignment
Responsibility for Internationalisation: The role of the university in enabling students' international mobility
Der Zusammenhang zwischen Controlling und Risikoüberwachungssystemen bei besonderer Konzentration auf KMU mit einer Vorstellung des „Risikowürfels nach Brauweiler“
Sind Chinesen Kollektivisten?
Zur Stichhaltigkeit eines sorgfältig gepflegten Stereotyps.
Vom Begrüßen, Einladen und Schenken – Handlungsroutinen in der interkulturellen Kommunikation
Diesseits und jenseits: Kommunikation über „Grenzen“
Szenische Lehrformate in Seminaren zur Interkulturellen Kommunikation
Was bedeutet Heimat eigentlich heute?
Marcadores discursivos do Português Europeu na tradução literária: uma comparação de marcadores discursivos em romances de José Saramago e suas respectivas traduções para o italiano e o sueco
Vortrag gehalten am 14.12.2018 im Rahmen des Internationalen Kolloquiums "Marcadores Discursivos: O Português como Referência Contrastiva," Faculdade de Letras da Universidade do Porto (FLUP) 13.-14.12.2018, Porto /Portugal
Academic skills for doing (truly) global social science research – how to train the next generation?
Pflegende Angehörige – Stellenwert in der Pflege
Textile Electrodes made from Carbon for electro-chemical Applications in the Building Industry
Die HAW-Professur - Karriereperspektiven nach der Promotion
(gemeinsam mit Doris Fetscher): La entrevista con colegas de trabajo como instrumento de desarrollo de la consciencia sociopragmática de alumnos alemanes durante una práctica curricular en empresa en el mundo iberorománico
Vortrag gehalten am24.10.2018 im Rahmen des VIII Coloquio Internacional del Programa EDICE: "(Des)cortesía, actividades de imagen,e identidad en discursos en español", Universidad de Sevilla, 23.-26.10.2018, Sevilla / Spanien..
Aufarbeitung sexualisierter Gewalt in der DDR im Kontext von Familie und Heimunterbringung
Gespaltene Erinnerung.
Die Kinder der Kriegskinder in der DDR
Der Heimatbegriff im Wandel
Schwierige Beziehungen als Ausdruck ethischer Konflikte?
Umgang mit Beziehungen in der Ethikberatung.
Tagung: Schwierige Bewohner“- „Schwierige Angehörige“ Ethik und Beziehungsdynamiken in der Altenpflege
Heimat - ein missbrauchtes Gefühl?
Psychologische Dimensionen eines umstrittenen Begriffs
(Wem) Hilft Psychiatrie?
Eine Langzeitbeobachtung zur Wirksamkeit psychiatrischer Behandlung aus der Sicht der Supervisorin.
10 Jahre RPK am Rudolf-Virchow-Klinikum Glauchau
15. 6. 2018
Heimat - ein missbrauchtes Gefühl?
Psychologische Dimensionen eines umstrittenen Begriffs
Language Learning & Tandem
Ergebnisse, Vorteile, Perspektiven
Internationale Tagung an der WHZ, 24.10-25.10.2018
Studying Design today (und ähnlich), gehalten u. a. am 20. September 2018, Häme University of Applied Sciences, Hämeenlinna/ Finnland sowie am 4. Februar 2020, Universität Borås (Schweden)
Andrea Bregno. A Reconsideration and Agenda, gehalten am 17. November 2018, Como/ Italien, Vortrag im Rahmen der Tagung „Scultori dello Stato di Milano (1395-1535)”, Mendrisio (Schweiz)
Einladung zur Tagung „Forum Kunstgescchichte Italiens“ an der Universität Freiburg i. Br.
Einladung zur Ausstellungseröffnung und Festansprache im Rahmen einer Ausstellung von Schneeberger Modedesign-Studierenden in Hämeenlinna (Finnland)
Einladung zum (Eröffnungs-)Vortrag der Tagung „Marginale Zeichentechniken“ der Ludwig-Maximilians-Universität München / Zentralinstitut für Kunstgeschichte
Einladung zum Vortrag an der Università della Svizzera Italiana (Schweiz) und der Università degli Studi dell’Insubria (Italien)
Oberflächenstrukturen zur Reibungsreduzierung von Gleitführungen in Werkzeugmaschinen
Holographic characterization and laser structuring of a microphone membrane
Dispersion-controlled low-coherent interferometry for thin-film characterization
Digital holography: Aberration-free imaging
One-shot, nm-precise metrology for in-line applications
Microstructuring of microphone membranes
Eröffnungsrede zur Bischkek Firmenmesse 2018
Projektplanung und –kontrolle unter Unsicherheit
Probevorlesung im Rahmen des Berufungsverfahrens an der Hochschule Zittau-Görlitz
Risk Management – Theoretical Basis, Comparison and Impact
Corporate Governance and Compliance – Theoretical Basis, Comparison and Impact
Markert, Rebekka;
Schäfer, Philipp;
Zirkler, Bernd
Finanzdienstleistungen und Börsengeschäfte für Firmenkunden II
Analyse und Bewertung der Ressourceneffizienz aus betriebswirtschaftlicher Sicht
Aktuelle Fragen und Probleme der Wirtschaft
Ökonomische Betrachtungen zur effizienten Nutzung von Ressourcen
Decentralized Generation of Renewable Energy
Potential for a Greener and Stronger Economy in Turkmenistan
Communication in Science and in Projects: Pitfalls and Errors: Sources of Controversies and Failures
Master Class
Finanzdienstleistungen und Börsengeschäfte für Firmenkunden
Investition und Finanzierung, Virtuelle und Blockvorlesung
Controlling mit Data Envelopment Analysis (DEA)
Messunsicherheitsbudgets für die Koordinatenmesstechnik
Grundlagen der Messunsicherheitsbestimmung und Möglichkeiten zur effizienten Umsetzung in der Praxis
The Power of the Ideal Final Result for Identifying Process Optimization Potential
Quality Check of Parking Structure Layout with and without Driverless Valet Parking
An Approach for different Procedures
Application of Machine Learning in Robotics
Interdisziplinäre Wissenschaftliche Konferenz Mittweida DIGITALISIERUNG IN INDUSTRIE UND GESELLSCHAFT - Arbeiten und Leben im Umfeld der 4. Industriellen Revolution Tagungsgruppe Computational Intelligence/Machine Learning
Methods in Complex Analysis
Discrete Beltrami Equations and a Discrete Pi-Operator
Friedrich von Wieser as Political Economist and Sociologist
The Abandoned Übervater: Max Weber and the Neoliberals
Textile Verbundsysteme zum nachhaltigen Umgang mit natürlichen Ressourcen
Formate von Kindersendungen in schwedischer Gebärdensprache auf dem Barnkanal des SVT: ein Vorbild für das deutsche Kinderfernsehen?
Vortag gehalten am 27.06.2018 im Rahmen des 4. Zwickauer Symposiums Sprache und Interkulturelle Kommunikation, Zwickau, 26.-27.6.2018
Als Dozent in Frankreich, Brasilien und Schweden: eine vergleichende Bilanz
Vortrag gehalten am 14.06.2018 in der Westsächsischen Hochschule Zwickau im Rahmen der Reihe: "Lehrende berichten über ihre Auslandserfahrungen: ".
Extraction of feature-vectors from electroencephalographic data
Development of a Planning System for Deep Brain Stimulation: From Image Series to a Patient-specific Stereotactic Device
Development of a non-invasive brain controlled muscle stimulation system
Ethische Aspekte und Herausforderungen in der Neurowissenschaft
Digitale Transformation im ländlichen Raum - Telematik im Gesundheitswesen als Baustein zur Daseinsvorsorge im ländlichen Raum
Wo geht’s hin bei der ärztlichen Versorgung in Sachsen?
Telematikunterstützung im Vogtland
Veränderte Versorgungsstrukturen mit Telematikunterstützung für die ländliche Region
Adaptive Lernbausteine in ONYX
Attractors for the Eigenvalues of perturbed large Toeplitz matrices
Time-dynamic evaluation of myographic signals of the lower extremities
Stark Eileen, WHZ
Heiland Leonore, WHZ
Seidel Markus, WHZ
Winkler Dirk, ULeipzig, Klinik und Poliklinik für Neurochirurgie
Extraction of feature-vectors from electroencephalographic data
Heilemann Martin, WHZ
Kolbig Silke, WHZ
Seidel Markus, WHZ
Hinderer Ralf, WHZ
Winkler Dirk, ULeipzig, Klinik und Poliklinik für Neurochirurgie
Development of a non-invasive brain controlled muscle stimulation system
Heilemann Martin, WHZ
Stark Eileen, WHZ
Kolbig Silke, WHZ
Füssel Jens, WHZ
Seidel Markus, WHZ
Winkler Dirk, ULeipzig, Klinik und Poliklinik für Neurochirurgie
Microstructured iron hydroxide containing agglomerates for arsenic removal from contaminated water – results of experimental studies
Verkehrsinfrastruktur und hochautomatisierte Fahrszenarien
Anforderungen an die Verkehrsinfrastruktur bei hochautomatisierten Fahren
Chancen und Risiken des hochautomatisierten Fahrens
Chancen und Risiken des hochautomatisierten Fahrens
Photocatalytic active Layers in organic LEDs
Digital Transformation Across the Disciplines – Insights from European Projects
Assistiertes und automatisches Fahren
Neuartige Methodik für den bestandsnahen Ausbau von Landstraßen
Mobilität der Zukunft und intelligente Infrastruktur
Significant approaches in Management Accounting and Auditing
Value based Management within a Sustainable Development Framework
Effectiveness Oriented Management Accounting
A German Perspective called Controlling
Industry 4.0 & Sustainability: Value based Management within a Sustainable Development Framework
Concepts for Profit Management as an integral part of Industrial Engineering
Stimmen die Anreize?
Medizin im Spannungsfeld zwischen Ökonomie und Ethik
Heimat- etwas was ich mache?
Die Rolle der Angehörigen im Beziehungsgeflecht der Pflegesituation
Challenges of Multilingualism in an Educational Setting at University.
Erreurs (culturelles) dans la traduction de textes sur les sites web des offices de tourisme en France – l’exemple des traductions en allemand.
Strategien der Benennung von WLAN-Netzen in der Romania. Ein französisch-italienischer Vergleich.
Kommunikatives Handeln in deutschsprachigen Kinderwunschforen zwischen Social Support und Wettbewerb.
Effets sociétaux et économiques de la numérisation : quelles sont les implications pour les systèmes d’éducation ?
Benennungsmotive für WLAN-Netze im deutschsprachigen Raum – eine Frage der Selbstinszenierung?
Arbeitsschutz unter rechtlichen Gesichtspunkten
Kirigami für Operatorgleichungen
Empowerment und Soziale Netzwerke
Heimat: Annäherung an ein schwieriges Gefühl
Die subjektive Konstuktion von Heimat.
Individuelle und gesellschaftliche Vorraussetzungen für gelingende Beheimatung.
Psychological research in health care system
Erwartungen an moderne Bildung an Universitäten: Notwendigkeit des lebenslangen Lernens und der akademischen Fortbildung
Zusammenarbeit in Bildung und Forschung / Erfahrung, Herausforderung und Wünsche – Best Practice Beispiele: Die Westsächsische Hochschule Zwickau und Ihre Internationalisierungsstrategie für Zentralasien: Kirgistan, Kasachstan und Turkmenistan
Keynote-Vortrag auf der Veranstaltung: „Der DAAD im Dialog mit den Botschaften Zentralasiens“
Austausch fördern – Zusammenhalt stärken: Die Bedeutung von Hochschulkooperation und akademischem Austausch zur Stärkung der Beziehungen zwischen Deutschland und der Region
Runder Tisch mit Botschaftsvertretern, Wissenschaftlern und DAAD-Alumni
Internal Audit in a Multinational Perspective: Problems and Challenges
Flipped Classroom for Distant Learning and International Education
Master Class on "International Partnerships in Education and Science: Challenges and Trends",
Educational needs for Modern Times – The need for life-long learning and further education
International Round-Table “Educational Methodologies of the Future”; Conference on "International Partnerships in Education and Science: Challenges and Trends",
Financial Covenants - Kreditsicherung in Krisenzeiten
International Communication and Management Challenges
E-Portfolios in der internationalen Fernlehre
Ein fakultätsübergreifendes Kooperationsprojekt
Formen und Funktionen fachsprachlicher Elemente auf französischsprachigen Webseiten zur Diabetesprävention.
Formelhafte Sprache in wissenschaftlichen Gutachten des Deutschen.
Sprachliche Vorgeformtheit in der deutschen Geschäftskorrespondenz, am Beispiel von Absageschreiben.
Entwürfe alternativer Öffentlichkeiten im digitalen Raum. Online-Kommentierungen zu François Hollandes Reaktion nach den Pariser Attentaten.
Deutschsprachige Absageschreiben zwischen Musterhaftigkeit und Varianz.
Impoliteness and aggression in the digital sphere: the example of critical user comments concerning Nicolas Sarkozy’s intention to run for the 2017 presidential election in France.
Online-Krebspräventionskampagnen im Spannungsfeld zwischen Aufklärung und Unterhaltung. Ein deutsch-französischer Vergleich.
Metaphern als Strategie des Wissenstransfers und der Persuasion im deutschsprachigen Diskurs der Gesundheitsprävention.
Überlegungen zur Vermittlung substandardlicher Varietäten im DaF-Unterricht.
Das Potenzial polylexikalischer Einheiten im Rahmen der Intensivierung der Intensivierung des Ausdrucks negativer Emotionen. Das Beispiel von Hasskommentaren auf der Facebookseite von Stiftung Warentest.
L'implicite dans les programmes politiques de l’extrême droite
Vortrag gehalten am 5.12.2017 im Rahmen der Tagung: « L'Implicite dans les langues romanes: langue, discours, texte », 4.-5.12.2017, Universidade Aberta, Lissabon / Portugal
Mauerwerkstrocknung mittels leitfähiger Textilien
Mauerwerkstrocknung mittels leitfähiger Textilien
Nanometer-Schichten für optische Anwendungen
O Ato de Fala “Alocução” Numa Gramática Comunicativa da Língua Portuguesa.
Vortrag gehalten am 27.10.2017 im Rahmen des VI SIMELP SIMPÓSIO MUNDIAL DE ESTUDOS DA LÍNGUA PORTUGUESA, Escola Superior de Educação Instituto Politécnico de Santarém / Portugal, 24-28 Oktober 2017
Vortrag auf der „Gernsheim-Studientagung“ des Max-Planck-Instituts für Kunstgeschichte / Bibliotheca Hertziana in Rom (Italien)
Einladung zu einem Vortrag an der Häme-University, Hämeenlinna (Finnland) zum Thema „Studying Design today“
Spatial-resolved determination of cross-linking differences in polymers using imaging low-coherence interferometry
From microscope to fiber mode
Digital holography and endoscopy
Towards high quality digital holographic reconstruction on analog film
Fiber based flexure sensor utilizing the sensitivity of evanescent coupling
Experimental measurement and numerical analysis of group velocity dispersion in cladding modes of an endlessly single-mode photonic crystal fiber
Comparative investigation of methods to determine the group velocity dispersion of an endlessly single-mode photonic crystal fiber
All‐fiber supercontinuum source with flat, high power spectral density in the range between 1.1 μm to 1.4 μm based on an Yb3+ doped nonlinear photonic crystal fiber
Evaluation of the thermal stability of a low-coherence interferometer for precision surface profilometry
Unique method to determine the differential mode delay of specialty multimode fibers
Bestimmung von Schichtdicke und Brechungsindex dünner Filme mittels Fitanalyse
ONYX: neue Variablenkonzepte und adaptive Tests
Adaptive Lernbausteine in ONYX
German Perspectives on Management, Theory and Practice
Textile Verbundsysteme zum nachhaltigen Umgang mit natürlichen Ressourcen
Textile Verbundsysteme zum nachhaltigen Umgang mit natürlichen Ressourcen
As variedades do português em manuais de PLE.
Finanzdienstleistungen und Börsengeschäfte für Firmenkunden II
Relevance of the Basel III in Context of Companies´ Financing Possibilities
Elementary discrete holomorphic functions
Zukunft der global-digitalen Bürgergesellschaft
Current Challenges to Eastern European Democracies
Haftung und Verantwortung
The Weber-Wieser Connection: Early Economic Sociology as a Skeleton Key
F.A. Hayek as a Political Economist and Social Philosopher
Civil Society and Current Challenges to Liberalism
Destabilisierung des Westens: Kann eine Neue Ordnungsökonomik dagegen helfen?
Power and Its Relevance for Austrian Economics
Ordoliberalism and the Austrian School: Two Complementary Perspectives
Milton Friedman's Involvement in Chile
Kann klinische Ethikberatung Moral Distress verhindern- begrenzen - vorbeugen?
Differenzen zwischen Pflegenden und Ärzten bei Anfragen an Klinische Ethikberatung
CHIMPS- Children of Mental Ill Parents.
Special Educational Needs and Support.
Psychological Support in German Health Care System.
Roles, Duties and Cooperations of Psychologists in Hospitals and Outpatient Services.
„Zum Brasilienbild in deutschen Ratgebern und Trainingsmaterialien zur Interkulturellen Kommunikation“
Vortrag gehalten am 26.6.2017 im Rahmen des 3. Zwickauer Symposiums Sprache und Interkulturelle Kommunikation, Westsächsische Hochschule Zwickau, 26.-27. Juni 2017
Nicht invasive Messung von elektroenzephalographischen und elektromyographischen Signalen, zur Analyse zeitabhängiger Aktivitäten
Non-invasive measurement of electroencephalographic and electromyographic signals for the development of a brain controlled muscle stimulation system
Ist eine Archivierung der digitalen Pflegedokumentation in der stationären Altenhilfe notwendig?
Archivierung von Pflegedaten
Großschadensereignisse
Financial Covenants
Kreditsicherung in Krisenzeiten
Identitätskonstruktionen und Beheimatungsprozesse
Fremdheit und Identität aus entwicklungspsychologischer Sicht
Heimaten erfinden- Was heißt Heimat in einer globalisierten Welt?
Heimat und Identität als biographische Konstruktion
Heimat ist etwas, was ich mache
Neuartige Entwurfsmethodik für den Um- und Ausbau von Landstraßen
Arbeitsmedizin aus Sicht von Studierenden der Humanmedizin und aus Sicht von Arbeitsmedizinern und Betriebsärzten – eine Gegenüberstellung.
Studentische Micro-Teaching Videos
Der GER als Messinstrument für fach- und berufsbezogene Fremdsprachenkompetenz? – Eine Bestandsaufnahme.
Multifunktionale Infrastrukturkorridore als Grundlage für die Einführung der Elektromobilität
Digitale Straßendaten als Vorwissen für hochautomatisierte Fahrzeuge
Starterpaket zum Einstieg in den deutschen Alltag (Projektvorstellung)
Mit Deutsch-als-Fremd- und Fachsprache ins Studium - Herausforderungen - Sachstand - Perspektiven
(Impulsvortrag)
Integriert, Multimedial und Autonom - MINT-Fachdeutsch für Geflüchtete
Praxisbeispiele MINT-DaF & Studienvorbereitung
Technisches Deutsch an der WHZ als studienbegleitender Deutschkurs
Deutsch als Fremdsprache an der WHZ - Konzeption und Erfahrungen
Technologies & ESP: Improving Student Engagement
Deutsch als Fremdsprache an der WHZ - Konzeption und Erfahrungen (German as a Freign Language for International Students)
Unterstützung autonomen Lernens im Sprachtandem mit Hilfe von E-Portfolios an der WHZ. Konzept und Evaluation
International Master Study Programme Road Traffic Engineering
Internationaler Master-Studiengang Road Traffic Engineering
Auswirkungen des fahrerlosen Valet Parkings auf die Verkehrsqualität in Parkbauten
Das optionale Auslandsmodul im Studiengang Verkehrssystemtechnik
Der populistische Diskurs der AfD im Programm zur Bundestagswahl 2017.
Globalization strategies in psychology and philosophy – a comparison of disciplines
China’s growing role in global science – Rethinking German-Chinese science cooperation
Kritische Interkulturelle Kommunikation – oder nicht? Herausforderungen für Forschung und Lehre
Bildungsmigration als Gegenstand kulturpsychologischer Analyse: Chinesische Studierende in Deutschland
Forschendes Lernen mit qualitativen Methoden – Erfahrungen aus der Praxis interkultureller Lehrforschungsprojekte
„Und dann bin ich nach China zurück“ – Potentiale kulturpsychologischer Analyse interkultureller Erfahrung
Discrete holomorphic functions. A summary of my Habilitation
Traffic calming and its influence on traffic, safety and environment
Lehrkonzept, Evaluation und Hospitation: Untersuchung einer „guten Vorlesung“
Vernetztes Denken
Wien, 24.11.2016
Interpretação em contexto hospitalar: como intérpretes não-profissionais manejam situações ameaçadoras de face
Vortrag gehalten am 24.11.2016 im Rahmen des "Colóquio Comemorativo dos 40 anos do Centro de Linguística da Universidade do Porto (CLUP)", 24.-25. November 2016, Faculdade de Letras da Universidade do Porto, Porto / Portugal
Gesetzliche Grundlagen des Katastrophenschutzes und des Massenanfall von Verletzten auf Bundes- und Landesebene
Der neue Expertenstandard – Erhaltung und Förderung der Mobilität in der Pfl ege
Das Bild der abrahamitischen Religionen in den Parteiprogrammen rechtsextremer und rechtspopulistischer Parteien in west- und nordeuropäischen EU-Ländern
Entwicklung von kennzeichnungsfreien Hochleistungspasten zur Verhinderung von Schwingungsverschleiß
Der iberoromanische Sprachraum: Europas Brücke nach Afrika, Amerika und Asien
Les religions abrahamites dans le discours du Front National dans le contexte d’extrêmes droites populistes européennes
Pflegeberufereformgesetz – Aktueller Stand
Beinprothese 2.1
Patientenspezifisch einstellbares modulares Hüftimplantatsystem
Aufbau eines faserbasierten Femtosekundenlasers für die akademische Ausbildung
Two-dimensional low-coherence interferometry for the characterization of nanometer-wafer-topographies
Measurement of surface topographies in the nm-range for power chip technologies by a modified low-coherence interferometer
Bildung und Menschenwürde: Erfahrungen zur Einführung eines propädeutischen Jahres für studieninteressierte Geflüchtete an der WHZ
Impulsvortrag gehalten am 12.10.2016 im Rahmen des DAAD-Regionaltreffen Berlin: Welcome – Studierende engagieren sich für Flüchtlinge: Austausch, Vernetzung, Best Practices, Hochschule für Technik und Wirtschaft Berlin
On the complexity of computational problems: the Solvability Complexity Index
Financial Covenants in der Unternehmenskrise
Projektphase I: Einsatz akademischer Pflegemitarbeiter und Nursing Development Units (NDU) – Konzeptentwicklung.
Der mögliche Brexit als Herausforderung für die Europäische Integration?
Power as a Blind Spot of Austrian Economics
Die Möglichkeiten für KMUs in Belarus
Paleo- and Neoliberals: Ludwig von Mises and the "Ordo-interventionists"
Ordoliberalism and the Austrian School: Two Complementary Perspectives
The Conjoint Quest for a Liberal Positive Program: "Old Chicago", Freiburg, and Hayek
Friedrich von Wieser as Political Economist and Sociologist
Why Friedrich von Wieser and the Concept of Power Matter for Austrian Economists
Paleo- and Neoliberals: Ludwig von Mises and the "Ordo-interventionists"
Friedrich von Wieser als politischer Ökonom und Soziologe
Aktuelle Entwicklungen im Bereich der Textilveredlung
Der Umgang mit face-bedrohenden Situationen in ad-hoc gedolmetschter Arzt-Patienten-Kommunikation
Vortrag im Rahmen des Symposium „Mehrsprachigkeit und Interkulturelle Kommunikation“, Westsächsische Hochschule Zwickau (WHZ), Campus Scheffelberg, 29.-30. Juni 2016
Análise contrastiva do uso de formas nominais e pronominais de tratamento em dois debates eleitorais: Lula vs. Alckmin (2006) e Rajoy vs. Rubalcaba (2011)
Der spinale Querschnitt-Wege aus der Hilflosigkeit unter Nutzung modulierter Hirnströme“,
Laser Interferenz Lithographie am Nanolab der WHZ
Das Nanolab an der WHZ
Entropy, s-numbers and Eigenvalues
Peaceful use of Unmanned Aerial Vehicles (UAV) exemplified at the Agricultural Sector
Financial Covenants in der Unternehmenskrise
Mikrostrukturierte Agglomerate auf der Basis von Eisenverbindungen
Lebensqualität in der Langzeitpflege ermöglichen
Pflegeunternehmen zukunftssicher machen - aber wie?
Blase und Gehirn „Pflegerischer Alltag im Wandel“
Teamentwicklung – Chancen und Grenzen
Instrumente der Konfliktlösung im beruflichen Alltag“ Mediative Führungskompetenz
Strategische Ausrichtung von Pflegeeinrichtungen
Pflegebedürftige besser verstehen, Pflegequalität steigern – erfolgreicher Umgang mit Tabuthemen
Europa- Fluchtort oder Heimat des Sozialen?
7 Thesen zur Zukunft des Sozialen
Identität braucht Anerkennung- Konstruktion von Identitäten im Spiegel heterogener Familienformen
Heimat- Verwurzelung in einer globalisierten Welt.
Heimaten (er)finden
Heimat 3.0: Abschied vom Biedermeier
Möglichkeiten und Grenzen ethische Probleme in der Supervision zu bearbeiten
Gerontologie und demografische Entwicklung.
Interkulturelle Kommunikation
Anodisch oxidiertes Aluminium als Formwerkzeug für nanostrukturierte Antireflexionsschichten
Analyse und Nachbildung komplexer Masseanordnungen bei der EMV-Validierung von Kompaktzündspulen
23. – 25.02.2016; Düsseldorf
Analyse der Störunterdrückung von HV-Systemen von E-Fahrzeugen
23. – 25.02.2016; Düsseldorf
EMV von Hochvoltsysteme in Elektrofahrzeugen
EMV – Störquellen, Kopplungswege und Störfestigkeitsprüftechnik
EMV im Kraftfahrzeug – Anforderungen sowie Nachweis der Störfestigkeit und Störaussendung von Fahrzeugen
EMV-Mess- und Prüftechnik auf Schaltkreisebene
EMV-Entwicklungsprozess, Mess- und Prüftechnik sowie EMV von Elektro- und Hybridfahrzeugen
Wirtschaftsmathematik‐Studiengänge in Sachsen
Sozialpsychiatrie in einer polarisierten Welt
Grundlagen der Messunsicherheitsanalyse
Das ABC der Messunsicherheitsbudgets
Über Komplexität mathematischer Probleme: der Solvability Complexity Index
Über die Anwendbarkeit von Approximationsverfahren
Introduction to the e-Learning network in mathematics in Saxony - E-Assessments with ONYX and MAXIMA
“Learner knowledge assessment in e-Learning enabled teaching”
IBS Laubusch, May 2016
Bereitstellung von systemunabhängigen erweiterten Online Self-Assessments für den Mathematikbereich
Innovative Lehre in Informatik und Naturwissenschaften,
Mathematik in den Naturwissenschaften,
TU Dresden, Februar 2016
Ambient Assisted Living
Vortrag auf dem 6. Dresdner Medizintechnik-Symposium
Wie viel Englisch braucht die Hochschule?
Numerische Homogenisierung viskoelastischer Faserverbunde
China-Deutschland-China: Remigrationserfahrungen chinesischer Absolvent/-innen deutscher Hochschulen
Perspektivenwechsel? Chinesische Ansätze zur Erforschung interkultureller Kommunikation
„Wei“ und „Wu-Wei“: Ein psychologischer Blick auf daoistische Handlungstheorien
Chinese Geopolitics in Southeast Asia: A new pattern of economic power?
Nationale Stereotype und kulturelle Adaptation in der Automobilwerbung. Ein cross-medialer Vergleich des Deutschen, Französischen, Spanischen und Italienischen
Rost in peace“, „Bus auf weiteres“, „Van schon, den schon“ – die kreative Abwandlung von Phraseologismen in Artikelüberschriften der Special Interest-Zeitschrift Auto, Motor, Sport
Die didaktische Konzeption deutschsprachiger Italienischlehrwerke von 1930 bis zur Gegenwart“, Vortrag auf dem XXXI. Romanistischen Kolloquium („Geschichte des Fremdsprachenstudiums in der Romania
Sie sollten die Meinungen einiger überfressener Gelangweilter nicht überbewerten: La construction identitaire dans les forums de discussion allemands du domaine de la gastronomie
Dicke Arme machen oder mit offenen Karten spielen. Kundenbeschwerden auf Facebook: Kollokationen und Phraseolexeme als Intensivierungsstrategie
Online-Kundenbeschwerden im interlingualen Vergleich – am Beispiel des Facebookauftritts der Mobilfunkanbieter Vodafone (Deutschland) und SFR (Frankreich)
Tu nous a quitté pour rejoindre un nouveau paradis“: Strategien des Sharing auf virtuellen Friedhöfen im französischsprachigen Internet
Sarkozy sort aussi son livre torche-cul présidentiel ! » Entwürfe alternativer, digitaler Öffentlichkeiten im Kontext des französischen Präsidentschaftswahlkampfs 2017
Rost in peace“, „Bus auf weiteres“, „Van schon, den schon“ – phraseodidaktische Überlegungen zum Einsatz kreativ abgewandelter Phraseologismen in journalistischen Texten
Das Kommentieren von Unternehmensaktivitäten – am Beispiel von Kundenbeschwerden auf der Facebookseite von Vodafone
Digitalization and Industry 4.0 in context of modern Management Accounting Practices
Interkulturelle pädagogische Diagnostik.
Nutzung einheitlicher digitaler Straßendaten als Vorwissen für hochautomatisiertes Fahren
Straßendaten als Grundlage für hochautomatisiertes Fahren
An approach to consider the influence of Traffic density to the energy consumption of electric vehicles
Seminar of the Institute of Road and Railway Engineering
Selbsteinschätzung des Lernfortschritts von Teilnehmerinnen und Teilnehmern am Sprach-Tandemprojekt
Quality Check of Parking Structure Layouts
Approach to a Procedure
La déixis et la modalité épistémique: comparaisons romanes
Die Regulierung der interlokutiven Distanz durch Anredeformen im Portugiesischen
Tagungsprogramm: http://www.fb06.uni-mainz.de/ikk/Dateien/57.AAG_Programm.pdf
Patientensicherheit am Beispiel der Sturzprävention
Tolerierung von Maß-, Form- und Lageabweichungen - Stand und Tendenzen der intrenationalen Normung
Tolerierungsgrundsätze und ISO 1101
Messing, Pappe oder Schaum – Wie wirkt die Wand eines Blasinstrumentes?
Lehrstuhl für Angewandte Mechanik am 01.06.2015
Serientötung von Patienten
20 Jahre Pflegeversicherung – Was kommt jetzt?
Experimental measurement of group velocity dispersion during operation in large-mode-area Yb³+ doped fibers
Dispersionsmessung von Large Mode-Area Yb³+ Dotierten Doppelkernfasern mittels Zeit-Frequenzbereichs-Weißlichtinterferometrie im Laserresonator
Experimental measurement of group velocity dispersion during operation in cladding-pumped largemode area Yb-doped fibers
Cross-linking characterization of polymers based on their optical dispersion utilizing a white-light interferometer
All-in-fiber supercontinuum light sources and their applications in optical metrology
Characterization of a dispersion-controlled approach to surface profilometry on wafers using a white-light interferometer
Beinprothese 2.0 - Erfassung der Geometrie und Belastungsverteilung in einer Beinprothse
Ultrafast for everyone
Ultrakurze Laserpulse, oder warum es gut ist, wenn man einen besonders Kurzen hat
Untersuchungen zur laserbasierten Oberflächenstrukturierung für Implantate
Messverfahren zur Oberflächenprofilkontrolle bei der Lasermaterialbearbeitung
Biologische Lebenderkennung von Saccharomyces cerevisiae mit Hilfe von Fluoreszenzlebensdauermessungen
Fiber Optic Based Flexure Sensor Exploiting Mode Coupling
Robust fiber optic flexure sensor exploiting mode coupling in few-mode fiber
Bewegungsdetektion und Anwendungen
Face revisited from an Iberoromance perspective
O ato de fala desculpa numa gramática comunicativa do português
Entwicklung von kennzeichnungsfreien Schmierstoffen für Spannfutter
Wenn DaF auf MINT trifft - Integriertes Fach- und Sprachlernen am Beispiel "Technisches Deutsch" an der Westsächsischen Hochschule Zwickau
Book Reviews Revisited - Lessons Learned from the Review Editor's Desk
Untersuchung der Einflussfaktoren von Teilnehmerzufriedenheit mit betrieblicher Gesundheitsförderung
Experience in developing an International double-degree Master programme
Konzeption und Didaktik für den Übersetzungsunterricht
The Genesis of the Austrian School of Economics
Ordnungstheorie und Gestalttheorie
Current Challenges to Austrian Economists
Individualism and Demographic Change
Bulgarien und Rumänien 8 Jahre nach dem EU-Beitritt
Ordoliberalism as a Peculiar Political Economy Approach
“Du musst wissen, welche Stärke du hast“- Remigrationserfahrungen chinesischer Absolventen deutscher Hochschulen.
Towards World Social Sciences: Why criticizing ‘Western Hegemony’ does not help.
Intercultural Learning: Experiences of Chinese and German Students.
Kontinuierliche Aushandlung der interlokutiven Distanz: portugiesische Anredeformen im Diskurs
On the negotiation of interlocutive distance in interaction: The Portuguese address forms in discourse and its implications for im/ politeness
PLE para contextos empresariais: oportunidades e desafios
S'otor - hombre - candidato . Madame": formas nominais de tratamento em cinco debates eleitorais alemão, brasileiro, espanhol, francês e português
Nanoreplikation mit Roll2Roll
Applications of thermal nano imprint lithography
Development of new reactive white solid lubricant pastes for preventing fretting wear
EMV-Anforderungen für Elektrofahrzeuge
Störfestigkeits-Prüfverfahren für integrierte Schaltungen
Nutzen von Akkreditierung und Qualitätsmanagement an einer Universität mit internationaler Ausrichtung
A Bearing Point in Scientific Education, Cooperation and innovative Structure and Procedures in Central Asia
Use of Webinars as Methods of Distant Teaching Concept and Evaluation at the German-Kazakh University in Almaty
Verstetigung der Präsenz- und Online-Wissensvermittlung zur Kompetenz-Erweiterung der Lehrenden und Studierenden an der Deutsch-Kasachischen Universität (DKU)
Anwendung von Neuen Medien in der Hochschullehre Eine Analyse der Herausforderungen und Potentiale am Beispiel der Deutsch-Kasachischen Universität (DKU))
Anwendung von Neuen Medien in der Hochschullehre
Eine Analyse der Herausforderungen und Potentiale am Beispiel der Deutsch-Kasachischen Universität (DKU) Almaty
The Basel Agreements in their Historical Context
„Ob ich Nackenschmerzen habe?! – Fragen Sie meinen Arzt!“ – Der Einfluss von Neurotizismus auf selbstberichtete und ärztlich diagnostizierte Nackenbeschwerden
Nutzen und Herausforderung eines Programms zur betrieblichen Gesundheitsförderung für Betroffene mit erhöhtem Burn-Out-Risiko
Arbeitsbezogene Wirbelsäulenbelastungen in der Berufsgruppe der Zerspanungsmechaniker
Benefits and barriers of worksite health promotion program from the management perspective
How I feel and what the physician says: The impact of organizational constraints and social support on self-reported and objective measured neck problems and the role of neuroticism
Gesundheitsförderung am Arbeitsplatz (Berufs-) Schule
Ultraschallunterstützte Bearbeitung
Innovationen in der Fertigungstechnik
Was jede Lehrkraft über Interkulturalität wissen sollte.
Was jede Lehrkraft über Interkulturalität wissen sollte.
Brazing Technology – Advances and Challenges
Intergeneratives Management – der optimale Kompetenz- und Personalmix zwischen Jung und Alt
Personal(not)stand? – Nein, danke. Visionen, Strategien und Instrumente
Netzwerkarbeit und Innovation – wie geht das?
Handlungsansätze zur Inkontinenzversorgung für Führungskräfte in der Langzeitpflege
Understanding a dependent person – dealing with difficult situations in long-term care
Dignity and Incontinence
Ein Plädoyer für Europa – Chancen für die Sozialwirtschaft in Deutschland. Erfahrungen und Visionen aus der europäischen Langzeitpflege
Intergeneratives Management
Personal(not)stand? – Nein, danke. Visionen, Strategien und Instrumente
Personal(not)stand? – Nein, danke. Visionen, Strategien und Instrumente
Innovationen durch Netzwerke: Wie nutzen wir Beziehungsstrukturen optimal aus?
Environemental Effects of Traffic and Best Practicable Environemental Options and Facilities
THE ANSWER TO FRETTING WEAR – REACTIVE WHITE SOLID LUBRICANTS: New developments based on unclassified additives according to EU Regulations
1st INTERNATIONAL CONFERENCE ON TRIBOLOGY
7 – 9 October 2015
Das Pflegeheim, die Pflegebedürftigkeit – eine Zäsur im Familienleben.
Workshop Psychiatrie.
Forschungsarbeit und Projektmanagement mit Führungspersonen. Vortrag und Workshop.
Essential pseudospectra and essential norms of band-dominated operators
About complex and hypercomplex exponential functions and a discretization in the complex case
The relationship between linear elasticity theory and complex function theory studied on the basis of finite differences
20.07.-22.07.2015
Finite differences as usefultool for solving problems in fracture mechanics
Augmented Reality
Datenbrillen für die Industrie?
Kapital-Transparenz/Effizienz
Ausgangspunkt eines Turnarounds
Trassierungs- und Prüfmethodik für Planung von Trainingsstrecken
Introduction on Notarized Translation in Germany
Paradigmenwechsel in der Pflegeversicherung
English schreiben im und über das Fach - Wie lehrt und lernt man das in den Technik- und Ingenieurwissenschaften?
Do movimento espacial a modalidade, aspectualidade e temporalidade
sobre a gramaticalização dos verbos de movimento ir e vir e os papéis textuais
Mobilität der Zukunft
Zukunft lernen
Werkstoffdaten, Moden und akustische Merkmale von klassischen Gitarren
Lehrstuhl für Angewandte Mechanik am 19.04.2014
Verhältnis Steifigkeit zur Masse - immer höher oder gibt es vielleicht ein Optimum?
Wissenschaftlich Schreiben mit oder ohne Standard?
Meine Sprache = Deine Sprache? - Schüler erforschen Sprachdynamik
Deutsch-als-Fachsprache im MINT-Bereich - Merkmale, Erfahrungen und Herausforderungen
Internationaler Expertenworkshop Deutsch als Fremdsprache für MINT-Fächer: Grundlagen und curriculare Ansätze, (Herder-Institut und American Association of Teachers of Geman), 25.07.2014
Zwischen Smartphone und Big Data. Wie sieht Fachkommunikation 3.0 aus?
Vorsicht Jugendsprache!? - Merkmale und Potentiale
Kopieren statt Kooperieren - Über die Wirkung von Versprechern und anderen Sprachpannen in der Kommunikation
Sprache im Wandel: Wie sieht unsere Sprache der Zukunft aus? DEUTSCH 3.0
Finanzdienstleistungen und Börsengeschäfte für Firmenkunden I
Ordoliberalismus: der "gute" Neoliberalismus?
Die Ordnung der Freiheit. Inspirationen aus der Theoriegeschichte des Neoliberalismus für die heutige Ökonomik
Alternatives to Anarcho-Capitalism. F. A. Hayek, Ordoliberalism, and the Reason of Rules
Interkulturelles Lernen im Kulturkontakt: Deutschland – China.
“Im Ausland erweitern wir den Horizont”: Erfahrungen chinesischer Absolvent/-innen deutscher Hochschulen.
Neue Tendenzen und Veränderungen im Berufsumfeld als Übersetzer und Dolmetscher
Konzept und methodisch-didaktische Herausforderungen in interkulturellen Lernsettings am Beispiel des Doppelmasterstudiengangs
Languages and Business Administration German-Chinese
Routineformeln in der Alltagskommunikation und ihre interkulturellen Implikationen
Routineformeln in der Alltagskommunikation und ihre interkulturellen Implikationen
Producing and feeling distance and closeness in German
Spanish intercultural e-mail communication in a university setting
Intercultural Learning by Teletandem
Sinais de ouvinte em conversações entre médicos e pacientes
comparações entre conversações intermediadas por intérpretes e conversações monolíngües portuguesas
Das Herausbilden pragmatisch-kommunikativer Handlungskompetenz in der Französischlehrerausbildung mittels Sozialer Medien. Am Beispiel von bewertenden Sprachhandlungen
Pour ou contre la césarienne
Konsens und Dissens in französischen Diskussionsforen zu Schwangerschaft und Geburt
Leitung der Sektion Medizinische Linguistik (zusammen mit Dr. Martin Döring, Hamburg)
Sprachnormen, Community Building und Identity Ma-nagement in der deutschen und französischen Kommunikation in Sozialen Medien
Ein Vergleich von Formen und Funktionen von Komplimenten in Diskussionsforen zu Schwangerschaft und Geburt
Formen und Funktionen von Komplimenten in der deutschen und französischen Forenkommunikation
Ein Vergleich der Kommentare in Diskussionsforen zu Schwangerschaft und Geburt
China’s emerging role in Asia in the mirror of German media reports
China’s Emerging Role in Asia in International and Interdisciplinary Perspective
Aufbau des Nanolab Zwickau
Aktuelle Forschungsschwerpunkte und die Dienstleistungsmöglichkeiten in der Mikro- und Nanotechnologie
Anodized aluminum as a mold for nanostructured anti-reflection coatings
Charakterisierung eines thermoformbaren Resistmaterials für die Nanoimprint-Lithographie
Bedeutung der Testbedingungen für die Entwicklung von Hochleistungsschmierstoffen zur Verhinderung von Schwingungsverschleiß mittels des SRV®-Prüfstandes nach DIN 51834
Bewertung von Honstrukturen im Ring-Liner-Kontakt an einem optimierten Oszilliationstribometer
Characterizing corrosive wear of chemically reactive surface layers on metal brake disc materials
Realsystemäquivalente Untersuchungen des Ring-Liner-Kontaktes im Labormaßstab – ein Lösungsansatz;
ein Lösungsansatz
Konzept und methodisch-didaktische Herausforderungen für den Übersetzungsunterricht in einem bikulturellen Lernsetting mit chinesischen und deutschen Studierenden
Mainland China and Taiwan Relation
An Approach to Reunification?
Die Bedeutung des Controllings und der Internen Revision im Rahmen der Basel-II-Erfordernisse
Die Entwicklung und der Status der Basel-Abkommen und ihr Einfluss auf Unternehmen
Risiken für Unternehmen aufgrund möglicher Auswirkungen der Basel III-Regularien auf die Unternehmensfinanzierung
History, Development and Perspectives of the 3 Basel-Accords
Browsing through Economic History from the 1970s to the 2010s
AUKOM F&L (Form- und Lagetoleranzen)
How to deal with sociopragmatic inadequacies in intercultural communication at the working place.
Assessing Language Skills in the English for Engineering Students’ Classroom
Routineformeln in der Alltagskommunikation und ihre interkulturellen Implikationen
Routineformeln in der Alltagskommunikation und ihre interkulturellen Implikationen
Denglish – More than just a slip of tongue
Wie fachspezifisch kann/sollte ein Fremdsprachenkurs sein?
Ein Erfahrungsbericht aus der fachbezogenen Englischausbildung für den Bereich Physikalische Technik an der WHZ
Comunicação intercultural em interação:
apresentação de um projeto empírico
On some approximate methods for Bayesian inversion for pdes with random parameters
On some approximate methods for Bayesian inversion for pdes with random parameters
Remarks on approximate methods for Bayesian inversion for pdes with random parameters
EnKF and PCE-KF and uncertainty quantification for pdes with random parameters
International Career Services on the Example of the German Chinese University of Applied Sciences (CDHAW)
Aging – Changes of the Human Body
Medical information – diseases and chronic diseases, physical disabilities and impairments, statistics, inclusion and handicaps
Ein IT-Architektur-Modell für Wohnungsquartierbasierte AAL-Lösungen
AAL Datenverarbeitung vor dem Hintergrund eines (langfristigen) Gesundheitsmonitorings
AAL-Integrationsaspekte zwischen Wohnung und Leistungserbringer
AAL Datenverarbeitung vor dem Hintergrund eines (langfristigen) Gesundheitsmonitorings
Reha vor Pflege
Vorstellung des Barmer GEK Pflegereport 2013
Pflege und Integrierte Versorgung
„Frischer Wind für die Integrierte Versorgung – Perspektiven der neuen Legislaturperiode der Bundesregierung“,
Stand der Entwicklung der Gesundheitsfachberufe in Deutschland
Patientensicherheit
Seminar „Gesundheitspolitik in der Bundesrepublik Deutschland"
Pflege 2030 – schöne neue Welt !?
Nutzungsbereitschaft von AAL-Assistenzfunktionen und Verhaltens-Profiling im Projekt A²LICE
Akzeptanzforschung zu Anwendungsbereichen von Ambient Assisted Living und sensorbasierte Aktivitätserkennung im Projekt A²LICE
Was kann ein psychomotorisches Übungsgerät? Eine Wirkungsanalyse des Sensi Controlers XX edycja Międzynarodowego Dnia Inwalidy Zgorzelec 2014
Die integrative Nutzung von Sportgeräten im Spannungsfeld des demographischen Wandels
Ein Sinn für Zahlen
Sign Language Use in Aging Deaf People. Crossing Linguistic and Modal Boundaries.
Lebensqualität und Menschenwürde
Strategische Ausrichtung von Pflegeeinrichtungen
Demenzfreundliche Kommunen
Wozu brauchen wir E-Qalin®?
Mit Facebook zu neuem Personal…
Facebook in der Personalgewinnung…
Facebook in der ambulanten Pflege…
Mit Facebook zu neuem Personal…
Mensch-Maschine-Systeme
Carbonbeton
Leistungselektronische Optimierung des Formierens von Lithium-Ionen-Zellen
Erneuerbare Energien
die Herausforderung für eine saubere Zukunft
Control Design of Series Connected MOSFETs for High Voltage Applications
Stationäre Energiespeicher für elektrische Energieversorgungssysteme
The next generation of data glasses
Die nächste Generation von Datenbrillen
Aktuelle Anwendungsszenarien von Datenbrillen
Hybridisierung und Trends im Fahrzeugbau
Untersuchung der innermotorischen Strömungsvorgänge bei einer vollvariablen Ventilsteuerung mit Hilfe der numerischen Strömungsmechanik
Beurteilung der Qualität von Parkbauentwürfen
ein Verfahrensansatz
Energieeffiziente Fernwärmeversorgung unter Nutzung von Grubenwasser
Intelligente Wärmenetze
Ausbildung und Forschung an der WHZ auf dem Gebiet der Versorgungs- und Energietechnik
Steigerung der thermischen Behaglichkeit durch körpernahe Wärmeübertragung am Arbeitsplatz
Main Reserche Direktion on the Geometric
Design Field in Germany
Verkehrsinfrastruktur und Elektromobilität
Neuartige Anforderungen an die Verkehrsinfrastruktur
Praktikumsversuche mit einem Demonstrator für indirekte Geräuschentstehung
Konstruktion – Simulation – Optimierung in Lehre und Forschung
Beurteilung der Qualität von Parkbauentwürfen
On the Spontaneity of the Spontaneous Order
Ordoliberals Facing Socio-Economic Crises
Performance Evaluation of Metaheuristics for the Simulation-based Optimization of Material Flow Models, Abstract an Talk
Traffic density as a factor in energy consumption of electric vehicles
Some aspects of the estimation of traffic density and its influence on energy consumption
Ausgewählte Forschungsperspektiven auf dem Gebiet der Verkehrssimulation
German-Mexican Study Programs
Best Practices, Industry Partnership, Future Endeavors
Evidence-Based Learning
Organization of ePortfolio in Academic Education and further Education at the West Saxony University of Zwickau
Various Dimensions for Multiplying Study Offers by Stakeholders in Educational Networks
China's Emerging Role in Asia in International and Interdisciplinary Perspective
Wandel der Lebensformen und Auswirkungen auf die seelische Gesundheit
Die soziale Konstruktion von Heimat(lichkeit) und der Einfluss von Medien
Lokale Medien in einer globalen Welt.
Heimat ist etwas, was ich mache! Basis für Beteiligung und Nachhaltigkeit
Die Veränderung von Heimat in einer globalisierten Welt Sorben und Deutsche
Heimat Lausitz- Fremde Lausitz
Special Aspects of the Introduction of Information Technology in Industrial Clusters exemplified with ERP-Software under special Consideration of small and mediumsized Entities
4. Wissenschaftspraktische Konferenz «Probleme und Entwicklungsperspektiven der informativen Gesellschaft: Modelle und Lösungen», 25.04.2014, Uraler Hochschule für Wirtschaft, Verwaltung und Recht, Yekaterinburg/Russische Föderation und Zwickau (Videokonferenz)
Risks, Implications and Effects of the Basel-III-Accord on the Financing of Companies
The Financial Crisis – Reasons, Causes, and Effects
Use of Webinars as Methods of Distant Teaching
Concept and Evaluation, International Round-Table “Educational Methodologies of the Future”
Erwartungen von Studierenden an ihren künftigen Arbeitsplatz
Ergebnisse der Online-Erhebung 2014 an der Westsächsischen Hochschule Zwickau
Schwingungsverschleiß
Simulation im Maschinenbau
Schraubenverbindungen
Berechnung, Gestaltung, Anwendung (Leitung und Vorträge)
Schraubenverbindungen in Windkraftanlagen
Grundlagen, Auslegung und Montage
Mehrschraubenverbindungen
Auslegung und Berechnung nach VDI 2230, Bl. 2
Fachseminar zu Berechnung, Gestaltung, Sicherung von Schraubenverbindungen und Montage größerer Schrauben
Schraubenverbindungen
Berechnung, Gestaltung, Anwendung (Leitung und Vorträge)
Weiterentwicklung der Richtlinie VDI 2230
Der Umgang mit der Schraubenverbindung in der Gestaltungsphase
Anwendung der neu gefassten Richtlinie VDI 2230
Zur Ermittlung der Montagevorspannkraft auf der Basis von Längenmessungen und der anteiligen Schraubennachgiebigkeit
Messung der Schraubenvorspannkräfte in Mehrschraubenverbindungen von PKW’s im Betrieb
Berechnung der Lastverteilung bei Schraubenverbindungen unter Querlängsbelastung
Erweiterung des Konzepts zum Nachweis der Be-triebsbeanspruchung nach VDI 2230
Bl. 1
Rechnerische Ermittlung der Kerbwirkungszahl von Unrundprofilen unter reiner Torsionsbelastung und Vergleich mit dem genormten Zahnwellenprofil nach DIN 5480
Automatische FE-Netzgenerierung für unrunde Welle-Nabe-Verbindungen
programbasierende und neutrale Methoden
Lehre und Forschung und am ITL
Textilbasiertes System zur Regulierung und Nutzung der Sonneneinstrahlung auf transparente Bauteile und Fassaden
Vom Damenstrumpf zum Flugzeugrumpf – oder – was sind und können Textilien heute?
Applications of Pulsed Electromagnetic Fields in Powder Materials High Speed Forming
Tolerierung von Maß-, Form- und Lageabweichungen
Stand und Tendenzen der Internationalen Normung
Potentiale des Instituts für Produktionstechnik an der WHZ
Die neuen Alten.
„Anodized aluminum as a mold for nanostructured anti-reflection coatings, (axALFAR)“
Anodisch oxidiertes Aluminium als Formwerkzeug für nanostrukturierte Antireflexionsschichten
Elektroimpulsverdichten von Titanpulvern für neuartige Implantate
Los africanismos lexicales en el papiamento
comparaciones ibero-románicas y creolísticas
Da marcação etimológica sef (sefardí) no Dikshonario Papiamentu –Hulandes de Igma van Putte-de Windt e Florimon van Putte
"s'otor - hombre - candidato - Madame"
formas nominais de tratamento em quatro debates eleitorais brasileiro, espanhol, francês e português
Banach algebra tools in computational analysis
On Semi-Fredholm Infinite Matrices
Some good news on Limit Operators
Fredholmtheorie und Limitoperatoren
Nominale Anredeformen in Wahldebatten
ein multilingualer Vergleich
Strategisches Controlling auf Basis der Balanced Scorecard
Strategisches Controlling auf Basis der Balanced Scorecard
Elektromobilität und Infrastruktur
Intelligente Verkehrsinfrastruktur
Grundlage für straßenorientierte Elektromobilität
Spitzentechnologien in Lehre und Forschung der Westsächsischen Hochschule Zwickau
Interaktive Datenbrille - Das Kommunikationsgerät der Zukunft
Energiespeicher zur Nutzung erneuerbarer Energiesysteme
Erneuerbare Energien - die Herausforderung für unsere Zukunft
Hydrogen Combustion and Safety
Simulation of the Acoustical Behavior of Thin Structures with Transient Excitation
Simulation of the Acoustical Behavior of Thin Structures with Transient Excitation
Qualität von Transferpfadanalysen
Bergisch-Gladbach, 24.09.2013
OptiVent - A New Approach for Controlling Mass Air Flow and Combustion in Direct Injection SI-Engines
OptiVent - Controlling a SI-engine with variable exhaust valve operation
Behaglichkeit vs. Energieeffizienz
Neue Methoden für den Entwurfs-, Prüfungs- und Genehmigungsprozess von Straßen
Formula Student - Schnelle Rennwagen, Spitzentechnik und moderne Lehrmethoden
3D-CFD-Simulation der Schmierspaltströmung in einem hydrodynamisch geschmierten, instationär belas- teten Radialgleitlager
Mechanical materials characterisation of photoresists for HARMNST applications
Mechanical materials characterisation of photoresists for HARMNST applications
Analyse thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis
Analyse thermomechanischer Werkstoffeigenschaften von photosensitiven Polymeren mit hohem Aspektverhältnis
Besonderheiten der Werkstoffauswahl für verschleißbeanspruchte Bauteile - Teil 4, Schmierstoffe, Schichten und Additive
Schäden durch Schwingungsverschleiß und ihre Verhinderung
Fachseminar zu Berechnung, Gestaltung und Sicherung von Schraubenverbindungen
Schraubenverbindungen - Berechnung, Gestaltung, Anwendung
Fachseminar zu Berechnung, Gestaltung, Sicherung und Montage von Schraubenverbindungen
Schraubenverbindungen in Windkraftanlagen - Grundlagen, Auslegung und Montage
Schraubenverbindungen in Windkraftanlagen - Grundlagen, Auslegung und Montage
Düsseldorf, 13. - 14.11.2013
Das neue Blatt 2 der VDI 2239 - Berechnung von Mehrschraubenverbindungen
Opto-elektronisches Assistenzsystem für sehbehinderte Menschen
Alpentourismus
Eine Betrachtung mit Fallstudien
Application of pulse electromagnetic field for joining of powder parts
Bearbeitung von Metallpulver durch elektromagnetische Impulsbearbeitung
Issledovania w Oblasti magnito-impulsnoy obrabotki poroschkowych detalei
Von der Simplifizierung der Komplexität ergonomischer Problem- und Zielstellung
Untersuchungen mit dem konfokalen Laser-Raster-Mikroskop
Entwicklung eines Stufenmodells für das demografiefeste Unternehmen
Discussant to "F. A. Hayek and the 'Economic Calculus'"
Empathie, Eigennutz und Ordnung bei Adam Smith: Was ist vorauszusetzen, damit die unsichtbare Hand greift?
Wer ist die Generation 60+? Lebensqualität und Lebensstile
Neuartiger SRV-Prüfaufbau zur Verbesserung der labortechnischen Abbildbarkeit motorischer Betriebsbedingungen des Ring-Liner-Kontaktes
Experiences of EMS implementation with focus on Environmental Cost Accounting
Educational Experts Seminar
Online and Distant Learning
Der Zusammenhang zwischen Controlling und Risikoüberwachungssystemen bei besonderer Konzentration auf KMU
Environmental Cost Accounting
AUKOM 2 Form (Formmesstechnik)
Gerlach, Marco; TU Chemnitz
Lunze, Ulrich; WHZ
Schraubenverbindungen
Berechnung, Gestaltung, Anwendung
Elektroimpulsverdichten von Titanpulvern für neuartige Implantate
Los africanismos lexicales en el Papiamento: comparaciones ibero-románicas y creolísticas
Vortrag gehalten im Rahmen des XIX. Hispanistentag: “Hispanistische Brückenschläge; La Hispanística tendiendo puentes” (20.-24.3. 2013), Universität Münster
L’influence des langues africaines sur le lexique du papiamento: comparaisons avec les variétés américaines de l’espagnol et du portugais ainsi que d’autres langues créoles atlantiques
Vortrag gehalten im Rahmen des 27e Congrès International de Linguistique et Philologie Romanes (14.-20.7. 2013), Université de Lorraine, Nancy / Frankreich
Respostas curtas assertivas numa gramática comunicativa do português
Vortrag gehalten im Rahmen des 10. Deutscher Lusitanistentag: “Migration und Exil” (11.-14.9. 2013), Universität Hamburg
Interkulturelles Lernen durch Sehverstehen im Portugiesischunterricht am Beispiel des Online-Video-Sprachkurses "Conversa Brasileira"
Vortrag gehalten im Rahmen des XXXIII Romanistentag, Universität Würzburg, 22.-25.9.2013
L’acte de langage de remerciement en portugais: comparaisons contrastives
Vortrag im Rahmen des Colloque: “Le sens du partage/Le partage du sens. Hommage à Maria Helena Araújo Carreira” (27. – 28.9. 2013), Maison André Gouveia & Institut Camões, Paris / Frankreich
As variedades do português em manuais de PLE
Vortrag gehalten im Rahmen der 2as Jornadas Pedagógicas de Português (30.10-1.11. 2013), Folkuniversitet Göteborg, Göteborg / Schweden
Les fonctions discursives de verbes modaux dans les éditoriaux de la presse en langues romanes
Vortrag im Rahmen des Kolloquium: L’expression de la modalité dans les langues romanes (5. – 6. Dezember 2013), Université Paris VIII / Frankreich
Strategisches Controlling auf Basis der Balanced Scorecard
Motivation, Collaboration and Quality Management of Modules of a German Career Service
Individualisation and diversification of higher education systems for mastering the challenges of the critical issues of the globalization
The Global Economic Crisis and its consquences on the national educational systems
How does the top-management face the change agenda in their region? ICDE-EDEN Fellows Panel Discussion on Leadership for Change II, Leadership for Change in a Time of Openness
Strategisches Controlling auf Basis der Balanced Scorecard
EMV der Automobilelektronik
Hochschule als Partner in Forschung und Studium
Intelligente Verkehrsinfrastrukturgrundlage - Grundlage für straßenorientierte Elektromobilität
Forschung am ITL
On the need for dedicated merge tooling to support collaborative modeling
Zu einer Fragestellung im Zusammenhang mit stochastischen inversen Problemen
Entwicklung gewichtsoptimierter Karosseriebauteile auf Basis von nachwachsenden Rohstoffen (Bio-NFK)
Wissenschaft und Musikinstrumentenbau
Creativity, Entrepreneurship and the Challenge of Applied Arts: Thonet’s Chair Nr. 14, U.S.-Paper Clips, Notebooks, and iPhones
Heimat als Idee
Rückengesundheit
Möglichkeiten und Grenzen der Integration/Inklusion von behinderten Kindern in den Schulsport
Bewegung und Bildung im Kontext mathematischer Bildung
Lust auf QM - geht das?! E-Qalin® - ein europäisches branchenspezifisches Qualitätsmanagementsystem für Einrichtungen für Menschen mit Beeinträchtigungen
Application of Pulse Electromagnetic Field for Metal Coatings Manufacturing
Fehler und ihre Wirkung in der Kommunikation
Versprecher, Verhörer und Verschreiber - Über Sprachpannen in unseren Medien und im öffentlichen Raum
Schirmung von Hochvoltleitungen zur Erfüllung der EMV-Anforderungen in Elektrofahrzeugen
Herausforderungen der EMV von Hochvoltkomponenten in Elektro- und Hybridfahrzeugen
EMV-Störquellen
Definition, Problemstellungen, Beispiele
Leitungs- und feldgebundene Kopplungswege
Prüftechnik und Anforderungen zur Störfestigkeit
EMV im Kraftfahrzeug
Anforderungen und Normen
Geschirmte Hochvoltleitungen zur Erfüllung der EMV-Anforderungen
Hochschule als Industriepartner am Beispiel Automobilelektronik
EMV in der Kraftfahrzeugentwicklung
20 Jahre BMT-Ausbildung an der WHZ - Internationale Kooperation in der Lehre
Nähe oder Distanz? Unsicherheiten in deutsch-spanischen interkulturellen Kommunikation in der Hochschule
A Digital Revolution in the ESP Classroom? The Potential of Apps, Podcasts, E-Mags and Social Networks Revisted
LSP Research Prerequisites: Domain Knowledge, Genre Awareness and Linguistic Expertise
Interdisziplinäre Anforderung an Fachdidaktik und Sprachwissenschaft
Science Slam und Poster Sessions im Fachsprachenunterricht? - Erfahrungen mit neuen Prüfungsformaten
Abschluss mal Zwei-Einführung in das Doppelmasterstudium
Bestandaufnahme und Analyse über die ChaF an der deutschen Hochschule
How to deal with sociopragmatic inadequacies in intercultural business communication?
Hola que´tal/ ca va? Deutsche Studierende an spanischen und französischen Hochschulen zwischen sprachlischer und kommunikativer Kompetenz - Daten aus einem virtuellen Portfolio
Critical Incidents in der interkulturellen Lehre
Workshop "Communication Interculturelle"
Überlegungen zur Didaktisierung kultureller Unterschiede in der Unternehmenskommunikation. Eine kontrastive Analyse deutscher und französischer Hotelwebseiten
Funktionale und formale Aspekte der Hypertextkommunikation. Eine Fallstudie zu den Homepages deutscher banken
Linguistic Strategies for the Realization of Face Work in Italien Tweets
Die mediale Selbstdarstellung deutscher und spanischer Hochschulen. Ein Vergleich struktureller, thematischer und sprachlicher Aspekte des Internetauftritts
Hochschulmodule zur Vermittlung "interkultureller Kompetenz": Beitrag zur Anerkennung kultureller Differenz oder Ablasshandel in Zeiten der Globalisierung?
Critiques of the global social science system: flaws of current discourse strand
Nominale Anredeformen in Fernsehwahldebatten: ein multilingualer Vergleich
Schools and Signs and Dialects - what‘s the link?
Personalmanagement in Europa: Fachkräfte binden und halten - Was können wir lernen?
Applied Linguistic Perspectives on Deaf Children’s Communicative Competence, Performance and Conceptualization of Language as Obstacle
Generationskonflikte am Arbeitsplatz richtig meistern
Aus Fehlern lernen - Chancen für die Praxis
The broad range of charitable living at the Annaberg- Buchholz care center. Age-friendly social services and social inclusion
Positive Kommunikation - durch Klarheit in der Mitarbeiterführung
Mit Facebook zu neuem Personal … - LET´S NETWORK OUR CARE
Demografische Personalentwicklung als strategischer Erfolgsfaktor
Rechtliche Rahmenbedingungen sektorenübergreifender fachärztlicher Versorgung
Einmal Pflegekraft-immer Pflegekraft?
Bologna-Prozess & Studienabschlüsse Gesundheitsund Sozialwesen
Duale Ausbildung und Studiengänge Pflege & Gesundheit
Der Mensch - seine Biographie und Handlungsweisen
Statement about „Ethical Counselling and Supervision“
Altern in Organisationen - eine Herausforderung: psychologisch, sozial, spirituell
Psychiatrie im Museum - Geschichtserzählung als Selbstermächtigung
Psychologische Aspekte in der Warnung und Information - Was erwartet der Warnende vom Gewarnten und umgekehrt?
Beschwerden und Funktionsstörungen des Muskel-Skelett-Systems bei Zerspanungmechanikern
Österreichischen Gesellschaft für Arbeitsmedizin (ÖGA) und der Schweizerischen Gesellschaft für Arbeitsmedizin (SGARM/SSMT), Bregenz/Österreich, 15.03.2013
Lehrergesundheit heute
Die integrative Nutzung von Sportgeräten im Spannungsfeld des demografischen Wandels
Mensch-Maschine-Systeme
Reichenbach und das Reichenbacher Modell einer modernen Architekturausbildung
Haus der Archäologie im Kaufhaus Schocken
Intelligente Compositkonstruktionen
Sensorische Objekte aus Compositen
Experimentelle Zusammenarbeit zwischen Industrie und Hochschule
Studies of musical instruments making in Markneukirchen
Innovations in the construction of musical instruments at the example of guitars
Akustik macht Musik
Akustische Messtechnik
Möglichkeiten und Grenzen akustischer Messungen
Historischer Gitarrenbau in Sachsen und Thüringen
Mino da Fiesole’s Tombs in the Florentine Badia
Cranach in Schneeberg
Pauline Stopp und die Angewandte Kunst
Musikinstrumentenbau in Deutschland - Ursprünge, Zahlen, Fakten
Messing, Pappe oder Schaum - Wie wirkt die Wand eines Blasinstrumentes?
Zur Verständlichkeit graphischer Symbole in Geschäftsprozessmodellierungssprachen
On polynomial chaos expansions and linear estimation for uncertainty quantification
On some questions related to generalized polynomial chaos expansions
Modern Blended Learning through Information Technologies Progress - Distant learning as a solution for avocational study programmes
Analysis of Entrepreneurial Start Ups - A Perspective from an Investment Viewpoint
Industrial Applications at Interoperability
Correlation between individual knowledge and organizational learning process
Innovative Process-Integrated Measurements of Products and Parts - Patented Grid Application of Stereo Photography and Photogrammetry
Development of knowledge transfer by networks of competence
Development of International Educational Systems by Competence Networking based on Project Management
Cross-linking and multivalent use of knowledge modules for special target and user groups
The New German Energy Policy: Alternatives from a Social Market Economy Perspective
Cambodia’s Transition to Sustainable Development: Preconditions, Recommendations, Obstacles
Economic Models for New Industrializing Countries: Experiences from Europe in Comparative Perspective
(Social) Market economy models and roles of the state - international experiences and implication for Vietnam
EMV-Entwicklung von Elektro- und Hybridfahrzeugen
Akustische Messtechnik
Akustische Aspekte der Gitarre
Wie viel Fremdsprache braucht ein Ingenieur?
Michelangelo als Zeichner
Kunst und Architektur in Mitteldeutschland
Cranach in Schneeberg
Raumgreifende Collage
Mnemotechniken - Geistige Mobilität trainieren
Demographie als Chance für die Hochschule von morgen
Zusammenarbeit zwischen Verwaltungs- und Wirtschaftsakademie München und WHZ - eine nachhaltige Erfolgsstory
Wie familienfreundlich ist Mitteldeutschland? - Ergebnisse einer Befragung zur Familienfreundlichkeit in Kommunen Mitteldeutschlands
Geriatriekonzept des Freistaates Sachsen
Wie familienfreundlich ist die Region Mitteldeutschland? Ergebnisse einer Befragung der Kommunen in Mitteldeutschland zur Familienfreundlichkeit
Personalbindungskonzepte, Das (fehlende) Kapital der Zukunft - Was müssen wir jetzt tun?
Schwerpunkte der Lehre in der Umformtechnik
Studienangebote der WHZ/AMB und aktuelle Forschung der Fakultät
Systematische Personalentwicklung als Teil der Gestaltung manueller Arbeitssysteme
Schritte zur Entwicklung eines „demografiefesten“ Unternehmens aus arbeitsgestalterischer Perspektive
Entwicklung eines „demografiefesten“ Unternehmens
Entwicklung eines „demografiefesten“ Unternehmens
Die dritte Dimension - Untersuchungen mit dem konfokalen Laser-Raster-Mikroskop
Besonderheiten der Werkstoffauswahl für verschleißbeanspruchte Bauteile - Teil 3, Schmierstoffe, Schichten und Additive
Fachseminar zu Berechnung, Gestaltung, Sicherung und Montage von Schraubenverbindungen
Schraubenverbindungen - Berechnung, Gestaltung, Anwendung
Fachseminar zu Berechnung, Gestaltung, Sicherung und Montage von Schraubenverbindungen
Schraubenverbindungen in Windkraftanlagen Grundlagen, Auslegung und Montage
Schraubenverbindungen in Windkraftanlagen Grundlagen, Auslegung und Montage
Schraubenverbindungen - Berechnung, Gestaltung, Anwendung
Mechanik der Schraubenverbindung
Auslegung von Schraubenverbindungen
Schraubenverbindungen im Maschinenbau
Schraubenverbindungen in Windkraftanlagen - Grundlagen, Auslegung und Montage
Optimale Welle-Nabe-Verbindung mit mehrfachzyklischen Profilen
Einsatzmöglichkeiten und Grenzen von Textilien für die Fluss-Wasserkraftnutzung
Interkulturelle Dimension beim Dolmetschen
EMV-Störquellen (Definition, Problemstellungen, Beispiele)
Cross-Generational Approach for the Integration of Formal, Non-Formal and Academic Education
Ability of Networking - R&D Experiences
15 Jahre Zentrum für Neue Studienformen
Schweinsburg, 11.06.2012
Spannungsfeld Heimat
Zeitbezüge von Heimat
Die Kinder der Kriegskinder in der DDR
Erste Ergebnisse der Evaluation der Geriatrischen Modellregionen
Offene Heimat?
Crossing Borders: Linguistic Strategies
Nicht jammern, sondern handeln! Perspektiven für die Langzeitversorgung
Nicht jammern, sondern handeln! Perspektiven für die Langzeitversorgung
Culture as a dimension in international social science encounters - concepts and theories; The origin and development of social thought and theory in the Muslim world
Three decades of Chinese indigenous psychology: Its contribution to international science
La publicité internationale entre standardisation et influence culturelle. Une analyse comparée des messages publicitaires dans la presse française et allemande
Migration aus weiblicher Perspektive
Deutsche SMS zwischen Sprachökonomie und Kreativität
A Contrastive Analysis of French and German Hotel Presentations on the Internet. Cultural, Compositional and Linguistic Aspects
Sprachpannen - Versprecher, Verhörer und Verschreiber
La communication interculturelle
Mittler zwischen Fach, Fremdsprache und Bedarfsgruppe - was einen guten Fachsprachenlehrer auszeichnen sollte
Aspetti pragmatici degli sms italiani. Frequenza e funzioni dei segnali discorsivi
Le plurilinguisme et l’alternance codique dans les sms français
Le plurilinguisme dans les sms italiens
Strategien des face work in italienischen Tweets
Erzählungen über Schmerzen und Emotionen: Italienische Geburtsberichte im Internet
Les incidents critiques dans l ́enseignement interculture
Possibilities of Virtual Collaboration with ZwiXchange
Les incidents critiques dans l ́enseignement de la communication interculturelle. Un exercice de heuristique interculturelle
Perspektiven, WHZ, 08.11.2012
Experiences of Transferring Approaches of Interoperability into SMEs: A Case-Study of Implementing an Integration Platform
Semantic Technologies and Augmented Reality for Inspection and Maintenance Processes
Adaptive Performance Measurement System (APMS) for Distribution Centre Benchmarking
Holistic Approach of Knowledge Transfer for Project Management in Global Cooperation
Social Market Economy as Model for Asia: Conception and Implementation Problems
Economic Systems - Social Market Economy and Asian Tigers, Tartu University, Tartu/Estland,
14.02.2012
Solution concepts for differential equations with random coefficients
Generalized polynomial chaos expansions and the solution of random pdes
Eine Glattheitseigenschaft bei der Karhunen-Loeve-Entwicklung
Transregional Research Partnership in Renewable Energy - Potenzialnutzung für transregionale Wertschöpfung: Das Beispiel Sachsen, Alberta und Schottland
Transregional Partnership - Alberta-Saxony (ASiiA): Interns as Bridge Builders
Mensch-Maschine-Systeme
Kulturpalast Dresden, Optimaler Brandschutz - Umbau versus Reparatur
Haus der Archäologie im Kaufhaus Schocken, Chemnitz, zielorientierter Brandschutz
Energiespeicher
die Schlüsseltechnologie für Elektrostraßenfahrzeuge und deren Ladeinfrastruktur
Neue Speichertechnologie für elektrische Energien Komponenten zur Netz-Infrastruktur und für Elektrofahrzeuge
Elemente für die Elektrifizierung von Fahrzeugen
Mobil in die Zukunft
Herausforderungen und Perspektiven
Leitungs- und feldgebundene Kopplungswege
Prüftechnik und Anforderungen zur Störfestigkeit
Elektromagnetische Verträglichkeit von Elektro- und Hybridfahrzeugen
EMV in der Kraftfahrzeugentwicklung
Elektromagnetische Verträglichkeit von Kraftfahrzeugen
Herausforderungen durch Modularisierung und Elektromobilität
Comparative Study of n-LIGBT and n-LDMOS structures on 4H-SiC
Untersuchungen des Energiemanagements elektromobiler Fahrantriebe mit dualen Energiespeichern
Cloud Based Design of Sophisticated Digital Control for Boost PFC Converters
Aging
Changes of the Human Body
07.03.2012
Aging
der alternde Mensch - Veränderungen des menschlichen Körpers
Der individuelle Patient
Chancen und Limitierungen Personalisierter Medizintechnik
Leben ohne Schmerzen
Biomedizintechnikeinsatz in der Physio- und Rehabilitationstechnik
Broadband mu lti-mode group-velocity dispersion determination in photonic crystal fiber from 0.4 um to 1.7 um
ALD-Beschichtungen für tribologische und röntgenoptische Anwendungen
ALD-Schutzschichten für unbeschichtete Schneidwerkzeuge
Nanoimprint
Neue Methoden für den Entwurfs-, Prüfungs- und Genehmigungsprozess von Straßen
Important Research Fields and Projects in Transportation in Germany
Untersuchungen zu neuartigen Anforderungen an die verkehrliche Infrastruktur infolge Elektromobilität
Verbesserung der Messwertverarbeitung im Fahrwerksbereich der Westsächsischen Hochschule durch den Einsatz eines Messwerterfassungssystems DEWE 2602
Messtechnik an Fahrzeugen & Maschinen
CFD Gleitlager
3D-CFD-Simulation der Schmierspaltströmung in einem hydrodynamisch geschmierten, instationär belasteten Radialgleitlager
Jede Fahrt hat ein Ende
Mobilität im Wandel
Benötigen wir ein neues Bemessungsfahrzeug? Veränderungen der Pkw-Abmessungen innerhalb von 10 Jahren
Automobile der Zukunft
The car of the future
strategic development between vehicle functions and alternative propulsion
Advanced Motorcycle Development
from engine, vehicle structure and safety to electronics and design
Das Automobil der Zukunft
Strategische Entwicklung zwischen Fahrzeugfunktionen, alternativen Antrieben, Fahreranpassung und globalisierter Herstellung
Das Automobil mit elektrischem Antrieb
mit Wärmekraftmaschine als Stromgenerator
Stuttgarter Motorensymposium
3. Internationaler AMI Kongress
5. International Motorcycle Conference Budrio
About the cooling of power components in automotive electric drive trains
CFD Gleitlager
3D-CFD-Simulation der Schmierspaltströmung in einem hydrodynamisch geschmierten, instationär belasteten Radialgleitlager
Auslegung eines Rennfahrzeuges hinsichtlich erreichbarer Kurvengrenzgeschwindigkeiten
Entwicklung eines Rennmotorrades mit Elektroantrieb
Experimental analysis of thermo-mechanical material properties of photosensitive polymers
Innovative Technologien der Umform- und Spanungstechnik
Akustische Untersuchungen an einem Mini-Bike mit Elektroantrie
Simulation der akustischen Eigenschaften von Türen und Klappen
Verbrennungs- oder Elektromotor? Die Frage nach dem idealen Fahrzeugantrieb
Grubenwasser-Geothermie im Mansfelder Land
Perspectives of postmining natural utilisation
Vorstellung der Geothermie-Anlage Röhrich-Schacht
Is Liberalism Dead in Europe?
Ordnungspolitik als Methode zu mehr Nachhaltigkeit in Politik und Ökonomie
Neoliberale Staatsverständnisse im Vergleich
Combined particle filtration and ion exchange with new yarn wound filter cartridges made of phosphorylized natural fibres
Comparison of different membrane types applied in pilot scale MBR system for process water cleaning in aquaculture
Kombination von Partikelfiltration und Ionenaustausch zur Wasserreinigung mit einer Garnwickelfilterpatrone aus phosphorylierten Hanffasern
Anerkennungsbeziehungen in der Altenpflege - Psychologische und strukturelle Voraussetzungen
Confidence Intervals
Seminar of the Institute of Road and Railway Engineering
A modalidade nas abordagens da pragmática funcional e da lingüística cognitiva: comparações
Vortrag gehalten im Rahmen des FLR Festival de Linguistique Romane ● di Lingüística Romanza ● de Linguística Românica ● de Lingüística Románica (Universität Stockholm, 23.- 25.5.2012), Stockholm / Schweden.
Concepções de gramática comunicativa
Vortrag gehalten im Rahmen der Jornadas Pedagógicas de Português de Estocolmo 2012: Aprendizagem e Ensino de Português Língua Estrangeira e Português Língua Materna fora do espaço lusófono: convergências e divergências (Universidade de Estocolmo, 05 a 07 de setembro de 2012), Stockholm / Schweden
Wissensakkomodation in gedolmetschten Gesprächen im Krankenhaus
Vortrag gehalten im Rahmen der IFNIG-Tagung: Interkulturalität aus der Sicht von Semantik und Pragmatik, Pannonische Universität Veszprém, 26.-27.10.2012, Veszprém / Ungarn
Los africanismos lexicales en el papiamento: comparaciones con las variedades americanas del español, portugués y otras lenguas criollas atlánticas
Vortrag gehalten im Rahmen des II Congreso Ibero-Africano de Hispanistas, El Cairo (Egipto), 21-24 de noviembre de 2012, Kairo / Ägypten
Der G46 - erste Querschnittsergebnisse
Mobil in die Zukunft
Auslegungsaspekte für den elektrischen Antrieb eines Konzept- und Forschungsfahrzeuges
Herausforderung Euro 6 und die Konsequenzen für den Busunternehmer
Multilayer Structure of Knowledge Nodes
Strategisches Controlling auf Basis der Balanced Scorecard
Ansätze des Hochschulcontrollings im Rahmen aktueller Entwicklungen
Bedeutsame Aufgabenfelder und Herausforderungen für das Controlling
Is university education able to develop „charismatic leaders”?
Social Market Economy as Model for Sustainable Growth in Developing and Emerging Countries
Würde ohne Konjunktiv - Psychologische und strukturelle Voraussetzungen einer Anerkennungsbeziehung
Bewegung und Lernen im Kontext mathematischer Kompetenzen
Schools and signs and dialects: what's the link?
Generierung von Teilarbeitsgängen im Rahmen eines durchgängigen Ansatzes zur automatischen Arbeitsplanerstellung
Presentation of the Research Group and Study of Metal Forming at the WHZ
Investigation of Magnetic Pulse Deformation of Powder Parts
ALD-Coating - Effiziente Zerspanungslösungen für die Automobilindustrie
Schraubenverbindungen - Bedeutung und Anwendungsspektrum
Rechnerische Behandlung von Mehrschraubenverbindungen
Tendenzielle Ermittlung von zulässigen Werten für das erweiterte Ruiz-Chen-Kriterium bei reibdauerbeanspruchten torsionsbelasteten Pressverbindungen
Spielfrei montierbare kombinierte form- und kraftschlüssige Welle-Nabe-Verbindung mit Zwischenhülse
Introduction à la communication interculturelle
Die deutsche und französische Automobilwerbung im Zeitalter der Globalisierung - Standardisierung oder Kulturgeprägtheit? Eine sprachwissenschaftliche Analyse
A Corpus Linguistic Approach to New Media Discourse: Discourse Markers in Spanish SMS
Stratégies de face-work dans les sms français. Comment les locuteurs évitentils les malentendus et le dissensus?
Kontrastive Pragmatik deutscher, französischer, italienischer und spanischer SMS: Anredeverhalten
Österreich, 05.09.2012
Unterschiede in der Makrostruktur der Print- und der elektronischen Version eines zweisprachigen Wörterbuchs Italienisch-Deutsch). Mit einer Diskussion der Mikrostruktur ausgewählter Einträge
Différences culturelles dans la communication par sms. Une analyse empirique des formules de salutation.
Multiwave Rollout Approach for Continuing Education in Business and Engineering Studies; Continuing Engineering Education: solutions for competitivness, innovation and grand challenges. New ideas for tired programs, new missions and services
Ingenieurausbildung im Kontext der Globalisierung
Der JOB FACTORY – Career Service der WHZ
Benötigen wir ein neues Bemessungsfahrzeug? Veränderungen der Pkw-Abmessungen innerhalb von 10 Jahre
Automobile der Zukunft und ihre Antriebe
EMV im Kraftfahrzeug (Anforderungen und Normen)
Creativity and Entrepreneurship. The cases of the chair Thonet No. 14, the U.S. paper clip and Picasso’s notebook
Neues zu Michelangelo als Zeichner
Application of membrane contactors for oxygenation of process water in aquaculture
SMS - Eine Kommunikationsform im Spannungsfeld zwischen Kürze und Kreativität
O bilinguismo íidiche-português em: O Ano em que meus pais saíram de férias
Os africanismos lexicais no papiamentu: Comparações com as variedades americanas do espanhol e do português e com outras línguas crioulas atlânticas
Nominala tilltalsformer i valdebatter i Brasilien, Frankrike, Portugal och Spanien
Nominale Anrede in Wahldebatten in Brasilien, Frankreich, Portugal und Spanien
Sustainbility meets Entrepreneurship
Vernetztes Denken stärken durch die Systematisierung von Zielen, Ziel- und Umfeldanalyse bis zum Wirkungsgefüge
Vernetztes Denken in der Lehre
Die Analyse von Wirkungszusammenhängen am Beispiel der Bergbahn AG Kitzbühel
Ergebnisse der Qualitätsprüfungen der sächsischen Pflegeheime
Sprachpannen - Versprechern, Verhörern und Verschreibern auf der Spur
13.04.2011.
Im Kaleidoskop der Kulturen - Auto-Mobilität anders definiert
& Technik, Kunst & Kultur, Wirtschaft & Politik“, 18.10.2011.
Wie manifestiert sich interkulturelle Kommunikation im virtuellen Raum?
Ethics and Equity in Intercultural Computer Mediated Communication.
A qualitative case study based on focused interviews with multilingual internet users with Asian Background living in Germany and Austria
Interkulturelles Lernen bei China-Aufenthalten
Intercultural Learning in Chinese-German Interactions
Die Vermittlung interkultureller Kompetenz durch die Analyse kritischer Interaktionsgeschichten
Speichertechnologien für elektrische Energie - Komponenten zur Netz-Infrastruktur und für das Fahrzeug
Elektrische Energiespeicher für stationäre und mobile Energieversorgungssysteme
Elektrische Energiespeicher für stationäre und mobile Energieversorgungssysteme
Elektrische Energiespeichersysteme
SuperCaps - Speicher von morgen?
Übersichtsvortrag: Überblick zu technischen Möglichkeiten der Speicherung elektrischer Energie in vorwiegend stationären Systemen
EMV von Hochvoltkomponenten im Kraftfahrzeug
Entwicklung der Kraftfahrzeugelektronik
Bewertung und Optimierung von Softwaresystemen von komplexen, vernetzten Elektroniken unter dem Einfluss von elektromagnetischen und Umweltbeeinflussungen in Kraftfahrzeugen
Elektromagnetische Verträglichkeit im Hybrid- und Elektroautomobil
Leitungs- und feldgebundene Kopplungswege
Prüftechnik und Anford erungen zur Störfestigkeit
Herausforderungen der EMV von Hochvoltsystemen im Kraftfahrzeug
EMV-Mess- und Prüfverfahren
Sicherheit von Infrastruktur
Strömungsmaschine mit Biokraftstoffen - ein zukunftsträchtiger Range Extender für elektrisch angetriebene Automobile
Das Automobil der Zukunft - Strategische Entwicklung zwischen Fahrzeugfunktionen, alternativen Antrieben, Fahreranpassung und globalisierter Auslegung
Process improvement within an advanced car diesel engine in base on the variability of a concentric cam system
Elektroautos statt Umweltzone?
Das Automobil der Zukunft - Strategische Entwicklung zwischen Fahrzeugfunktionen, alternativen Antrieben und globalisierter Herstellung
Range Extender für Automobile
Charakterisierung funktionaler Nanostrukturen aus photosensitiven Polymeren für messtechnische Anwendungen - CHAFUNA
Experimentelle Beanspruchungsanalyse für Komponenten und Systeme der Mikro- und Nanotechnik
Analysis of the material behaviour of photosensitive polymers
Motorradtechnik der zwanziger und dreißiger Jahre - gezeigt an ausgewählten Beispielen
Gestaltung und Bewertung psychoregulativ anspruchsvoller Montagetätigkeiten
Gestaltung und Bewertung psychoregulativ anspruchsvoller Montagetätigkeiten
Arbeitswissenschaft, Technische Universität Chemnitz,
23. - 25.03.2011
Ultrasonic Treatment: Verbesserte Spanungsperformance für neue Automobilwerkstoffe
Fachseminar zu Berechnung, Gestaltung, Sicherung und Montage von Schraubenverbindungen
Schraubenverbindungen - Berechnung, Gestaltung, Anwendung
Schraubenverbindungen - Bedeutung und Anwendungsspektrum; Mechanik der Schraubenverbindung; Auslegung von Schraubenverbindungen; Schraubenverbindungen im Maschinenbau
Haus der Technik Essen, 24./25.05.2011
Schraubenverbindungen - Berechnung, Gestaltung, Anwendung
Weiterentwicklung zur Berechnung und Ausführung von Schraubenverbindungen
Optimierung reibungsfrei angezogener größerer Schraubenverbindungen
Schraubenverbindungen in Windkraftanlagen - Grundlagen, Auslegung und Montage
Studentisches Praktikum an Hochschulen in Deutschland
Kontaktsimulation der unrunden Verbindungen mit MSC Marc
Modifizierte Polymermembranen für die Wasserreinigung
Vergleichende Geräuschuntersuchung an einem Mini- Bike-Verbrennungsmotor vs. Elektroantrieb
Ganzheitliche Methodik für den Entwurf von Landstraße
3D-Modell für Planung und Entwurf von Verkehrsan- lagen
Visionen und Ideen im Straßenentwurf
Gruppenbezogene Wohnformen in der Langzeitpflege älterer Menschen. Veränderte Kompetenzen in Pflege und Alltagsbegleitung.
Pflege in gemeinschaftlichen Wohnformen im Alter. Kompetenzen in Pflege und Alltagsbegleitung.
"Bakoba pa makaku": Sobre africanismos na lexicografia do papiamento: comparações com o português do Brasil e o espanhol uruguaio
Vortrag gehalten im Rahmen Simpósio: Dinâmicas Afro-Latinas: Língua(s) e História(s) (27. – 28. April 2011), IEL, Unicamp, Campinas / Brasilien
Nominal address forms in the Brazilian 2006 presidential election TV debate between Lula and Alckmin: Comparisons with the French 2007 debate Royal - Sarkozy
Vortrag im Rahmen der 12th International Pragmatics Conference (3.-8. Juli 2011), Universität Manchester / Vereinigtes Königreich von Großbritannien und Nordirland
Polifonia e verbos modais: sobre o potencial explicativo de ScaPoLine para a descrição de verbos modais do português
Vortrag gehalten im Rahmen des XVIIIe Congrès des romanistes scandinaves (9.-12. August 2011), Göteborgs universitet, Göteborg / Schweden
Os atos de fala numa gramática comunicativa do português
Vortrag im Rahmen des III SIMELP: Simpósio Mundial de Estudos de Língua Portuguesa (30. August -2. September 2011), Universidade de Macau, Macau / China
Jiddisch-portugiesische Mehrsprachigkeit in "O ano em que meus país saíram de férias"
Vortrag gehalten auf dem XXXII. Romanistentag (25. – 28. September 2011), Humboldt-Universität zu Berlin
La représentation écrite de l'oral dans des méthodes de Portugais Langue Etrangère
Vortrag im Rahmen des Coloque International: "Les rapports entre l'oral et l'écrit dans les langues romanes" (8.-10. Dezember 2011), Université de Paris VIII, Saint-denis / Frankreich
Do ethos em ação de Lula e Alckmin no primeiro debate televisivo do segundo turno das eleições presidenciais brasileiras de 2006
Vortrag im Rahmen des II Congresso Internacional: "CICOM: Comunicação, cognição e media - discurso político e económico (Universidade Católica Portuguesa, Centro Regional de Braga , 19 a 21 de setembro de 2012), Braga / Portugal
Automatisierter Firmware‐Entwurf für dezentrale Energieanlagen mit dualen Speichern
Rechenwerke des Controllings
Von der Kostensteuerung bis zum Wertmanagement
Rechenwerke des Controllings
Von der Kostensteuerung bis zum Wertmanagement
Rechenwerke des Controllings
Von der Kostensteuerung bis zum Wertmanagement
Integriertes Finanzcontrolling auf Basis von Kapitalflussrechnungen
Central functions of Corporate Controlling Systems
Rechenwerke des Controllings
von der Kostensteuerung bis zum Wertmanagement
Liquiditätsorientiertes Controlling
Rentabilitätsorientiertes Controlling
Colocações verbo-nominais na linguagem acadêmica ordinária em português, espanhol, francês e sueco
Português Língua Estrangeira no contexto universitário: desafios e perspectivas
Competência intercultural no ensino de línguas estrangeiras: como o ensino pode ajudar a desenvolvê-la?
Fachsprachenvermittlung Englisch und Deutsch - Praxisbeispiele
Vortrag zum 68. Germanistensommerkurs
Reale Geschäftssituation im Fachsprachenunterricht
Interkulturelle Kompetenz für die transnationale Wissenschaftskooperation
Internationalisierung der Forschung: Probleme interkultureller Forschungskooperation in den Sozialwissenschaften
Ziele und Forschungsprogramm der Kulturpsychologie: Überlegungen zur Annäherung an chinesische rituelles Drama
Fit für China – Erfahrungen aus der interkulturellen Hochschullehre.
Re-entry training for students after a one-year international sojourn: methods and classroom experiences.
Matteo Ricci in the perspective of intercultural communication research.
Gruppenbezogene Wohnformen.
Wohnen im Alter.
What can cross-cultural conversation transcript analysis contribute to the development of intercultural competence?
Vortrag im Rahmen der International Conference: Intercultural Competence: Concepts - Challenges - Evaluations, (02.-04. September 2010), National University of Ireland, Maynooth / Irland
“Eu desde pequeno ajudava a minha mãe a limpar a casa e a gente levantava o sofá para varrer - no governo de vocês não faziam isso": L'éthos en action de Lula et d'Alckmin dans le débat des présidentielles brésiliennes de 2006
Vortrag im Rahmen des 26é Congrès Internacional de Lingüística i Filologia Romàniques; Tendències actuals de la Filologia Românica (6.-11. September 2011), Universität Valencia /Spanien
“Não queira que em quatro anos eu concerte o que vocês destruíram em quatro séculos": Do ethos em ação de Lula e de Alckmin no primeiro debate do segundo turno das eleições presidenciais brasileiras de 2006
Vortrag im Rahmen des Symposiums: Independencia y Dependencia en América Latina, 200 años después - Independência e Dependência na América Latina, 200 anos depois (27.-29. Oktober 2011), ISPLA, Stockholms University / Schweden
“'Tem já recebido uma injecção?' - ' ¿Hoy?'” Negociaciones de significado en un diálogo entre una médica alemana y un paciente hispanohablante mediado por una enfermera de origen portugués
Vortrag im Rahmen des Coloquio "Interfaces en el estudio del diálogo oral" (14. – 15. April 2011), Stockholms universitet, Stockholm / Schweden
Grundlagen des US-amerikanischen Management Accounting
Bedeutsame Implikationen des BilMoG für das Controlling
As formas de tratamento no debate do segundo turno das eleições presidenciais brasileiras de 2006 entre Alckmin e Lula: escolhas estratégicas?”
De Patois a Langues de France : A evolução do status das línguas regionais e minoritárias da França
Dialetos, Línguas Minoritárias, Línguas de Migrantes: Os idiomas da Alemanha e a Carta Européia das Línguas Regionais e Minoritárias
Vortrag auf dem 17. Deutschen Hispanistentag
Vortrag auf der CHE Konferenz „Instrumente zur Karriereförderung im Wissenschaftsmanagement – nationale und internationale Modelle“
Vortrag an der Tagung „Methodische Vielfalt in der Erforschung interkultureller Kommunikation an deutschen Hochschulen“
Vortrag zum 67. Germanistensommerkurs
Sprache in Bewegung & Zwickauer Forum Sprache & Kultur
„Interkulturelles Lernen im DaF und DaZ Unterricht“
„Interkulturelle Schreib- und Kooperationsprozesse in Foren und shared work-spaces“
„Erfahrungsbericht über ein Portfolio-Pilotprojekt zur Auslandsbegleitung“
„Culture as a factor in science collaboration: challenges for international social research”
„Internationalizing psychology: the role of indigenous psychologies“
Interkulturelle Trainings zur Vorbereitung von Auslandsaufenthalten von Studierenden.
Culture as a factor in science collaboration: challenges for international social research.
Interkulturelles Lernen bei Auslandsaufenthalten in Asien - Schwerpunkt China.
Interkulturelle Herausforderungen transnationaler Forschungsprojekte: Welche Kompetenzen brauchen Wissenschaftler.
Pflege in Not! Erkenntnisse aus der (stationären) Altenhilfe.
Personalanforderungen in stationären Hausgemeinschaften. Fachtagung des Bayerischen Staatsministeriums für Arbeit und Sozialordnung, Familie und Frauen: Hausgemeinschaften in stationären Pflegeeinrichtungen, ein funktionierendes Konzept?
A violência no romance "O Matador" de Patrícia Melo
Vortrag im Rahmen der Tagung: Living between Fear and Expectation: an International Conference on the Production of In/security and In/equality in Latin America (12.-14. Mai 2009), ISPLA, Stockholms universitet, Stockholm /Schweden
“(Até) mesmo porque ... inclusive porque ... ": da fundamentação focalizada na linguagem acadêmica
Vortrag gehalten im Rahmen des 8. Deutscher Lusitanistentag (2.-6. September 2009), Universität München
Zur Wahl der Anredeformen in der brasilianischen Präsidentenwahldebatte 2006 zwischen Geraldo Alckmin und Inácio Lula da Silva
Vortrag im Rahmen des XXI. Deutscher Romanistentag: "Romanistik - Beruf und Berufung" (27.9.-01-10-2009), Universität Bonn
Sprecherperspektive bei den epistemischen Modalverben des Portugiesischen
Vortrag im Rahmen des XXI. Deutscher Romanistentag: "Romanistik - Beruf und Berufung" (27.9.-01-10-2009), Universität Bonn
„'E pur si muove´: Das endzeitliche Szenario der Umweltzerstörung in "Não verás país nenhum" von Ignácio de Loyola Brandão
Vortrag im Rahmen des XXI. Deutscher Romanistentag: "Romanistik - Beruf und Berufung" (27.9.-01-10-2009), Universität Bonn
A semântica dos verbos modais e suas funções discursivas numa perspectiva de pragmática funcional
Vortrag im Rahmen des II Simpósio Mundial de Estudos de Língua Portuguesa (6.- 11. Oktober 2009), Universidade de Évora / Portugal
Les collocations dans les écrits académiques en portugais : Comparaisons avec le français et l'espagnol
Vortrag im Rahmen der Journée d’Etudes : L'idiomaticité dans les langues romanes (11.- 12. Dezember 2009), University of Paris VIII, Saint-Denis / Frankreich
Die Ersten am Berg – die Bergbahn AG Kitzbühel
Saubere Kleidung – in jeder Hinsicht
Vernetztes Denken in der Entrepreneurship-Ausbildung
Integriertes Kosten- und Ergebniscontrolling
Effektivitätsorientiertes Controlling mittelständischer Unternehmen
Les termes d'adresse dans un débat médiatique: le débat du deuxième tour des élections présidentielles de 2006 entre Lula et Alckmin
Vortrag zum 66. Germanistensommerkurs an der Universität Jena
Sprache in Bewegung
„The narrative construction of sojurning experience: Ascribed ethnocentrisme towards Germans by Bulgarian students“
„75 Meter schwimmen. Fallgeschichten in der Interkulturellen Lehre“
„Competencies for international collaborative research and challenges for Higher Education“
Vortrag auf Einladung des EU Forschungsprojektes „Global SSH”
"Interkulturelles Lernen”
„Competencies for international collaborative research in the social sciences“
„A cultural psychological approach to intercultural learning: the case of German sojourners in Taiwan”
Cross-cultural Psychology, Bremen, 28.07.2008
„Intercultural competence in international academic cooperation”
„Going China: How to prepare students for the intercultural experience?“
Competencies for international collaborative research and challenges for Higher Education
Interkulturelles Lernen.
Competencies for international collaborative research in the social sciences.
A cultural psychological approach to intercultural learning: the case of German so-journers in Taiwan.
Intercultural competence in international academic cooperation.
Going China: How to prepare students for the intercultural experience.
Reibung in Schraubenverbindungen –Fluch oder Segen?
Towards an Action Theory Based Description of German and Portuguese Modal Verbs
Plenarvortrag auf dem Symposium: On Modality: Semântica dos Modais nas Línguas Naturais (13.-14. März 2008), Universidade Federal de Santa Catarina, Florianópolis / Brasilien
O conceito de verbo modal na gramaticografia do português
Vortrag im Rahmen des 12º Congresso Brasileiro de Língua Portuguesa - 3º Congresso Internacional de Lusofonia do IP-PUC/SP (1. – 3. Mai 2008), Pontifícia Universidade Católica de São Paulo, São Paulo /Brasilien
Como traduzir Soll ich...? para o português?
Vortrag im Rahmen der IV Jornada de Língua Alemã (5.-8. Mai 2008), Universidade de São Paulo (USP), São Paulo / Brasilien
"Poder pode, mas… - Sie dürfen schon aber …:" Kontrastive Analyse von Modalverben im Deutschen und Portugiesischen am Beispiel der aktantenorientierten Verwendungen von können, dürfen und mögen
Vortrag im Rahmen des VIe Colloque International “Linguistique contrastive germano-romane et intraromane (3.-5. September 2008), Universität Innsbruck / Österreich
Cash Flow-Kalküle und Kennzahlen für das Finanzmanagement
Leverage-Effekt
Konzeption eines kompetenz- und wertorientierten Führungsinformationssystems
Lösungsansätze zu den Gemeinkostenproblemen innerhalb der einzelnen Kostenrechnungssysteme
DESAFIOS DA MOBILIDADE ESTUDANTIL INTERNACIONAL
Vortrag gehalten am 05.10.2008 an der FGV-EAESP, Salão Nobre, 4° andar– Av. 9 de Julho, 2029, São Paulo / Brasilien
Carlos VOGT (Secretário da Educação do estado de São Paulo)
Renée ZICMAN (Secretária Geral do FAUBAI e Diretora de Relações Internacionais da PUC-SP)
Thomas JOHNEN ( Responsável pelo DAAD São Paulo (Serviço de Intercâmbio Acadêmico alemão) e Professor visitante da Unicamp);
Ligia COSTA (Professora e Coordenadora de Relações Internacionais da FGV-EAESP)
Dialetos n’Os Buddenbrooks: um exemplo típico de linguagem de minorias?
Querer é poder: Man muss nur wollen. Os verbos modais no alemão e no português (com comparações com o francês e o espanhol)
Zur Integration von Fach, Fremdsprache und interkulturellem Training in der Ausbildung von Ingenieuren an der Westsächsischen Hochschule Zwickau (WHZ)
Metaphern – Bilder, die uns bewegen
Metaphern in Wirtschaft, Technik und Gesellschaft
Pedagogical Aspects of LSP
Sprache in Bewegung
Vor- und Nachbereitung von Studiensemestern im Ausland
Klaffenbach bei Chemnitz, 08. bis 10.11.2007
Interkulturelle Kompetenz in der deutsch-chinesischen Zusammenarbeit
Seminar „Interkulturelle Kommunikation“
Programas de bolsas e fomento
Vortrag gehalten am 31.05.2007 an der Universidade Federal do ABC im Rahmen der Veranstaltung: Oportunidades de Estudo e Pesquisa na Alemanha, Santo André, SP/ Brasilien
Ó doutor Mário Soares - Vereehrter Herr Brandt” Forms and speech acts of address in German, Brazilian and European Portuguese
Vortrag gehalten im Rahmen der 10th International Pragmatics Conference (8.-13. Juli 2007), Göteborgs universitet / Schweden
La semi-communication entre un patient hispanophone et son interprète portuguaise dans des conversations avec un médecin allemand dans un hôpital d’Hambourg
Vortrag gehalten im Rahmen des XXV Congrès Internationale de Linguistique et Philologie Romanes (2.-8. September 2007), Universität Innsbruck / Österreich
Semi-comunicação entre falantes de português e de espanhol: análise de uma conversa entre uma médica alemã e um paciente hispanoamericano interpretada por uma enfermeira de origem portuguesa num Hospital de Hamburgo
Vortrag gehalten im Rahmen des 7. Deutscher Lusitanistentag (6. – 9. September 2007), Universität zu Köln
Da oposição semântica entre saber+infinitivo e poder+infinitivo para falantes de alemão
Vortrag gehalten im Rahmen des VI Congresso Internacional da Sociedade Internacional Português-Língua Estrangeira (29. November – 1. Dezember 2007), Universidade Federal de São Carlos, São Carlos / Brasilien.
Candidato Lula - Ó Doutor Mário Soares : Actes et termes d adresse dans deux débats télévisés au Brésil et au Portugal
Vortrag gehalten im Rahmen der Journée d’Etude: Mignonne, allons voir si la rose... Termes d adresse et modalités énonciatives dans les langues romanes (7.-8. Dezember 2007), Université de Paris VIII, Saint-Denis / Frankreich
Strategisches und wertorientiertes Kostenmanagement
Vom Kostencontrolling zur integrierten Unternehmensrechnung
Effektivitätsorientiertes Controlling mittelständischer Unternehmen
Kapitalflussrechnungen als Instrumente für ein wertorientiertes Controlling und Reporting
Verursachungsgerechte Kostenzuordnung bei Kuppelproduktionen
Zur Auslegung von Schraubenverbindungen großer Durchmesser
Querer é poder? Para uma descrição acional dos verbos modais em português
Vortrag gehalten Im Rahmen der Jornada da Lingüística do Português, (24. Februar 2006), Universität Stockholm, ISPLA & FoRom / Schweden
Modalverben in gedolmetschten Arzt-Patienten-Gesprächen (deutsch-portugiesisch und deutsch-türkisch)
Vortrag gehalten im Rahmen des XII Congreso Latinoamericano de Estudios Germanísticos, La Habana.; Deutsch in Lateinamerika: Ausbildung, Forschung, Berufsbezug; XII. ALEG-Kongress (13.-17. März 2006), Havanna / Cuba
Interpretação no Hospital: Sobre a marcação de reprodução de fala em conversas entre médicos alemães e pacientes portugueses e turcos interpretados por intérpretes não-profissionais
Vortrag gehalten im Rahmen der II Jornada da Língua Alemã (8.-12. Mai 2006), Universidade de São Paulo / Brasilien
Alltägliche Wissenschaftssprache im studienbegleitenden Fachsprachenunterricht
Vortrag gehalten im Rahmen des 1o. Congresso Latino-Americano e 6o. Congresso Brasileiro de Professores de Alemão (24.-28. Juli 2006), Universidade de São Paulo / Brasilien
Verbos modais e operações mentais subjacentes
Vortrag gehalten im Rahmen der III Conferência Lingüística e Cognição (9.-11. August 2006), Universidade Estadual de Campinas (Unicamp) /Brasilien
Hacia una descripción accional de los verbos modales
Vortrag im Rahmen des 4º. Congresso Brasileiro de Hispanistas (3.-6. September 2006), Universidade do Estado do Rio de Janeiro (UERJ) / Brasilien
“Éche pikar dins ch l’arnitoèle": Lebensräume einer Langue Collatérale im Internet
Vortrag gehalten im Rahmen des 5ème Congrès de l’Association des Franco-Romanistes Allemands (26-29 September 2006), Martin-Luther-Universität Halle
Strategische Balanced Scorecard für das wertschöpfungsorientierte Controlling
Vom Ergebniscontrolling zum wert-, risiko- und finanzorientierten Controlling
Kennzahlengestütztes Risikomanagement und Risikocontrolling auch im Mittelstand
Ergebnis- und wertorientiertes Controlling
IFRS-Controlling
Effektivitätsorientiertes Controlling
Vai ter que fazer quiomioterapia » : How medical procedures are announced to patients ? Insights from interpreter-mediated and monolingual Portuguese briefings on informed consent
Vão lhe fazer Ultraschall ao coração. Ultrallschall, sabe o que é?" -"Sim, não sei.":Arzt-Patienten-Gespräche mit Ad-hoc-Dolmetschern (deutsch-portugiesisch und deutsch-türkisch)
As condições de pesquisa na graduação em Letras na Alemanha e na França
Vortrag gehalten im Rahmen des XVI Fórum Acadêmico de Letras (26.-28. Mai 2005), Universidade Estadual de Mato Grosso do Sul (Uems), Dourados, MS / Brasilien
Cash Flow-Kalküle und Kennzahlen für das finanzorientierte Controlling
Effektivitätsorientiertes Controlling
Hacia una descripción accional de los verbos modales en español
Vortrag gehalten im Rahmen des Second UK Symposium of Hispanic Linguistics (15. – 17. April 2004), Universität Southampton / Verinigtes Königreich von Großbritannien und Nordirland
Funktionen von Modalverben in Schlagzeilen von Zeitungsnachrichten: ein multilingualer Vergleich (Deutsch vs. Französisch, Portugiesisch, Spanisch)
Vortrag gehalten im Rahmen des Kolloquiums Pressetextsorten im Vergleich (21.-22. Mai 2004), Universität Helsinki / Finnland
Os verbos modais na argumentação científica em espanhol, francês e português
Vortrag gehalten im Rahmen des XXIVe Congrès International de Linguistique et Philologie Romanes (2.-5. August 2004), University of Wales, Aberystwyth / Vereinigtes Königreich von Großbritannien und Nordirland
Sprache und Identität bei einer "Langue collatérale": der Fall des Pikardischen
Vortrag gehalten im Rahmen des 4ème Congrès de l’Association des Franco-Romanistes Allemands: “Langue, Littérature, Démocratie/ Sprache, Literatur Demokratie” (29. September – 3. Oktober 2004), Universität Freiburg im Breisgau
Cohesive ties in interpreter -mediated discourse
Vortrag gehalten im Rahmen des International Colloquium on Connectivity in Multilingual Settings (18.-20. November 2004), Universität Hamburg, SFB 538: Mehrsprachigkeit.
Sprechakte kontrastiv: Das Rostocker Forschungsprojekt: Sprachvergleich Euro-Portugiesisch-Deutsch - eine textlinguistisch und kommunikationsorientierte Gegenüberstellung des Deutschen und Portugiesischen
Vortrag gehalten im Rahmen der 31. Jahrestagung des Fachverbandes Deutsch als Fremdsprache (FaDaF) (29.-31. Mai 2003) Universität Duisburg-Essen, Campus Essen
Zur semantischen Valenz im Dicionário gramatical de verbos do português contemporâneo do Brasil
Vortrag gehalten im Rahmen des 5. Deutscher Lusitanistentag: “Portugiesisch: Weltsprache mit Zukunft” (25.-28. September 2003), Universität Rostock
Zur Anrede im Deutschen und Portugiesischen
Vortrag gehalten im Rahmen des 5. Deutscher Lusitanistentag: “Portugiesisch: Weltsprache mit Zukunft” (25.-28. September 2003), Universität Rostock
L’atténuation et intensification des actes de langage directifs en portugais du Brésil. Comparaisons avec l’espagnol, le français et l’italien
Vorrag gehalten im Rahmen der Journée d’Etudes: “Plus ou moins!? L’atténuation et intensification dans les langues romanes” (12.-13. Dezember 2003), Université de Paris VIII, Saint-Denis /Frankreich
Rentabilitätsorientiertes Controlling vor dem Hintergrund von Basel II: Shareholder Value und Economic Value Added
Spartenergebnisrechnung, Segment Reporting, Kapitalflussrechnung
Ergebnissteuerung nach IAS
Spartenergebnisrechnung, Segment Reporting, Kapitalflussrechnung
Relevanz der internationalen Rechnungslegung und Grundlagen der IAS
Leistungscontrolling und rentabilitätsorientierte Unternehmenssteuerung
Ansatzpunkte für die Harmonisierung von externem und internem Rechnungswesen
Die Kennzeichnung von Handlungszielen durch Modalverben im Deutschen und Portugiesischen
Vortrag gehalten im Rahmen des 4. Deutscher Lusitanistentag, (11.-14. September 2001), Johannes-Gutenberg- Universität Mainz, Campus, Germersheim
O sistema dos verbos modais em português em contraste com o francês e o alemão
Vortrag gehalten im Rahmen des 6º Congresso Internacional do Ensino de Português como Língua Estrangeira (22.-26. Oktober 2001), Universidad Nacional Autónoma de México, Campus Acatlán / Mexiko
Cost Accounting Solutions for Profit Planning and Control
Les verbes modaux en portugais
Bolted Joints Calculation by VDI 2230 (new draft).
Da integração semântica de ir+infinitivo no sistema dos verbos modais numa perspectiva de descrição semântica no âmbito de uma teoria de ação
Vortrag gehalten im Rahmen des 6º Congresso da Associação International de Lusitanistas (AIL) (8.-13. August 1999), Universidade Federal do Rio de Janeiro / Brasilien
Quem pode, pode; quem não pode se sacode: alcances e incon¬venientes da pesquisa lingüística sobre os verbos modais portugueses
Vortrag gehalten im Rahmen des Colóquio Internacional «A Investigação do Português na África, América, Ásia e Europa: balanço crítico e discussão do ponto actual das investigações» (23. – 27. März 1998), Ibero-Amerikanisches Institut, Stiftung Preußischer Kulturbesitz, Berlin
Formen und Funktionen der Redewiedergabeindices in brasilianischen und portugiesischen Zeitungsnachrichten
Vortrag gehalten im Rahmen des 1. Deutscher Lusitanistentag (7.-9. September 1995), Ibero-Amerikanisches Institut, Stiftung Preußischer Kulturbesitz, Berlin
Aí como partícula modal do português
Vortrag gehalten im Rahmen des 1º Congresso Internacional da Associação Brasileira de Lingüística (11.-16. September 1994), Universidade Federal da Bahia, Salvador, BA / Brasilien
Zur Pragmatik von portugiesisch -inho und Partikelentsprechungen im Deutschen
Vortrag gehalten im Rahmen des XXIII. Romanistentag: «Wandel der Systeme - Wandel der Romanistik» (27. – 30. September 1993), Universität Potsdam
Konvergenzen und Divergenzen zwischen portugiesisch dever und deutsch sollen und müssen
Vortrag gehalten im Rahmen der Woche des Romanischen Seminars (2.-5. November 1993), Universität Bonn, Bonn
Künstliche Intelligenz studieren, Zukunft gestalten
Bus stop data quality in OpenStreetMap
Effizientere Zerspanung schwer bearbeitbarer Legierungen auf Nickel- und Kobaltbasis
An Architecture for Unattended Containerized (Deep) Reinforcement Learning with Webots
Notes on finite MDPs, Bellman equations and policy improvement à la Sutton/Barto
Frohe Weihnachten! عيد ميلاد مجيد
Die Hoffnung von Weihnachten - עִמָּנוּ אֵל
Forschungstransfer von Westsachsen nach Westkalifornien
Zwickauer Wissenschaftler präsentieren sich auf Photonics West
FROHES CHANUKKA ! חנוכה שמח
DIE UNIVERSALE BOTSCHAFT DES 2187 JAHRE ALTEN FESTES
Comparative study between TIG-MIG hybrid and MIG welding of 1.4462 duplex steel joints
Ausstellung zu historischen Plakaten aus Brasilien in Hochschulbibliothek
„Die Popularisierung der Gesundheitspolitik in Brasilien in der Ära Vargas (1930-1954)“
Lungensegmentierung mit einer KI • Ein Transferprojekt des sächsischen Hochschulverbunds Saxony⁵
An AI for Lung Segmentation • a successful project within the transfer network Saxony⁵
KI: Segmentierung von Lungen-CT-Bildern in Rekordzeit
prof. A. Reske
Jetzt kommt der KI-Doktor
15. Deutscher Lusitanistentag –
Internationale Fachtagung zur portugiesischsprachigen Welt an der Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
WHZ im Zentrum der Forschenden zur portugiesischsprachigen Welt
Einladung zum 15. Deutschen Lusitanistentag
in: Mitteilungen des Deutschen Lusitanistenverbandes , 38 (August 2023), 8-9.
Convite para o 15º Congresso Alemão de Lusitanistas
in: Mitteilungen des Deutschen Lusitanistenverbandes 38 (August 2023), 10-11.
Study on MIG-TIG hybrid brazing of galvanised thin sheet
KI soll Rekonstruktion von Unfällen verbessern
Datenwissenschaftler der Westsächsischen Hochschule Zwickau (WHZ) haben gemeinsam mit führenden Forschungsinstitutionen untersucht, wie effizient sich Künstliche Intelligenz (KI) bei der Rekonstruktion von Verkehrsunfällen einsetzen lässt.
Statements on the Contribution by Grisold et al. from Issue 2/2022
Akademische Nachwuchsförderung - Eine empirische Studie zu Handlungsansätzen aus HAW-Perspektive zur (Weiter-)Entwicklung einer institutionalisierten akademischen Personalentwicklung
Disruptive Making – die Notwendigkeit exponentieller Anpassung von Unternehmen im Kontext Digitalisierung und Sektorenkopplung
Neue Lichtquelle: Eine Million mal heller als die Sonne
Doktorarbeit untersuchte Anwendung eines speziellen Weißlichtlasers für Halbleiterindustrie und Mikrobiologie
Dresdner Licht ist eine Million Mal heller als die Sonne
Sächsische Forscher haben eine neue Lichtquelle entwickelt.
Forschung ohne den Bogen zu überspannen
Forschende der Westsächsischen Hochschule Zwickau (WHZ) wollen Grundlagen für einen neuen Studiengang im Streichbogenbau schaffen sowie die bisher verwendeten seltenen tropischen Hölzer nachhaltig ersetzen.
Hochschule Zwickau hat bald den Bogen raus
Die Westsächsische Hochschule Zwickau ist bekannt durch die Fachrichtung Fahrzeugbau. Auch angewandte Kunst und Musikinstrumentenbau wird dort gelehrt. Dort kommt bald ein neuer Studiengang hinzu: der des Streichbogenbaus. Bei den Musikinstrumentenbauern mischen auch die Fahrzeugbauer mit.
Endoskope so dünn wie ein Haar – Eine Vision?
KI-Modell überträgt Bild über eine einzelne optische Faser
Endoskope so dünn wie ein Haar – Eine Vision?
Flexible Endoskope werden in der Medizin und in technischen Branchen zur Untersuchung schwer zugänglicher Hohlräume eingesetzt. Eine Verringerung ihres Durchmessers wäre von großem Nutzen.
15. Auswärtsseminar: Physiker feiern 15 Jahre erfolgreichen Wissenstransfer
Vom 7. bis 9. September 2022 präsentieren Experten aus Wissenschaft und Wirtschaft ihre Forschungsprojekte und Arbeiten im Bereich Optische Technologien. Seit 15 Jahren ermöglicht dies eine Forschergruppe der Westsächsischen Hochschule Zwickau (WHZ).
Neuer Reifenscanner misst Profiltiefe schnell und zuverlässig
Wissenschaftler der Westsächsischen Hochschule Zwickau (WHZ) und der Spezialist für Reifen- und Rädermanagement „efleetcon“ arbeiten gemeinsam an der Weiterentwicklung eines mobilen Scanners zur Bestimmung von Reifenalter und Profiltiefe.
Entwicklung eines innovativen Analyseverfahrens zur Bestimmung des Realalterungszustandes von Lkw-Reifenkarkassen
Neuer Reifenscanner misst Profiltiefe schnell und zuverlässig
Wissenschaftler der Westsächsischen Hochschule Zwickau (WHZ) und der Spezialist für Reifen- und Rädermanagement „efleetcon“ arbeiten gemeinsam an der Weiterentwicklung eines mobilen Scanners zur Bestimmung von Reifenalter und Profiltiefe.
Entwicklung eines innovativen Analyseverfahrens zur Bestimmung des Realalterungszustandes von Lkw-Reifenkarkassen
Neuer Reifenscanner misst Profiltiefe schnell und zuverlässig
Wissenschaftler der Westsächsischen Hochschule Zwickau (WHZ) und der Spezialist für Reifen- und Rädermanagement „efleetcon“ arbeiten gemeinsam an der Weiterentwicklung eines mobilen Scanners zur Bestimmung von Reifenalter und Profiltiefe.
Weniger Transportunfälle durch neue Fraunhofer Sicherheitstechnik
Das Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS betreibt in Kooperation mit der Westsächsischen Hochschule Zwickau (WHZ) das Fraunhofer-Anwendungszentrum für Optische Messtechnik und Oberflächentechnologien (AZOM).
Datenwissenschaftler der WHZ analysieren ÖPNV-Netz der Region
Host-hub communication for LEGO Spike Prime on Linux
Odyssee digitale Gesundheit - Die Gesundheitstelematik in Deutschland auf Irrwegen
Influence of Current Modulation on Melting Behavior during Wire Arc Spraying
Untersuchung des Einflusses von Prozessführung und Gasqualität bei Induktionslötprozessen mit chromhaltigen Lotwerkstoffen
"15. Deutscher Lusitanistentag Westsächsische Hochschule Zwickau, 19.-23. September 2023 Einladung zum 15. Deutschen Lusitanistentag und Aufruf zur Sektionsbildung Portugiesisch: globale Sprache des 21. Jahrhunderts – Kulturen, Literaturen, Wissenschaft und Wirtschaft",
in: Mitteilungen des Deutschen Lusitanistenverbandes 37 (Juli 2022), 10-14.
"15º Congresso Alemão de Lusitanistas Westsächsische Hochschule Zwickau 19 a 23 se Setembro de 2023 Convite para o 15º Congresso Alemão de Lusitanistas e para a formação de secções Português: língua global do século XXI – culturas, literaturas, ciência e economia",
in: Mitteilungen des Deutschen Lusitanistenverbandes 37 (Juli 2022), 15-18.
"Die Fakultät Angewandte Sprachen und Interkulturelle Kommunikation an der Westsächsischen Hochschule Zwickau (WHZ) und die Lusitanistik an der Fakultät",
in: Mitteilungen des Deutschen Lusitanistenverbandes 37 (Juli 2022), 19-22
"A Faculdade de Línguas Aplicadas e Comunicação Intercultural da Universidade de Ciências Aplicadas de Zwickau (WHZ) e a Linguística em Zwickau",
in: Mitteilungen des Deutschen Lusitanistenverbandes 37 (Juli 2022), 23-26.
Performancesteigerung von HSS-Werkzeugen durch kryogene Kühlung
Unternehmenswert durch Nachhaltigkeit steigern
A novel approach to consider triaxial tensile stresses within the framework of a failure criterion
100 Years of Graphical Business Process Modelling
Effiziente Fertigungsstrategien für Getriebekomponenten
Kryogene Zerspanung mit thermisch sensiblen Schneidstoffen
JupyterHub and autograding on bare-metal lab servers
A Comparative Study of Automatic Localization Algorithms for Spherical Markers within 3D MRI Data
Meixensberger, J.; Winkler, D.
Statische Medizintechnik war gestern
Transferverbund Saxony⁵
A Comparative Study of Automatic Localization Algorithms for Spherical Markers within 3D MRI Data
Die Enforcement-Richtlinie und die wundersame Kompetenzerweiterung der EU
Der Mordfall Markovic - Delon, Pompidou, Nacktfotos und eine Staatsaffäre
Streitwertbegünstigung bei einer vermögenslosen Partei, Besprechung von OLG Brandenburg, Beschl.v. 25.5.2021 – 6 W 4/21, 6 U 2/21
702) Verbraucherdarlehen in Fremdwährung, missbräuchliche Vertragsklauseln, Verjährung; Besprechung von EuGH, Urt.v. 10.6.2021, Rs. C-776/19 bis C-782/19
Busse/Keukenschrijver, Patentgesetz. Kommentar, 9. Aufl. (Buchbesprechung)
Gerhard Ullrich, The Law of the International Civil Service (Buchbesprechung)
Ströbele/Hacker/Thiering, Markengesetz. Kommentar. 13 Aufl. (Buchbesprechung)
Helmut Redeker, IT-Recht, 7. Aufl. (Buchbesprechung)
Dagmar Gesmann-Nuissl/Stefan Korte (Hrsg.), Kapital in Recht und Wirtschaft, Festschrift der Fakultät für Wirtschaftswissenschaften der TU Chemnitz für Ludwig Gramlich zum 70. Geburtstag (Buchbesprechung)
Simon Apel/Louis Pahlow/Matthias Wießner (Hrsg.), Biographisches Handbuch des Geistigen Eigentums (Buchbesprechung)
Cornelia Manger-Nestler/Ludwig Gramlich, Öffentliches Wirtschaftsrecht klipp & klar (Buchbesprechung)
Ulrich Loewenheim (Hrsg.), Handbuch des Urheberrechts, 3. Aufl. (Buchbesprechung)
Menno Aden, Kulturgeschichte der großen deutschen Erfindungen und Entdeckungen. Ein Lesebuch über 800 Jahre Innovation aus deutschen Landen (Buchbesprechung)
Ну заяц, погоди!
Ein autobiographischer Versuch über Russensentimentalität und ihren Anteil an ostdeutscher Identität
Zwangssterilisation „im Dienste der Volksgesundheit“
Auswertung der Zwickauer Erbgesundheitskartei
MarGet - Leistungsfähigere Komponenten für Schiffsgetriebe durch ressourcen- und umweltschonende umformende Fertigungsstrategien
Abnormal resistive switching in electrodeposited Prussian White thin films
Predicting house prices (part 1)
Predicting house prices (part 2)
Training ANNs
Titel What did the CNN learn?
Reibungsreduzierung durch Ultraschallanregung in der Umformtechnik
Implementierung eines Supermarkt-Self-Checkout mit DDD
Ein Forschungsprojekt auf Basis von VLINGO XOOM
Implementing Supermarket Self-Checkout using DDD
A Research Project based on VLINGO XOOM
Verdichten, Glätten und Verfestigen von thermisch gespritzten Schichten mittels mechanischer Ultraschallbearbeitung
Versorgung von geriatrischen Patient:innen im ländlichen Raum – eine multizentrische Machbarkeitsstudie
Estimates for the discrete fundamental solution of the discrete Laplace operator on a rectangular lattice
MMA-20-19677
Personal safety of passengers during the first phase Covid-19 pandemic in the opinion of public transport drivers in Krakow
A note on generalized invertibility and invariants of infinite matrices
Effect of acoustic excitation on fiber-reinforced polypropylene and the influence on melt viscosity
Ausgliederung der Pflegepersonalkosten aus dem DRG-System - rechtliche Aspekte sowie ökonomische Chancen und Risiken im Rahmen des Pflegepersonalstärkungsgesetzes (PpSG)
Modelling the Effects of Traffic-Calming Introduction to Volume–Delay Functions and Traffic Assignment
Analysis of the Causes and Effects of Cyclis-Pedestrian Accidents in Biggest Polish Cities
Warmzerspanung für maritime Getriebe - MarGet
72_Bibliography of Recent Publications on Specialized Communication (72nd Installment)
Pretreatment of cutting tools by plasma electrolytic polishing (PEP) for enhanced adhesion of hard coatings
Influence of the nozzle head geometry on the energy flux of an atmospheric pressure plasma jet
Ludwig Gramlich zum 70. Geburtstag
Gerhard Ullrich, The Law of the International Civil Service (Buchbesprechung)
Glossar Hochschulwesen Französisch-Deutsch
Editorial: Emotionen und Gesundheit – Förderung von Kompetenzen und Strategien,
Emotionale Kompetenzen und psychische Gesundheit. Eine Querschnittstudie in Gesundheitsberufen,
Pflichten der Betreiber und Anwender von Medizinprodukten
Auswirkungen des neuen Medizinprodukterechts auf Pflegepersonal und Pflegeeinrichtungen
Qualitätssicherung der Deutschen Rentenversicherung bei der Rehabilitation nach einer Hüft-Totalendoprothesen-Operation aus der Sicht von leitenden Therapeuten orthopädischer Rehabilitationskliniken
IMMA - Integriert, Modular/Multimedial und Autonom - Gute DaFF-Sprachlehre für internationale Studierende an der Westsächsischen Hochschule Zwickau
71. Folge_Bibliography of Recent Publications on Specialized Communication (71st Installment)
Resistive Switching in Electrodeposited Prussian Blue Layers
Bruna F. Baggio, Cristiani C. Plá Cid, André A. Pasa
Diamantwerkzeuge unter Kryogeneinfluss
Glühmann, J.
Practical Classification and Evaluation of Optically Recorded Food Data by Using Various Big-Data Analysis Technologies
Versorgungskapazitäten eines Großstadtkrankenhauses für einen Massenanfall von Verletzten
Dissipation energy based parameter identification of anisotropic linear viscoelastic composites
SARS-Covid-19: Epidemiologie oder Magie als Handlungsleitlinie?
Corona-Tracing-App – interessante Idee, aber weltfremd…
Sollen wir weiter eingesperrt werden?
Mit dem Faxgerät die Coronavirus-Epidemie bekämpfen?
Fehlt uns eine Schutzziel-Diskussionskultur?
Es geschieht nichts….
Wir wissen weiterhin wenig...
70. Folge_Bibliography of Recent Publications on Specialized Communication (70th Installment)
Französische Restaurantkritiken im Internet. Eine linguistische Analyse einer digitalen ‚Textsorte‘.
Persuasive communication on the Facebook account of the ‚Alternative for Deutschland‘ Saxony. An example of political populism.
Anwendung textiler Materialien als Wärmeabsorber
Hardy Müller
Mobilität von geriatrischen Patienten fördern - Ältere Menschen nach Hüftfraktur im Akutkrankenhaus
Betriebliches Eingliederungsmanagement in Einrichtungen des Gesundheitswesens als Instrument zur Verbesserung des Arbeitsumfeldes - 1. Teil
Betriebliches Eingliederungsmanagement in Einrichtungen des Gesundheitswesens als Instrument zur Verbesserung des Arbeitsumfeldes - 2. Teil
Vorhaltekosten in einem überregionalen Traumazentrum zur Bewältitung eines Großschadensereignisses
Analyse des Ernährungsmanagements in einem Krankenhaus der Grund- und Regelversorgung
Iterative algorithms for the post-processing of high-dimensional data (Journal of Computational Physics Volume 410, 1 June 2020)
High-dynamic-range areal profilometry using an imaging, dispersion-encoded low-coherence interferometer
Sensorik: sensibler Spatel soll das Hirn schützen
Configuring effective client-adviser interactions
Psychohygiene, Eugenik, Euthanasie.
Lehren aus der Vergangenheit
Plasma-generated silicon oxide coatings of carbon fibres for improved bonding to mineral-based impregnation materials and concrete matrices
Hybrid manufacturing of titanium Ti-6Al-4V combining laser metal deposition and cryogenic milling
Prozessanalyse der zentralen Akten- und Befundorganisation im Bundeswehrkrankenhaus Ulm
Komplikationen bei der osteosynthetischen Frakturversorgung
Der Kostenersatzanspruch nach § 140 Abs. 4 MarkenG bei Doppelvertretung in Kennzeichensachen und das Unionsrecht
Inlandsvertreter: Müssen Anwälte eine schriftliche Vollmacht vorlegen?
Zustellung eines Antrags auf Schutzentziehung an Markeninhaber im Ausland – Inlandsvertreter IV, Besprechung von BPatG, Beschl.v. 7.3.2019 – 30 W (pat) 38/18
Tätigkeit österreichischer Rechtsanwälte in Deutschland, Anm. zu BPatG, Beschl.v. 3.4.2020, 29 W (pat) 600/17 – Pitztal
Kostenrecht, Anm. zu BGH, Beschl.v. 24.9.2020, I ZB 59/19 - Kosten des Patentanwalts VI
Staudingers Kommentar zum Bürgerlichen Gesetzbuch mit Einführungsgesetz und Nebengesetzen, Internationales Privatrecht (Einleitung zum IPR), Neubearbeitung 2019 (Buchbesprechung)
Johannes Willms, Mirabeau oder Die Morgenröte der Revolution. Eine Biographie (Buchbesprechung)
Karl-Heinz Fezer/Stefan Koos, Staudinger, Internationales Wirtschaftsrecht (Kollisionsrecht des KartellR, LauterkeitsR, MarkenR, PatentR und UrheberR) (Buchbesprechung)
Ekey/Bender/Fuchs-Wissemann, Markenrecht, 4. Aufl. (Buchbesprechung)
Friedrich Albrecht/Markus Hoffmann, Die Vergütung des Patentanwalts. Anspruchsdurchsetzung und Kostenerstattung, 4. Aufl. (Buchbesprechung)
Roßnagel/Hornung (Hrsg.), Grundrechtsschutz im Smart Car. Kommunikation, Sicherheit und Datenschutz im vernetzten Fahrzeug (Buchbesprechung)
Elton Tota, EU Enlargement and its Impact to the Western Balkans (Buchbesprechung)
Sassenberg/Faber (Hrsg.), Rechtshandbuch Industrie 4.0 und Internet of Things, 2. Aufl. (Buchbesprechung)
Markus Beham/Melanie Fink, Völkerrechtsprechung kompakt (Buchbesprechung)
Ionic-Defect Distribution Revealed by Improved Evaluation of Deep-Level Transient Spectroscopy on Perovskite Solar Cells
Implikationen der Digitalisierung für das Controlling
Streitwertbegünstigung bei vermögenslosen oder überschuldeten Antragstellern
Auslandsrechtliche und fremdsprachliche rechtswissenschaftliche Veranstaltungen: Theoretische Überlegungen und praktische Erfahrungen
Tätigkeit von Rechts- und Patentanwälten aus der Schweiz in Deutschland
Die Umrechnung von an ausländischen Schulen erzielten Noten, dargestellt am Beispiel der Europäischen Schulen
The Influence of Workload and Work Flexibility on Work-Life Conflict and the Role of Emotional Exhaustion
Verfahren zum Beschichten dreidimensionaler Substrate mit photostrukturierbaren Resisten
Dr. Dorothea Dillner - Zwickaus erste Stadtärztin von 1925 - 1970
Macht Sozialpsychiatrie krank?
Mitarbeitergesundheit in sozialpsychiatrischen Arbeitsfeldern
Komplikationen bei der osteosynthetischen Frakturversorgung
Patientenorientierung von Websites niedergelassener Hals-Nasen-Ohren-Ärzte in Bayern
Hitzefrei in deutschen Wohnungen
Entwicklung deutscher Wohnraumtemperaturen mit intensiveren sommerlichen Hitzewellen - Teil 2: Fallbeispiele für alte und moderne Bausubtanz
Formen und Funktionen von Metaphern in der deutschsprachigen Online-Präventionskommunikation
Use of beam-shaping optics for wafer-scaled nanopatterning in laser interference lithography
Supercontinuum Generation in the Cladding Modes of an Endlessly Single-Mode Fiber
Predictors of patient satisfaction after cardiacpacemaker implantation or ICD implantation
Ambulante psychotherapeutische Versorgungssituation von traumatisierten Kindern und Jugendlichen in Deutschland
69. Folge_Bibliography of Recent Publications on Specialized Communication (69th Installment)
68. Folge_Bibliography of Recent Publications on Specialized Communication (68th Installment)
Rechtliche Aspekte des Arbeitsschutzes in der Pflege unter Berücksichtigung der Neuregelungen des Mutterschutzgesetzes - 2. Teil
Entwicklung deutscher Wohnraumtemperaturen mit intensiveren sommerlichen Hitzewellen Teil 2: Fallbeispiele für alte und moderne Bausubstanz
Emissionsfreie Wärmeversorgung – Stand der Technik und ein neuer Ansatz
Muss die Patentanwaltskammer Honorargutachten kostenlos erstatten?
Geplante Änderungen hinsichtlich des elektronischen Rechtsverkehrs mit dem DPMA
Entwicklung der Prozesskosten im gewerblichen Rechtsschutz – Eine Prognose
Erstattung der Reisekosten von Rechtsanwalt und Patentanwalt, Besprechung von OLG Frankfurt a.M., Beschl.v. 29.11.2018 – 6 W 91/18
Verfassungsmäßigkeit des Kostenersatzanspruchs für Patentanwälte in Kennzeichenstreitsachen, Besprechung von KG, Beschl.v. 30.7.2018 – 19 W 149/17
Roßnagel/Friedewald/Hansen (Hrsg.), Die Fortentwicklung des Datenschutzes. Zwischen Systemgestaltung und Selbstregulierung. (Buchbesprechung)
Bodo Pieroth, Deutsche Schriftsteller als angehende Juristen (Buchbesprechung)
Gernot Sydow (Hrsg.), Europäische Datenschutzgrundverordnung. Handkommentar, 2. Aufl. (Buchbesprechung)
Markus P. Beham, State Interest and the Sources of International Law. Doctrine, Morality, and Non-Treaty Law (Buchbesprechung)
Markus P. Beham, State Interest and the Sources of International Law. Doctrine, Morality, and Non-Treaty Law (compte rendu)
Axel v. d. Bussche/Paul Voigt, Konzerndatenschutz, Rechtshandbuch, 2. Aufl. (Buchbesprechung)
SCHRIFTLICH PRÄSENTIERTE MÜNDLICHKEIT IN LEHRBÜCHERN DES PORTUGIESISCHEN UND DES DEUTSCHEN ALS FREMDSPRACHE (PLE UND DAF)
in: Ecos de Linguagem 8:1 (2018), 40-63
Online seit 02.04.2019.
Dissipation power homogenization of anisotropic linear viscoelastic composites
Rechtliche Aspekte des Arbeitsschutzes in der Pflege unter Berücksichtigung der Neuregelungen des Mutterschutzgesetzes - Teil 1
Besieged by the left and the right: The order of liberal globalism
The puzzles of a triumvir: Friedrich von Wieser as political economist and sociologist
Debating liberalism: Walter Eucken, F. A. Hayek and the early history of the Mont Pèlerin Society
The legacy of Max Weber and the early Austrians
Psychosocial areas of worklife and chronic low back pain: a systematic review and meta-analysis.
Continuity of the (n,ϵ) -Pseudospectrum in Banach Algebras
Quantized-CP Approximation and Sparse Tensor Interpolation of Function Generated Data.
Naraparaju, K.K. (BITS Pilani, Hyderabad Campus, Indien)
Medizinische Servicezentren eröffnet
Intelligenter Hirnspatel soll OPs sicherer machen
Neuer Spatel für sichere OPs
Determination of spreading and flow behavior of brazing fillers
Lifetime study of sputtered PtAl coating on gamma-TiAl with and without TBC topcoat at high temperatures
Telemedizinisches Modellvorhaben läuft
Spatially Resolved Cross-Linking Characterization by Imaging Low-Coherence Interferometry
Hinaus in die Welt: Ergebnisse der Studierendenbefragung zu ihrer studienbezogenen Auslandsmobilität
Ergebnisbericht der Mobilitätsstudie 2019 – Auslandsmobilität von Studierenden, ausgerichtet auf die Zielländer des DHIK
Das Arbeitsrecht und strukturelle Besonderheiten des EuGH
Markus Beham/Melanie Fink/Ralph Janik, Völkerrecht verstehen, 2. Aufl. (Buchbesprechung)
Kostenerstattung bei Doppelvertretung in Kennzeichensachen. Zugleich Besprechung von BGH, 09.05.2019 – I ZB 83/18 – Kosten des Patentanwalts V
`WIRTSCHAFTSPORTUGIESISCH´ ALS NEUES STUDIENFACH IN DER DEUTSCHEN HOCHSCHULLANDSCHAFT: EINE ZWISCHENBILANZ DES `ZWICKAUER MODELLS´
in: Ecos de Linguagem 8:1 (2018), 156-170
Online seit 02.04.2019.
`PORTUGUÊS EMPRESARIAL´ COMO NOVA DISCIPLINA ACADÉMICA NO SISTEMA UNIVERSITÁRIO ALEMÃO: UMA DESCRIÇÃO DO `MODELO DE ZWICKAU´
in: Ecos de Linguagem 8:1 (2018), 171-186.
Online seit 02.04.2019
Analyse der pflegerischen Tätigkeiten auf einer internistischen Station in einem Krankenhaus der Schwerpunktversorgung
Rechtliche Rahmenbedingungen und multikulturelle Ansätze zur Vereinbarkeit von Religion und Beruf in Krankenhaus und Pflegeeinrichtungen
Entscheidungsunterstützung für die Planung. Großvermieter mithilfe eines intelligenten Instruments für die Stadtentwicklung gewinnen
66. Folge_Bibliography of Recent Publications on Specialized Communication (66th Installment)
67. Folge_Bibliography of Recent Publications on Specialized Communication (67th Installment)
Spotlight on customization: An analysis of necessity and sufficiency in services
Nanoschichten für die Fein- und Mikrobearbeitung
Heimatlos im eigenen Land?
Wie Ausländerhaß entstehen kann.
Zielgerichtete, kryogene Prozessauslegung
Mit Ultraschall in neue Dimensionen
Prozessvertretung durch Rechtslehrer und das Erfolgshonorar
Ein Plädoyer für den Kostenerstattungsanspruch des vor Gericht in eigener Sache tätigen Patentanwalts
Ist die Streitwertbegünstigung mit dem Verfassungs- und dem Unionsrecht zu vereinbaren?
Strukturelle Schwächen des EuGH: Analyse und Reformvorschläge
Container-Signatur und Wiedereinsetzung, Anm. zu BSG, Beschl.v. 9.5.2018 – B 12 KR 26/18 B
Übertragung von Hoheitsrechten an supranationale Organisationen – Grundrechtsschutz, Anm. zu BVerfG, Beschl.v. 24.7.2018 – 2 BvR 1961/09
Ströbele/Hacker/Thiering, Markengesetz, Kommentar, 12. Aufl. (Buchbesprechung)
Tristan Barczak (Hrsg.), BVerfGG. Mitarbeiterkommentar zum Bundesverfassungsgerichtsgesetz (Buchbesprechung)
Australier findet eine berufliche Heimat in Zwickau
Zur Bedeutung von Pausen in der Deutschen Gebärdensprache - eine linguistische Annäherung
Partnerschaften und Netzwerke zur Umsetzung smarter Quartiere
Nutzerbeteiligung und Wissenstransfer zur Stärkung von Akzeptanz
DA REPRESENTAÇÃO ESCRITA DA ORALIDADE EM MÉTODOS DE PORTUGUÊS E DE ALEMÃO COMO LÍNGUAS ESTRANGEIRAS (PLE E DAF)
in: Ecos de Linguagem 8:1 (2018), 64-84.
Online seit 02.04.2019.
INTERVIEW MIT RACHEL ROSENSTOCK ÜBER DIE DEUTSCHE GEBÄRDENSPRACHE IN LEHRE UND FORSCHUNG
in: Ecos de Linguagem 8:1 (2018), 5-9
Online seit 02.04.2019.
ENTREVISTA COM A PROFA. DRA. RACHEL ROSENSTOCK SOBRE A LÍNGUA DE SINAIS ALEMÃ NO ENSINO SUPERIOR ENA PESQUISA UNIVERSITÁRIA
in: Ecos de Linguagem 8:1 (2018), 10-14.
Online seit 02.04.2019.
Forschungsprofilschärfung am IfP
Neue Ordnungsökonomik. Zur Aktualität eines kontextualen Forschungsprogramms
Neoliberalism as the Ideology of Depolitization? Eucken and Hayek Reconsidered
Yet Another Neoliberal School? Geneva and Its Ordoglobalists
Konstruktiver Umgang mit Emotionen und Verringerung von Burnout – Beispiel einer erfolgreichen Intervention in einer Hochrisikoberufsgruppe
Measuring work-related psychosocial and physical risk factors using workplace observations: a validation study of the “Healthy Workplace Screening
Burnout Prevention Team - process evaluation of an organizational health intervention
Emotionsregulation in der Arbeit am Beispiel Rettungsdienst.
The discrete Borel-Pompeiu formula on a rectangular lattice
Arbeitsbegleitende Erhebung und Auswertung von Vitaldaten als Element der Gesundheitsförderung im Arbeitsprozess
Entwicklung saisonaler Raumtemperaturverteilungen von klassischen zu modernen Gebäudestandards - Sind Rebound-Effekte unvermeidbar?
Mit Telemedizin gegen den Hausärztemangel
Innovative, interaktive und praxisorientierte Seminargestaltung im Fachprofil Personalmanagement
Stärken und Schwächen neuer objektiver Messverfahren und -technik für die Arbeitssystembewertung und Gefährdungsbeurteilung
Traumatherapeutische Versorgung von Kindern und Jugendlichen nach Großschadensereignissen
Eine Befragung von Psychotherapeuten mit traumaspezifischer Zusatzqualifikation
Standardisiertes Messverfahren zur in-situ Bestimmung des Benetzungs- und Fließverhaltens von Lotwerkstoffen unter Flussmitteleinsatz
Verringerung der Schwermetallionenmigration kupfergelöteter Plattenwärmeübertrager (PWÜ) für Trinkwasseranwendungen
Untersuchung der Gefüge-Eigenschafts-Beziehungen von Eisenbasisloten
Hochautomatisiertes Fahren und Straßenverkehrsinfrastruktur
Enabling Symmetric Collaboration in Public Spaces through 3D Mobile Interaction
Supercontinuum-based nondisruptive scattering analyses of mouse fibroblast L929 cells before and after necrosis
Experimentally and Analytically Derived Generalized Model for the Detection of Liquids with Suspended-core Optical Fibers
Experimentally and analytically derived generalized model for the detection of liquids with suspended-core optical fibers,
Optical Fiber Technology,Volume 45,2018,Pages 295-299.
Arbeitssituation mit einem rollierenden Arbeitszeitmodell in der ambulanten Pflege
Business Process Model Patterns: State-of-the art, Research Classification and Taxonomy
Formen und Funktionen fachsprachlicher Elemente auf französischsprachigen Webseiten der Diabetesprävention.
Computervermittelte Kommunikation und die Herausbildung pragmatisch-kommunikativer Handlungskompetenz im Fremdsprachenunterricht Französisch am Beispiel von bewertenden Sprachhandlungen.
Dicke Arme machen oder mit offenen Karten spielen. Die Vermittlung substandardlicher Varietäten im DaF-Unterricht – mit einem Fokus auf phraseolexematischen Einheiten.
Experten für den Alltag oder Experten für das Nicht-Alltägliche?
Assessment of selected traffic calming measure on the example of the Armii Krajowej street in Cracow
A multi-criteria appraisal of the selection of means of urban passenger transport using the electre and ahp methods
Modelling drivers’ behaviour in traffic calmed area
64. Folge_Bibliography of Recent Publications on Specialized Communication (64th Installment)
Ein generisches Konzept für den unterrichtsbegleitenden E-Portfolio-Einsatz an der Hochschule.
65. Folge_Bibliography of Recent Publications on Specialized Communication (65th Installment)
Effects of perceptions of care, medical advice, and hospital quality on patient satisfaction after primary total knee replacement: a cross-sectional study
Clinical Ethics Consultation in a Swiss Psychiatric University Hospital: Multiplicity and Diversity
Ethikkonsultation oder psychologische Supervision?
Kasuistische und methodische Reflexionen zu einem ungeklärten Verhältnis
Similarity of Business Process Models - A State-of-the-Art Analysis
Anti-Patterns in End-User Documentation
A Taxonomy and Repository of Business Process Model Patterns
Questions d’adaptation culturelle au niveau des stratégies de communication des entreprises : La présence en ligne de banques en France et en Allemagne.
Kühlschmierstoffe verbessern die Zerspanung von Faserverbundkunststoffen
Weltneuheit bei Energiespeicherung
Weltneuheit bei Energiespeicherung
Alterstraumatologische Patienten mit proximaler Femurfraktur - Auswertung von Routinedaten eines Alterstraumazentrums
Auswirkungen des fahrerlosen Valet Parkings auf die Verkehrsqualität in Parkbauten
Vermuteter Bekanntgabezeitpunkt von Verwaltungsakten und arbeitsfreie Tage
Nachruf auf Otto Sandrock
Der Jurist als Kulturvermittler: Generalanwalt Ruiz-Jarabo Colomer
Gewerblicher Rechtsschutz: Regelungen zum elektronischen Rechtsverkehr
Die Neuregelung der Vertretung durch ausländische Patentanwälte und deren Auswirkung auf den Kostenerstattungsanspruch
Das Europäische Patentrecht. Ein Beispiel für rechtsstaatliche Defizite internationaler Organisationen?
Müssen Beteiligte aus der EU in Verfahren vor dem Bundespatentgericht und dem Deutschen Patent- und Markenamt einen Inlandsvertreter bestellen?
Michael Rath/Rainer Sponholz, IT-Compliance. Erfolgreiches Management regulatorischer Anforderungen, 2. Aufl. (Buchbesprechung)
Markus Beham/Melanie Fink/Ralph Janik, Völkerrecht verstehen. Lehrbuch (Buchbesprechung)
Daniel Künkel, Effektiver Schutz der Prüfzeichen von Zertifizierungsunternehmen vor Missbrauch durch Dritte in Deutschland durch die Instrumentarien des Wettbewerbs- und Markenrechts? (Buchbesprechung)
Thomas Steinhauer/Ralph Haydu, Internationales Erbrecht Frankreich, 2. Aufl. (Buchbesprechung)
Evaluation of Potential Application for Sunt Pod Extracts (Acacia Nilotica) in Leather Tanning
efficiency of using sunt, Acacia nilotica, pods extract in leather
tanning. Skins from 16 Barki rams aged 12-18 months were
cured and prepared for tanning using sunt pod extract. The
sunt pods were collected and dried at 25 °C for 5 days.
Thereafter, the dried pods were ground by a 0.3 mm fineness
grinder and were further subjected to the extraction procedure.
Three chemical additives, namely NaOH, Na2SO3 and Na2CO3
were used.
Die sorgenvolle, ergraute Gesellschaft.
An experimental study on optimum lubrication for large-scale severe plastic deformation of aluminum-based alloys
Neue Umformstrategien für Getriebewellen und resultierende Herausforderungen bei der spanenden Weiterbearbeitung
Die ergraute Gesellschaft.
Herausforderungen für die Zukunft.
Medizincontrolling im Krankenhaus.
Das Vorverfahren im Rahmen der Prüfverfahrensvereinbarung als neues Konfliktlösungsinstrument.
Gutes Altern in der Türkei.
Eine empirische Untersuchung über Hochaltrigkeit.
Schiebefestigkeit von beschichteten Drehergeweben - Ansatz eines präzisierten Prüfverfahrens
The Viennese Economists as Masters of Conversation. Political Economy’s Utility for Understanding and Defending Fragile Orders
Moderates as the True Heroes in an Age of Extremism. Why History of Political Thought Matters for Political Economists
Mitarbeiter auf Konfliktsituationen vorbereiten
WIR und DIE ANDEREN: Polarisierungen und kollektive Identitäten in der Supervision
Approximation sequences on Banach spaces: a rich approach
Effekte der kryogenen Kühlung mittels Kohlenstoffdioxid beim Drehen und Fräsen
Literature survey on low rank approximation of matrices.
Der Teledoktor kommt
Telemedizin: Modellvorhaben wird gefördert
FuE-Projekt zu CO2-Kühlung erfolgreich abgeschlossen
Teilhabe an der scientific community - Wie veröffentliche ich meine Ergebnisse?
Exposé und Projektphasenplan - Wie strukturiere und präsentiere ich meine Ideen?
Examen – Wie geht es nun weiter?
Economic and Legal Mechanisms of Waste Management in Ukraine
Impfstatus bei Erziehern und Erzieherinnen in Ausbildung
HIV-assoziierte Diskriminierung: eine Situationsanalyse in Sachsen
Development of network node stations for intelligent local energy distribution
Approach to develop innovative services through service networks by using ubiquitous infrastructures
Experiences from an e-mobility project in a local power grid with redox-flow energy storage system. Project report
Properties of Newly Developed Co-Based Brazing Fillers
Wetting behavior of AlAgCu brazing filler on aluminum matrix composites and stainless steel
Joining of material compounds of aluminium matrix composites (AMC) by arc brazing using Al-Ag-Cu system filler alloy
Reduction of liquid metal embrittlement in copper-brazed stainless steel joints
Development of Process data capturing, analysis and controlling for thermal spray techniques – SprayTracker
Research trends in brazing and soldering
Annette Kur/Verena von Bomhard/Friedrich Albrecht (Hrsg.)
9. Edition 3/2017
Patentanwaltskosten bei Kennzeichenstreitsachen. § 140 Abs. 3 MarkenG – rechtspolitisch verfehlt und zudem europarechtswidrig?
Der Prozess um „Madame Bovary“
Verspäteter Antrag auf Streitwertbegünstigung,
Besprechung von KG, Beschl.v. 13.12.2016 – 5 W 244/16
Ersatz der Prozesskosten im gewerblichen Rechtsschutz
Besprechung von EuGH, Urt.v. 28.7.2016 – C-57/15
Jens Petersen, Max Webers Rechtssoziologie und die juristische Methodenlehre
Buchbesprechung
Meyer-Ladewig/Nettesheim/von Raumer (Hrsg.), EMRK. Europäische Menschenrechtskonvention. Handkommentar
Buchbesprechung
Progressives Sicherheitskonzept für das Zerspanen mit CO2
EFRE-Förderung ermöglicht ALD-Schichtentwicklungen
Interdisziplinäre Zusammenarbeit der Institute IfP und LIAN
Development of a method to overcome the power threshold during supercontinuum generation based on an Yb-doped photonic crystal fiber
Haus- und Abschlussarbeiten – clever schreiben
digitale Straßendaten als Vorwissen für hochautomatisierte Fahrzeuge
Development of a method to overcome the power threshold during supercontinuum generation based on an Yb-doped photonic crystal fiber
Persönliche Notfallvorsorge bei angehenden akademischen Leitungskräften im Pflege- und Gesundheitswesen
Seniorengerechtes Internetmarketing ambulanter Pflegedienste
Fundamental studies on tribolayers created by lubricating pastes with new additive packages
Effektiver Schutz für Werkzeuge
Der Neurologe hätte die Nervenleitgeschwindigkeit messen müssen. Das kommunikative Aushandeln des Expertenstatus in deutschsprachigen Diskussionsforen der Medizin.
On the Stability and Accuracy of the BGK,MRT and RLB Boltzmann Schemes for the Simulation of Turbulent Flows
Heimat- eine Utopie?
Der EuGH: Akzeptanzprobleme eines durch das französische Recht geprägten supranationalen Gerichtshofs, in: Otmar Seul/Kaïs Slama/ Kerstin Peglow (Hrsg.), Kulturvermittlung und Interkulturalität, ein Deutsch-Französischer-Tunesischer Dialog. Politische, rechtliche und sozio-linguistische Aspekte
Patentanwaltskosten bei Kennzeichenstreitsachen. § 140 Abs. 3 MarkenG – rechtspolitisch verfehlt und zudem europarechtswidrig?
Der Prozess um „Madame Bovary“
Vermuteter Bekanntgabezeitpunkt von Verwaltungsakten und arbeitsfreie Tage
Gustave Flaubert und der Prozess um „Madame Bovary“
in: Hermann Weber (Hrsg.), Das Recht als Rahmen für Literatur und Kunst. Tagung im Nordkolleg Rendsburg vom 4. bis 6. September 2015
Nachruf auf Otto Sandrock
Der Jurist als Kulturvermittler: Generalanwalt Ruiz-Jarabo Colomer
Gewerblicher Rechtsschutz: Regelungen zum elektronischen Rechtsverkehr
Die Neuregelung der Vertretung durch ausländische Patentanwälte und deren Auswirkung auf den Kostenerstattungsanspruch
Das Europäische Patentrecht. Ein Beispiel für rechtsstaatliche Defizite internationaler Organisationen?
Müssen Beteiligte aus der EU in Verfahren vor dem Bundespatentgericht und dem Deutschen Patent- und Markenamt einen Inlandsvertreter bestellen?
Verspäteter Antrag auf Streitwertbegünstigung, Besprechung von KG, Beschl.v. 13.12.2016 – 5 W 244/16
Ersatz der Prozesskosten im gewerblichen Rechtsschutz, Besprechung von EuGH, Urt.v. 28.7.2016 – C-57/15
Jens Petersen, Max Webers Rechtssoziologie und die juristische Methodenlehre
Buchbesprechung
Meyer-Ladewig/Nettesheim/von Raumer (Hrsg.), EMRK. Europäische Menschenrechtskonvention. Handkommentar
Buchbesprechung
Michael Rath/Rainer Sponholz, IT-Compliance. Erfolgreiches Management regulatorischer Anforderungen
Buchbesprechung
Markus Beham/Melanie Fink/Ralph Janik, Völkerrecht verstehen. Lehrbuch
Buchbesprechung
Daniel Künkel, Effektiver Schutz der Prüfzeichen von Zertifizierungsunternehmen vor Missbrauch durch Dritte in Deutschland durch die Instrumentarien des Wettbewerbs- und Markenrechts?
Buchbesprechung
Thomas Steinhauer/Ralph Haydu, Internationales Erbrecht Frankreich
Buchbesprechung
63.Folge_Bibliography of Recent Publications on Specialized Communication (63rd Installment)
62.Folge_Bibliography of Recent Publications on Specialized Communication (62nd Installment)
Yes, we can! A fuzzy-set analysis of challenges, skills, and enjoyment of work
How to sell in diverse markets? A two-level approach to industry factors and selling factors for explaining firm profitability
High-Temperature Corrosion and Radiation Characteristics of Thermal Sprayed Molybdenum Disilicide-Based Coatings
Altersstrukturanalyse des nichtärztlichen Personals eines Bundeswehrkrankenhauses
Kühltechniken auf dem Prüfstand
Potenziale der kryogenen Zerspanung verifiziert
KryoPro: SMWK-Teilprojekt der Fakultäten AMB, PTI und KFT
DeafMentoring - Peer Counseling in Gebärdensprache für einen erfolgreichen Schritt in den ersten Arbeitsmarkt
Determinants of Patient Satisfaction and their Willingness to Return after Primary Total Hip Replacement: A Cross-Sectional Study
Tieftemperaturmedien beim Fräsen schwer spanbarer und konventioneller Materialien
Pflegerische Versorgung von ausländischen Verwundeten in Bundeswehrkrankenhäusern
Akzeptanz der Heimtierhaltung in einem stationären Pflegeheim
Heinrich von Stackelberg's "Market Structure and Equilibrium"
Introduction to & Translation of Carl Menger's "The Social Theories of Classical Political Economy and Modern Economic Policy" (1891)
Die Flüchtlingskrise als Prozess kreativer Zerstörung
Aspekte einer neuen Ordnungsökonomik. Wie Wirtschaftstheorie und Bürgergesellschaft wieder zueinander finden können
Anzahl der Risiken und Interaktion machen den Unterschied. Psychosoziale Merkmale der Arbeit und Emotionsregulation als Faktoren für Ängstlichkeit und Depressivität
Work-Related Factors of Presenteeism: The Mediating Role of Mental and Physical Health.
Enhancing Well-Being at Work: The Role of Emotion Regulation Skills as Personal Resources
„Cinderella“ als Grundlage für die Messung physischer und psychischer Risikofaktoren.
Essential Pseudospectra and essential norms of band-dominated operators
Pflegenoten, Preise für Leistungen und Auslastung stationärer Pflegeeinrichtungen - Zusammenhangsanalysen am Beispiel des Freistaats Sachsen
Patient satisfaction in cardiology after cardiac catheterization: Effects of treatment outcome, visit characteristics, and perception of received care
Christian Tietje (Hrsg.) Internationales Wirtschaftsrecht
(Buchbesprechung)
Ekey/Bender/Fuchs-Wissemann, Markenrecht. Band 1.
Markengesetz und Markenrecht ausgewählter ausländischer Staaten (Buchbesprechung)
Christoph Reithmann/Dieter Martiny (Hrsg.), Internationales Vertragsrecht.
Das internationale Privatrecht der Schuldverträge, 8. Aufl. (Buchbesprechung)
Intraeuropäische internationale Organisationen und eine Lücke im Recht der EU
Streitwertbegünstigung – Die Beschwerdeberechtigung der einzelnen Prozessbeteiligten
Kann eine Zustellung mittels Einschreiben im Ausland eine Inlandszustellung sein?
High-periodicity nanostructures on a thermally cross-linkable copolymer
Equivalence of anchored and ANOVA spaces via interpolation.
Factors influencing the choice of hospital after primary total hip and knee replacement surgeries
Analyse von Sturzereignisprotokollen in einem Bundeswehrkrankenhaus der Schwerpunktversorgung
Angebote für eine familiengerechte Hochschule aus Sicht der Studierenden - Beispiel der Westsächsischen Hochschule Zwickau
Network Nodes for Smart Thermal Grids
Using genetic algorithm for the evaluation of process variants
Micro-structured Iron(III) hydroxide agglomerates with high porosity as adsorbent
Microstructure of arc brazed and diffusion bonded joints of stainless steel and SiC reinforced aluminum matrix composite
Mechanical and microstructural behavior of brazed aluminum / stainless steel mixed joints
Entwicklung von Cobaltbasisloten zum Hochtemperaturlöten hochfester Cobaltbasislegierungen
Development of alloys with high impact and abrasion resistance for wear-resistant weld overlays
Low temperature joining of copper by Ag nanopaste: correlation of mechanical properties and process parameters
Mit Alt und Jung zum Erfolg. Fit für das Generationenmanagement
XPS, ToF-SIMS and tribological studies of the reaction layer of white solid lubricant pastes for preventing frictional wear
Heimat ist etwas, was ich mache
Utopie Heimat- Realität Heim?
Supervision in sozialpsychiatrischen Arbeitsfeldern als Arbeit am Prinzip Hoffnung
Heimatverlust und Wiedergewinn
Psychologische Grundlagen
Ethics Consultation in the Context of Psychological Supervision.
A Case Study
.
Dokumente zum Cranach'schen Kunigundenretabel in der St. Kahtarinenkirche, Zwickau (erste Fortsetzung)
Artistic selb-representation and the perception of art in the Florentine Renaissance: Mino da Fiesole's sculptures in the Badia as 'exempla artis' for an 'artist's museum'?
Kostenerstattung in Kennzeichen- und Patentstreitsachen bei Einschaltung ausländischer Patentanwälte
Editorial. Das einheitliche EU-Patent: „Gehe zurück auf Start“?
Friedrich Albrecht/Markus Hoffmann, Die Vergütung des Patentanwalts. Anspruchsdurchsetzung und Kostenerstattung
Buchbesprechung
Flohr/Gramlich (Hrsg.), Facetten des Rechts. Gedächtnisschrift für Holger Senne
Buchbesprechung
Highly Sensitive, Precise, and Traceable Measurement of Force
Kryogene Zerspanprozesse für die Automobilindustrie
Mehrwert Betriebliches Gesundheitsmanagement -
eine qualitative Studie in Gesundheits- und Pflegeeinrichtungen.
Die Pflegepraxis voranbringen.
Auf der Suche nach der „eigenen“ Wissenschaft: Indigene Psychologie in China
Baltischer Kapitalismus: Konvergierende Wirtschaftssysteme?
Zachowania transportowe mieszkańców dużego miasta w zakresie ruchu rekreacyjnego na przykładzie Krakowa
Transportation Behaviour of the Citizens of big Cities in Case of Recreational Traffic for the Example of Cracow
Sturzereignisse in einem Universitätsklinikum
Tracing for arsenic exposure - a differentiation of arsenic compounds is essential for the health assessment
Der Arsenbelastung auf der Spur
Energetische Nutzung von Fassaden
2. Ausgabe / Nov. 2016
Entwicklung textiler Verbundelemente mit Wärmeabsorber- und Wärmetauscherfunktion
Neue Strukturen und Systeme entwickelt, die eine regulierbare prozentuale Verschattung zulassen.
Informationsweitergabe zur Patientenernährung in pflegerischen Dienstübergaben in einem Allgemeinkrankenhaus
Awareness of HIV Transmission Risks and Determinants of Sexual Behaviour: Descriptive and Multivariate Analyses among German Nursing Students.
Awareness of HIV Transmission Risks and Determinants of Sexual Behaviour: Descriptive and Multivariate Analyses among German Nursing Students
Kostenerstattung in Kennzeichen- und Patentstreitsachen bei Einschaltung ausländischer Patentanwälte
Editorial. Das einheitliche EU-Patent: „Gehe zurück auf Start“?
Friedrich Albrecht/Markus Hoffmann, Die Vergütung des Patentanwalts. Anspruchsdurchsetzung und Kostenerstattung
Buchbesprechung
Flohr/Gramlich (Hrsg.), Facetten des Rechts. Gedächtnisschrift für Holger Senne
Buchbesprechung
Perspektivwechsel in der Pflegeversicherung mit dem Pflegestärkungsgesetz II (PSG II)
60.Folge_Bibliography of Recent Publications on Specialized Communication (60th Installment)
61.Folge_Bibliography of Recent Publications on Specialized Communication (61st Installment)
Influence factors for local comprehensibility of process models
Schwingungsüberlagerte Endbearbeitung zur Lebensdauersteigerung
Auf dem Weg zur Trockenbearbeitung
New barriers in complexity theory: On the Solvability Complexity Index and towers of algorithms
Online Validation of Chebyshev Geometric Element Algorithms Usind the TraCIM-System
Frank Härtig (PTB Braunschweig)
Klaus Wendt (PTB Braunschweig)
Ulrich Lunze (WH Zwickau)
Harald Löwe (TU Braunschweig)
Spezialisierte ambulante Palliativversorgung aus Sicht ambulanter Pflegedienste.
Palliative Care in der onkologischen Versorgung
Building bridges in palliative care: to where and to whom?
Supportiv oder palliativ – Gedanken zur Terminologie
Analyse der Arbeitsbedingungen stationärer Pflegekräfte im altersdifferenzierten Vergleich in einem Krankenhaus der Schwerpunktversorgung
Impfstatus bei Pflegepersonal in Krankenhäusern. Ergebnisse einer Querschnittsstudie am Harzklinikum Dorothea Christiane Erxleben Quedlinburg/ Vaccination status among nurses in hospitals. Results of a cross sectional study at Harzklinikum D.-C.-Erxleben Quedlinburg
Treadmill training for patients with Parkinson`s disease
Konzeption und methodisch-didaktische Herausforderungen für den Übersetzungsunterricht in einem bikulturellen Lernsetting mit chineischen und deutschen Studierenden
Prozessoptimierung in der Langzeitpflege durch die Implementierung der stationären Tourenplanung im Bezug zur Entlastung von Pflegepersonal
Rechtliche Rahmenbedingungen für den Einsatz von Rettungsassistenten als Pflegekräfte im Krankenhaus
Kritische Materialien produktiver bearbeiten
MarGet: Warmzerspanung für maritime Getriebeteile
Neues Verbundprojekt am IfP
5. SYMPOSIUM Produktionstechnik - Nachhaltig erfolgreich in der Automobilen Zulieferkette
Do overweight workers profit by workplace health promotion, more than their normal-weight peers? Evaluation of a worksite intervention.
Worksite Health Program Promoting Changes in Eating Behavior and Health Attitudes
Analyse der Verpflegungssituation von Kindergartenkindern
Two Interactive Masterminds. Hayek’s Fluctuating Fascination for John Stuart Mill’s System of Thought
The Economist as Public Intellectual: an Endangered Species? Walter Lippmann’s Unique Public Impact as an Impulse for Today’s Economics
Sauberes Wasser durch Membranfilter
Auf Basis eines optimierten Drainagematerials wurde ein neuartiges Filtermodulsystem für die Wasserfiltration entwickelt.
Schwarz, L.,Institut für Textil- und Ledertechnik der WHZ
Müller, H., Institut für Textil- und Ledertechnik der WHZ
1. Jahrgang/ 1. Ausgabe/ Nov. 2015
Ausbildungserfolg bei Auszubildenden einer gesetzlichen Krankenkasse
Nikolaus Marsch/Yoan Vilain/Mattias Wendel (Hrsg.), Französisches und Deutsches Verfassungsrecht
Ein Rechtsvergleich (Buchbesprechung)
Karl Riesenhuber (Hrsg.), Europäische Methodenlehre
Handbuch für Ausbildung und Praxis, 3. Aufl. (Buchbesprechung)
Ströbele/Hacker, Markengesetz
Kommentar. 11. Aufl. (Buchbesprechung)
Claudia Schlüter, Die urheber- und persönlichkeitsrechtliche Beurteilung der Erstveröffentlichung persönlicher Aufzeichnungen
(Buchbesprechung)
Kodex Völkerrecht
Bearbeitet von Markus Beham, Melanie Fink, Ralph Janik (Buchbesprechung)
Europäisches Unionsrecht. Vertrag über die Europäische Union – Vertrag über die Arbeitsweise der Europäischen Union – Charta der Grundrechte der Europäischen Union
Hrsg. von Hans von der Groeben, Jürgen Schwarze und Armin Hatje. Vier Bände, 7. Aufl. (Buchbesprechung)
Matthias Müller, Das Rechtsprechungsmonopol des EuGH im Kontext völkerrechtlicher Verträge
Untersucht anhand der Rechtsprechung des Gerichtshofs der Europäischen Union (Buchbesprechung)
Messung der Patientenzufriedenheit im Krankenhaus
Mauricio Almeida Prado/Renata Duarte de Santana (Hrsg.), O Brasil e a Globalização
Pensadores do Direito Internacional (Buchbesprechung)
Michel Doucet/Klaus E. W. Fleck, Wörterbuch Recht & Wirtschaft. Französisch-Deutsch
7. Aufl. (Buchbesprechung)
Autonome Rechtsordnung der EPO als unabhängiger Rechtskreis
Besprechung von LG Berlin, Urt.v. 8.12.2014 – 28 O 25/14
Das Einheitliche Patentgericht: vorlagebefugt kraft eines völkerrechtlichen Vertrags?
Schweizerische Anwälte als Vertreter in immaterialgüterrechtlichen Verfahren in Deutschland
Ответственность адвоката в Германии и во Франции при рассмотрении дел, связанных с применением норм зарубежного права или при совместной работе с зарубежными адвокатами
deutsch: Die Haftung des deutschen und des französischen Rechtsanwalts bei der Anwendung ausländischen Rechts und bei der Zusammenarbeit mit ausländischen Rechtsanwälten
Gibt es eine besondere Rechtsschutzgarantie für Bedienstete von EU-nahen internationalen Organisationen?
Anmerkung zu den Schlussanträgen des Generalanwalts Paolo Mengozzi vom 4.9.2014 in den verbundenen Rs. C-464/13 und C-465/13 (Europäische Schule München gegen Oberto und gegen O´Leary)
Risques et chances juridiques dans le cadre d´activités économiques à l´étranger
in : Kerstin Peglow/Géraldine Demme (éds.), La protection des intérêts privés sur le marché intérieur. La situation des consommateurs et entrepreneurs
SMWK-Forschungsförderung - Erfolgreiche Ultraschallbehandlung dynamisch hochbelasteter Bauteile
Bedeutung der Testbedingungen für die Entwicklung von Hochleistungsschmierstoffen zur Verhinderung von Schwingungsverschleiß mittels des SRV®-Prüfstandes nach DIN 51834
Market mechanisms among nursing homes: a correlation analysis of price, quality, and demand
Factors affecting the perception of whole-body vibration of occupational drivers: an analysis of posture and manual materials handling and musculoskeletal disorders
Ultraschallunterstützte Bearbeitung – Innovationen in der Fertigungstechnik
A technical support tool for joint range of motion determination in functional diagnostics - an inter-rater study
Planung von unternehmenseigenen Ressourcen
Optimierende Verfahren in der Produktion
Entwicklung hoch schlag- und abrasionsbeständiger Legierungen für auftraggeschweißte Verschleißschutzschichten
Fügekonzepte für Massiv- und Blechstrukturen aus hochfesten Leichtbauwerkstoffen
Die Lausitz als Heimat in einer globalisierten Welt?
Spezialisierte ambulante Palliativbetreuung aus Sicht ambulanter Pflegedienste
Eine empirische Untersuchung in Sachsen-Anhalt Ost
Dokumente zum Cranach'schen Kunigundenretabel in der St. Kahtarinenkirche, Zwickau
Vaccination coverage among students from a German health care college
Bessere Bauteile dank Ultraschall
Forscher schließen Projekt im Automobilbau erfolgreich ab
On semi-Fredholm band-dominated operators
Forscher machen LED-Beleuchtung effizienter
Investigation and improvement of multi-layer perceptron neural networks for credit scoring
Objective and subjective dental treatment needs among nursing home residents
Smartphone und Tablet im Alltag der ergonomischen Arbeitsplatzbewertung
Wie sich Basel III auf das Rating von KMUs auswirkt
Ist das Gesundheitsverhalten von Auszubildenden in der Pflege mit deren sozioökonomischen Status assoziiert?
Quality of care in German nursing homes
Aufnahme der Essensbestellung durch Servicemitarbeiter in einem Krankenhaus
Beurteilung der Verkehrsqualität von Parkbauentwürfen
Ansätze zu Verfahrensweisen
58.Folge_Bibliography of Recent Publications on Specialized Communication (58th Installment)
59.Folge_Bibliography of Recent Publications on Specialized Communication (59th Installment)
Transplantationsbeauftragte in der Deutschen Stiftung Organtransplantation(DSO)-Region Ost
Holzblasinstrumente im Wettbewerb um den Deutschen Musikinstrumentenpreis
Trockenlegung gezielt vorantreiben
Spezielle Aspekte von Volumenstrom und Spantemperatur bei der Minimalmengenschmierung
Wirtschaftliche und umweltschonende MMS-Bearbeitung
Ultraschallbehandlung von Schneidwerkzeugen
Fredholm theory for band-dominated and related operators: a survey
Revisited: “The Constitution of Liberty” by Friedrich A. Hayek
Walter Eucken’s Role in the Early History of the Mont Pèlerin Society
Gesellschaften mit beschränktem Zugang. Bulgarien und Rumänien sieben Jahre nach dem EU-Beitritt
Hugues Lainé/Ulrike Warneke, Wörterbuch/Lexikon Wirtschafts- und Steuerrecht
Französisch-Deutsch/Deutsch-Französisch, 2. Aufl. (Buchbesprechung)
Patrizia Anesa, Jury Trials and the Popularization of Legal Language
A Discourse Analytical Approach (Buchbesprechung)
Günter Weick/Alexander Basse, Recht des internationalen Handels- und Wirtschaftsverkehrs
(Buchbesprechung)
Europäische Außenbeziehungen. Band 10 der Enzyklopädie Europarecht
Bandherausgeber Prof. Dr. Andreas von Arnauld (Buchbesprechung)
Géraldine Demme, Le droit des restrictions verticales
(Buchbesprechung)
Zulassung von Fachhochschulabsolventen zur Patentanwaltschaft
Besprechung von BGH, Urt.v. 29.11.2013
Auf ein Wort: Grundfragen der Rechnungsprüfung
Schweizerische Rechts- und Patentanwälte im deutschen Marken- und Patentverfahren
Der Prozess gegen Landru
Mordfälle ohne Leiche und eine Lücke im Verschollenheitsgesetz
Das Dienstrecht der deutsch-französischen Internationalen Organisationen
Gustave Flaubert: Madame Bovary und die guten Sitten
in: Yvonne Nilges (Hrsg.), Dichterjuristen. Studien zur Poesie des Rechts vom 16. bis 21. Jahrhundert
Trans Europe Experts (TEE) - ein Expertennetzwerk für Europarecht
Alexander Siegmund, Die anwaltliche Verschwiegenheit in der berufspolitischen Diskussion
(Buchbesprechung)
GRC-Kommentar. Charta der Grundrechte der Europäischen Union
von Michael Holoubek und Georg Lienbacher (Buchbesprechung)
Konstanze Brieskorn, Vertragshaftung und responsabilité contractuelle
Ein Vergleich zwischen deutschem und französischem Recht mit Blick auf das Vertragsrecht in Europa (Buchbesprechung)
Peter Bachmayer, Zur Zulässigkeit des Filmzitats im österreichischen Urheberrecht
(Buchbesprechung)
Hatje/Müller-Graff, Europäisches Organisations- und Verfassungsrecht
Enzyklopädie Europarecht, Band 1 (Buchbesprechung)
Effects of humidity and corrosion on the tribological behaviour of the brake disc materials
Die MOOCs passen zur Generation Y
Generierung von marktfähigen AAL-Systemen durch Integration von Energieeffizienz, Modularität und Aktivitäten Szenarien
Prozessorientiertes Ressourcenmanagement in kleinen und mittelständischen Unternehmen
Optimierte Prozesssteuerung auf Basis mobiler Datenerfassung
Knowledge-based planning assistant for technology optimization using process standards
Einfluss der Wärmebehandlung auf die Eigenschaften hochzäher Fe-Ni-Legierungen
Low temperature joining of copper by Ag nanopaste: Studies on the strength behavior
Corrosion Behaviour of Brazed Plate Heat Exchangers for Drinking Water Applications
Molybdenum Disilicide-Based High-Temperature Oxidation-Resistant Coatings
An affirmative answer to a core issue on limit operators
Quasi-banded operators, convolutions with almost periodic or quasi-continuous data, and their approximations
Blended and online Learning in a career service
Investigation of a novel approach for the cross-linking characterization of SU-8 photoresist materials by means of optical dispersion measurements
Communication architecture to support patient care by health care providers in AAL-enhanced living quarters
Dynamic behavior of short aramid fiber-filled elastomer composites
Supercapacitors for peak shifting over short durations in PV-systems
Effect of residual stress on replication fidelity with nanoimprint
Internetbasiertes Marketing von stationären Hospitzeinrichtungen in Ostdeutschland
Patientenorientierung der Websites niedergelassener Fachärzte für Orthopädie und/oder Unfallchirurgie in Sachsen
Beweggründe für die Aufnahme eines Studiums sowie berufliche Vorstellungen von Studierenden in den Bachelorstudiengängen Pflegemanagement und Gesundheitsmanagement
BMI, physical inactivity, cigarette and alcohol consumption in female nursing students
a 5-year comparison
Subjektive Einschätzung und objektive Messung der Beleuchtungssituation in einer stationären Pflegeeinrichtung
Analyse des Ernährungsmanagements in einem stationären Gesundheitszentrum
Moderne Heimatfindung als Entscheidung zwischen zahlreichen Möglichkeiten
Ökonomische Beurteilung von Sturzereignissen in einem Krankenhaus der kardiologischen und herzchirurgischen Maximalversorgung
Optimization of inertial sensor-based motion capturing for magnetically distorted field applications
Im Osten ist guter Rat teuer
Mitarbeiter finden mit Facebook & Co
Soziale Medien für die Personalbeschaffung nutzen
Mit Facebook zu neuem Personal
Patient Satisfaction in Urology
Effects of Hospital Characteristics, Demographic Data and Patients’ Perceptions of Received Care
Vergleich der Angaben innerhalb der Studierendenbefragung in den Bachelorstudiengängen Pflege- und Gesundheitsmanagement und des Diplomstudiengangs Pflegemanagement
Delegation ärztlicher Leistungen im Krankenhaus
Entwicklung einer Delegationsmatrix
Delegation ärztlicher Leistungen im Krankenhaus
Entwicklung einer Delegationsmatrix
Reverse Engineering Made Simple
Mechanical material characterization of photosensitive polymers
SU-8 electrothermal actuators
Optimization of fabrication and excitation for long-term use
South Korea’s Reunification Think Tanks
The Development of a Marketplace for Ideas
Ethische Konflikte in der Psychiatrie als Thema der Supervision
Heimatgefühle in Zeiten der Globalisierung
Development of International Educational Systems by Competence Networking based on Project Management
Procedia – Social and Behavioral Sciences
China’s New Energy Geopolitics
The Shanghai Cooperation Organization and Central Asia
Cambodia’s Transition to Sustainable Development
Preconditions, Recommendations, Obstacles
Die Orgel in der Kirche zu Klinga
Quality Assurance for Transition Areas from Vocation-al to Academic Education
Heinrich von Stackelberg: Wie die Oligopole den Markt verderben
Methodology of optimizing route navigation for electric vehicles
Wenig Aufwand, viel sparen
Planungstool reduziert Aufwand für die Kalkulation logistischer Dienstleistungen in Zulieferunternehmen
InPro-MMS; Gemeinsam forschen
Forschung an den sächsischen Hochschulen für Angewandte Wissenschaften Dresden, Leipzig, Mittweida, Zittau/Görlitz und Zwickau
Spezielle Aspekte von Volumenstrom und Spantemperatur bei der Minimalmengenschmierung
Trockenlegung gezielt vorantreiben
Trockenlegung gezielt vorantreiben
Realsystemäquivalente Untersuchungen des Ring-Liner-Kontaktes im Labormaßstab
Prof. Dr.-Ing. Christian Busch
Dr.-Ing. Stefan Schmidt
Tear fatigue analysis: Fracture behaviour of elastomers under dynamic biaxial loading conditions
Application of Pulse Electromagnetic Field for Metal Coatings Manufacturing
The Application of the Pulsed Electromagnetic Field for Joining Powder Parts
Berührungslos umformen, trennen und fügen
Charakterisierung und Versagensverhalten von Elastomeren bei dynamischer biaxialer Belastung
Finanzcontrolling und Kapitalflussrechnung in Sachsen
Stand und Entwicklungsperspektiven in sächsischen Kapitalgesellschaften zum Jahr 2014
Smartphones und Tablets im Alltag der ergonomischen Arbeitsplatzbewertung
Hat die spezifische Messtechnik ausgedient?
Elektromobilität und verkehrliche Infrastruktur
Deckenmontage und akustische Eigenschaften von Geigen
Holzblasinstrumente im Wettbewerb um den Deutschen Musikinstrumentenpreis
Analyse der Touren- und Einsatzplanung eines ambulanten Pflegedienstes
BMI, physical inactivity, cigarette and alcohol consumption in female nursing students: a 5-year comparison
Ökonomische Beurteilung von Sturzereignissen in einem Krankenhaus der kardiologischen und herzchirurgischen Maximalversorgung
Auszubildende leiten eine Station
Auswertung von Sturzereignisprotokollen einer vollstationären Pflegeeinrichtung
Diskrepanzen der zeitlichen Bemessung für Hilfen bei den Verrichtungen der Grundpflege
Patientenorientierung der Websites niedergelassener Fachärzte für Orthopädie und/oder Unfallchirurgie in Sachsen
Patient satisfaction and willingness to return to the provider among women undergoing gynecological surgery.
Patient Satisfaction in Urology: Effects of Hospital Characteristics, Demographic Data and Patients’ Perceptions of Received Care
Analyse des Ernährungsmanagements in einem stationären Gesundheitszentrum
Untersuchung der Stichprobengrößen im Rahmen von MDK Transparenzprüfungen in deutschen Pflegeheimen
Subjektive Einschätzung und objektive Messung der Beleuchtungssituation in einer stationären Pflegeeinrichtung
Analyse der ambulanten Kodierqualität in Sachsen und Thüringen anhand von Leistungsdaten der AOK PLUS – die Verwendung des Zusatzkennzeichens „Z“ in der Diagnosedokumentation
Kurbelwellennachbehandlung mittels Ultraschall
[Rezension zu:] Frederiks, Bernardus Th. J. (2009 [1859]): Woordenlijst der in der landstaal van Curaçao meest gebruikelijke woorden; alphabetisch neu geordnet mit dem heutigen Sprachstand verglichen und etymologisiert von Johannes Kramer. Hamburg: Buske (Kreolische Bibliothek; 22)"
In: Lusorama 97-98, S. 254-265.
PALAVRAS CHAVE: Papiamentu, contato de línguas, espanhol, neerlandês, português, quimbundu, tupi, etimologia, lexicografia, línguas crioulas
SCHLAGWÖRTER: Papiamentu, Sprachkontakt, NIederländisch, Kimbundu, Portugiesisch, Spanisch, Tupi, Etymologie, Lexikographie, Kreolsprachen
[Rezension zu:] Jenny Metzig (2013). Die Wahrnehmung kultureller Eigenheiten im Zusammenleben bi-kultureller Paare (Kulturen, Kommunikation, Kontakte; 17). Berlin: Franke & Timme
In: Sociopragmática / Sociopragmatics, 8:2, S. 334-337.
SCHLAGWÖRTER: interkulturelle Kommunikation, bikulturelle Familien, Immigration in Deutschland
56.Folge_Bibliography of Recent Publications on Specialized Communication (56th Installment)
57.Folge_Bibliography of Recent Publications on Specialized Communication (57th Installment)
Spectrophotometric measurements of human tissues for the detection of subjacent blood vessels in an endonasal endoscopic surgical approach
Combined spectrophotometry and tensile measure- ments of human connective tissues: potentials and limitations
Formula Student - Schnelle Rennwagen, Spitzentechnik und moderne Lehrmethoden
2013
3D-CFD-Simulation der Schmierspaltströmung in einem hydrodynamisch geschmierten, instationär belasteten Radialgleitlager
OptiVent - A New Approach for Controlling Mass Air Flow and Combustion in Direct Injection SI-Engines
Untersuchungen zum Übertragungsverhalten von Mehrschraubenverbindungen
The Finite Termination Property of an Algorithm for Solving the Minimum Circumscribed Ball Problem
Functionally graded WC-Ti(C,N)-(Ta,Nb)C-Co hardmetals: Metallurgy and performance
Beschwerden im Bereich des Bewegungsapparates von Pflegekräften in einem Krankenhaus der Schwerpunktversorgung in Sachsen- Anhalt
Gesundheitsförderung an Schulen für Pflegeberufe- Eine Interventionsstudie an der Bamberger Akademie für Gesundheitsberufe/ Bamberger Bildungszentrum für Altenhilfe
Sexualverhalten von Auszubildenden in der Gesundheits- und Krankenpflege
Factors associated with self-assessed increase in tobacco consumption among over-indebted individuals in Germany: a cross-sectional study.
Intelligente MMS-Prozessauslegung
Fein- und Mikrobearbeitungsprozesse effizienter gestalten durch ALD-Nano-Verschleißschutzschichten
Gradiente functional aumenta o desempenho das ferramentas de metal duro
Functionally graded WC-Ti(C,N)-(Ta,Nb)C-Co hardmetals: Metallurgy and performance
Innovative Schichtentwicklungen für Spanungswerkzeuge
Ökonomische Bildung und Wirtschaftsordnung
Ökonomische Bildung und Wirtschaftsordnung. Anmerkungen zum gleichnamigen Band, herausgegeben von Michael Schuhen, Michael Wohlgemuth und Christian Müller
Liberal. Libertär. Neoliberal
Kai Wünsche, Wettbewerbsrecht – UWG
(Buchbesprechung)
Achim Bischoff, E-Learning und Datenschutz an Hochschulen
Im Spannungsfeld zwischen Praktikabilität und Privatheit (Buchbesprechung)
Eric Lindner, Die datenschutzrechtliche Einwilligung nach §§ 4 Abs. 1, 4a BDSG – ein zukunftsfähiges Institut?
(Buchbesprechung)
Friedrich Albrecht/Markus Hoffmann, Die Vergütung des Patentanwalts. Anspruchsdurchsetzung und Kostenerstattung
(Buchbesprechung)
Jürgen Schwarze (Hrsg.), EU-Kommentar
(Buchbesprechung)
Barbara Sternthal, Bastille, Boulevards, Bourbonen. Der Paris-Führer für Juristen
(Buchbesprechung)
Положения о перекрестном неисполнении долговых обязательств в финансовых соглашениях
(englisch: Cross-default clauses in finance contracts)
Der deutsch-französische Studiengang der Universitäten Paris Ouest Nanterre La Défense und Potsdam
Analysis of stable crack propagation in filled rubber based on a global energy balance
The incremental effect of psychosocial workplace factors on the development of neck and shoulder disorder
Altersgerechte Wohnsysteme im Fokus der Flexibilität, Energieeffizienz und Vernetzung
Co-based brazing fillers
Ganzheitliche Methodik für den Entwurfs-, Abwägungs- und Prüfprozess von Straßen
Fein- und Mikrobearbeitungsprozesse effizienter gestalten durch ALD-Nano-Verschleißschutzschichten
Gradiente functional aumenta o desempenho das ferramentas de metal duro
Opto- Elektronisches Assistenzsystem für sehbehinderte Menschen
Motivation, Collaboration and Quality Management of Modules of a German Career Service
Analyse verschiedener Tutorkonzepte hinsichtlich Nutzbarkeit für Blended Learning
Cash Flow-Berichterstattung und Kapitalflussrechnung in Sachsen
Eine Analyse der Geschäftsberichte sächsischer Kapitalgesellschaften des Geschäftsjahrs 2011
Ganzheitliche Methodik für den Entwurfs-, Abwägungs- und Prüfprozess von Straßen
Analyse von Sturzereignissen stationärer Krankenhauspatienten
Pflegenoten als Wettbewerbsparameter im deutschen Gesundheitssystem
Process for the Validation of System Architectures against Requirements
Accelerated CFD simulations using Eulerian and Lagrangian Methods on GPUs
Portico 1.0 - Ein E-Portfolio zum interkulturellen Lernen während eines Auslandsaufenthaltes. Möglichkeiten und Grenzen der Selbstevaluierung
A Digital Revolution in the ESP Classroom? The Potential of Apps, Podcasts, E-Mags and Social Networks Revisted
The in-depth interview as a research tool for investigating the online intercultural communication of Asian Internet users in relation to ethics in intercultural research
Der Erwerb sprachlicher und interkultureller Kompetenz im universitären Französischunterricht. Zum Nutzen des Einsatzes deutscher und französischer Werbeanzeigen
Geschriebene Dialoge: Phänomene der Mündlichkeit in italienischen SMS
Die mediale Selbstdarstellung deutscher und spanischer Hochschulen. Ein Vergleich struktureller, thematischer und sprachlicher Aspekte des Internetauftritts
Gewaltsituationen im Rettungsdienst
Herausforderung Inkontinenz. Bedingungen und Handlungsansätze einer „würdevollen“ Pflege
Das Pflegeneuausrichtungsgesetz (PNG) und seine Auswirkungen
Entwicklung und Evaluierung eines Fragebogens zur Beurteilung von pathologischem Altruismus
Geklebt, gewoben oder gebacken - adaptive Kunststoffstrukturen
Anforderungen an das pflegerische Entlassungsmanagement eines Krankenhauses der Regelversorgung aus der Sicht nachsorgender Einrichtungen
Prozessanalyse in einer zentralen OP-Abteilung am Beispiel der chirurgischen OP eines Klinikums der Regelversorgung
Analyse der Websites niedergelassener Fachärzte für Orthopädie, Fachärzte für Unfallchirurgie sowie Fachärzte für Orthopädie und Unfallchirurgie in Sachsen
Analyse von Unterschieden zwischen bewohner- und einrichtungsbezogenen Transparenzkriterien
Die Basszither - Geschichte, konstruktive und klangliche Besonderheiten
Der deutsch-französische Studiengang der Universitäten Paris Ouest Nanterre La Défense und Potsdam
Planung logistischer Dienstleistungen
Task Reallocation in Temporary Production Networks
Development of A General Virtualization Approach for Energy Efficient Building Automation
Energieeffizienz - Featurebasiertes Assistenzsystem für die Teilefertigung
Wachstum, Wettbewerbsfähigkeit und Prosperität in Europa - Ein Vergleich geokultureller Typen von Marktwirtschaften
Economic Models for New Industrializing Countries in Comparative Perspective
54.Folge_Bibliography of Recent Publications on Specialized Communication (54th Installment)
55.Folge_Bibliography of Recent Publications on Specialized Communication (55th Installment)
A Comparative Survey of Business Process Similarity Measures
Is university education able to develop „charismatic-leaders”?
On the convergence of the stochastic Galerkin method for random elliptic partial differential equations
Spectrophotometric measurements of human tissues for the detection of subjacent blood vessels in an endonasal endoscopic surgical approach
Broadband multi-mode group-velocity dispersion determination in photonic crystal fibers from 0.4 μm to 1.7 μm
Spectrophotometric measurements of human tissues for the detection of subjacent blood vessels in an endonasal endoscopic surgical approach
Broadband multi-mode group-velocity dispersion determination in photonic crystal fibers from 0.4 μm to 1.7 μm; Proc. SPIE 8237
ALD-Beschichtungen mit Potenzial für Zerspanung
ALD-Beschichtungen mit Potenzial für Zerspanung
ALD-Beschichtungen mit Potenzial für Zerspanung
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demografischer Probleme im Gesundheitswesen
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demografischer Probleme im Gesundheitswesen
Feature-Basierte Produktmodellierung für eine vollständig Computer-Integrierte Prozessplanungslösung
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demographischer Probleme im Gesundheitswesen-Szenarienkonzeption und Automatische Konfiguration von Gebäudesystemtechnik
Postponement and the Wealth of Nation
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demographischer Probleme im Gesundheitswesen - Szenarienkonzeption und Automatische Konfiguration von Gebäudesystemtechnik
Aroma of Varnish and Tradition. The Zwickau University’s School of Lutherie
Abstracts - eine facettenreiche Textsorte der Wissenschaft
Tratamento por ultrassom aumenta a vida util
ALD-Coating: Effiziente Zerspanungslösungen für die Automobilindustrie
Ultraschallbehandlung von Schneidwerkzeugen
ALD-Beschichtungen mit Potenzial für die Zerspanung
Ultrasonic Treatment - Verbesserte Spanungsperformance für neue Automobilwerkstoffe
Ohne Rechtsstaat kein Markt
Benötigen wir ein neues Bemessungsfahrzeug für Anlagen des ruhenden Verkehrs?
Benötigen wir ein neues Bemessungsfahrzeug für Anlagen des ruhenden Verkehrs?
The Physician as Teacher in 18th. Cent. German Popular Philosophy; How „The Teacher” Is Presented in Literature, History, Religion, and the Arts: Cross-Cultural Analysis of a Stereotype
McKinney, St. (Hrsg.)
Analyse des telefonischen Erstkontaktes und der schriftlichen Informationsbroschüren ambulanter Pflegedienste in der Stadt Leipzig
Schichtwechsel in Pflegeeinrichtungen - Ein extrinsischer Sturzrisikofaktor?
Gewalt gegen RD-Mitarbeiter in der Stadt Leipzig und im Landkreis Leipziger Land
Analyse der Einbindung des christlichen Glaubens in einer stationären Altenpflegeeinrichtung mit kirchlicher Trägerschaft
Analyse zur seniorengerechten Gestaltung von Internetauftritten und Fahrkartenautomaten der öffentlichen Verkehrsgesellschaften im Freistaat Sachsen
Phénomènes de réduction et métacommunication dans des sms français. Une analyse empirique
Les défis de la communication en entreprise dans le contexte de la globalisation: la représentation d’identité sur internet. Une analyse comparée du secteur agroalimentaire (France - Allemagne)
The social market economy as a model for sustainable growth in developing and emerging economies
Entwicklungsbedarf und Nutzenpotenziale der Standardisierung logistischer Dienstleistungen
Modulares Visualisierungskonzept für Smart Buildings unter Berücksichtigung von Kommunikationsaspekten mobiler Anwendungen
Bewertung von Fertigungsvarianten anhand multikriterieller Optimierungsalgorithmen
ESF-Forschungsprojekt Ambient Assisted Living zur Schließung der konzeptionellen „Lücke in der medizinischen Versorgungskette zwischen Stationärer Pflege und (kommunaler) Wohnungswirtschaft"
ESF-Forschungsprojekt Ambient Assisted Living zur Schließung der konzeptionellen „Lücke in der medizinischen Versorgungskette zwischen Stationärer Pflege und (kommunaler) Wohnungswirtschaft"
Entwicklung einer grafischen Benutzeroberfläche zur Initialisierung von erweiterten Produktmodellen für ein Planungsassistenzsyste
Hardware-Plattform zur Entwicklung eines Home Energy Gateways
Energetisches Sanierungskonzept für einen Wohngebäudekomplex in Zwickau
Bildnerische Attitüden
Extending Lifecycle of Legacy Systems - An Approach for SME to Enhance Their Supported Business Processes through a Service-Integration-System
CDHAW´ler besuchen Volkswagen Motorenwerk in Chemnitz
Holistic Approach of Knowledge Transfer for Project Management in Global Cooperation
Holistic Approach of Knowledge Transfer for Project Management in Global Cooperation
Nicht wie viel Staat, sondern welcher Staat
Die Nachfolgestaaten der UdSSR - eine Zwischenbilanz nach 20 Jahren
Stefanie Bouquet, Die Auswirkungen der europäischen Regelungen zur Altersdiskriminierung auf das französische Arbeitsrecht
(Buchbesprechung)
Michel Doucet/Klaus E. W. Fleck, Wörterbuch Recht- und Wirtschaft, Teil II: Deutsch-Französisch
(Buchbesprechung)
Hans Jürgen Sonnenberger/Claus Dieter Classen (Hrsg.), Einführung in das französische Recht
(Buchbesprechung)
Uwe Wesel, Geschichte des Rechts in Europa
Von den Griechen bis zum Vertrag von Lissabon (Buchbesprechung; stark erweiterte Fassung von Nr. 560)
Stefan Lorenzmeier, Europarecht – Schnell erfasst
(Buchbesprechung)
Gerhard Ullrich, Das Dienstrecht der Internationalen Organisationen. Institutionelles Völkerrecht
Recht und Praxis (Buchbesprechung)
Maximiliane-Stephanie Wild, Die anwaltliche Verschwiegenheitspflicht in Deutschland und Frankreich
Unter besonderer Beachtung der sich aus dem grenzüberschreitenden Rechtsverkehr ergebenden Kollisionsfälle (Buchbesprechung)
Deutsches Recht in Frankreichs Hauptstadt - der Studiengang der Universitäten Paris Ouest Nanterre La Défense und Potsdam
Europäische Union - EuGH
Beschwerdekammern sind nicht vorlagebefugt
Müssen im nationalen österreichischen Sozialversicherungssystem erworbene Versorgungsanwartschaften bei einem Wechsel zu einer internationalen Organisation übertragen werden?
Ultraschallunterstütztes Widerstandslöten von Aluminiummatrix-Verbundwerkstoffen
Pflege im Zeitalter der Informationstechnologie
Möglichkeiten der Entwicklung des Berufsbildes Pflegeinformatik
Scheidung im Alter nach langjähriger Ehe – Retrospektive Dokumentenanalyse
Geruch und Geschmack im Alter – eine ressourcenorientierte Perspektive
Wirtschaftliche Auswirkungen der Scheidung nach langjährigen Ehen. Retrospektive Dokumentenanalyse
Drogenkonsumräume auch für Bayern? Charakteristiken der Besucher niederschwelliger Anlaufstellen für Drogenkonsumenten in Bayern und ihre Nutzungsabsichten von Drogenkonsumräumen
"Und den Geschmack habe ich heute auch noch auf der Zunge." Geruch und Geschmack im Lebensverlauf – Ein qualitatives Experiment
http://nbn-resolving.de/urn:nbn:de:0114-fqs120332
“Don’t expect me to repair in four years what you have destroyed in four hundred years”: On the ethos in (inter)action of Lula and Alckmin in an election TV debate
in: Stockholm Review of Latin American Studies (2012), 8, 83-99.
Ultrasonic Treatment; Gemeinsam Forschen - Forschung an den sächsischen Hochschulen für angewandte Wissenschaften Dresden, Leipzig, Mittweida, Zittau/Görlitz und Zwickau
Ein Workflowbroker zur Anbindung medizinischer Modalitäten
Teaching DSP in Digital Control
ALD-Beschichtungen mit Potenzial für Zerspanung
ALD-Beschichtungen mit Potenzial für Zerspanung
ALD-Beschichtungen mit Potenzial für Zerspanung
Code Switching in spanischen SMS
Ultrasonic Treatment
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demographischer Probleme im Gesundheitswesen - Architekturkonzepte im Kontext von Ambient Assisted Living
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demographischer Probleme im Gesundheitswesen - Architekturkonzepte im Kontext von Ambient Assisted Living
Integrated customer-oriented product design and process networking of supply chains in virtual environments
Public administration management within the social environmen
Interdisziplinäre Zusammenarbeit im Forschungsgebiet Ambient Assisted Living zur Bewältigung demografischer Probleme im Gesundheitswesen
A Pill for Every Illness - Revisited: Patient Information in Germany 2011
Gradierte Hartmetalle ermöglichen Leistungssprung
Leistungspotenziale neuer Gradientenhartmetalle
Benchmarkuntersuchungen mit Vollhartmetall-Kreissägeblättern
52. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
53. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
3D-Strukturierung mit dem photosensitiven Material-SU-8: Eigenschaften, Prozessierung, Charakterisierungen und Anwendungen
3D-Strukturierung mit dem photosensitiven Material-SU-8: Eigenschaften, Prozessierung, Charakterisierungen und Anwendungen
Systematische Berechnung hochbeanspruchter Schraubenverbindungen
Weiterentwicklungen zur Berechnung und Ausführung von Schraubenverbindunge
Optimierung reibungsfrei angezogener größerer Schraubenverbindungen
Düsseldorf 2011
Wachsende Autos - Geometrische Fahrzeug-Kenndaten untersucht
Vielfalt bestimmt die automobile Zukunft
Charakterisierung funktionaler Nanostrukturen aus photosensitiven Polymeren für messtechnische Anwendungen - CHAFUNA
Charakterisierung funktionaler Nanostrukturen aus photosensitiven Polymeren für messtechnische Anwendungen – CHAFUNA
Charakterisierung funktionaler Nanostrukturen aus photo-sensitiven Polymeren für messtechnische Anwendungen – CHAFUNA
Charakterisierung funktionaler Nanostrukturen aus photo-sensitiven Polymeren für messtechnische Anwendungen – CHAFUNA
Enthalpiebasierter Ansatz zur Quantifizierung und Ver- meidung von Vorentflammunge
Dileyha Altintas, Ansprüche bei Verletzung des Persönlichkeitsrechts durch die Presse nach deutschem und schweizerischem Recht
Zugleich eine Untersuchung zur Angemessenheit der Höhe von Schadensersatzansprüchen wegen Verletzung des Persönlichkeitsrechts im Vergleich zu Ansprüchen wegen Körperverletzung oder Vergewaltigung (Buchbesprechung)
Gwendoline Lardeux/Raymond Legeais/Michel Pédamon/Claude Witz, Code civil allemand
Traduction commentée (Buchbesprechung)
Thomas Rauscher (Hrsg.), Europäisches Zivilprozess- und Kollisionsrecht. Kommentar
Rom I-VO, Rom II-VO, Bearbeitung 2011 (Buchbesprechung)
J. von Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen, EGBGB/IPR
Einleitung zur Rom I-VO, Art. 1-10 Rom I-VO (Internationales Vertragsrecht 1), Bearbeitung 2011; J. von Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen, EGBGB/IPR, Art. 11-29 Rom I-VO, Art. 46 b, c EGBGB (Internationales Vertragsrecht 2), Bearbeitung 2011 (Buchbesprechung)
Jan Kropholler/Jan von Hein, Europäisches Zivilprozessrecht
Kommentar zur EuGVO, Lugano-Übereinkommen 2007, EuVTVO, EuMVVO und EuGFVO, (Buchbesprechung)
Walter Frenz, Handbuch Europarecht
Band 6: Institutionen und Politiken (Buchbesprechung)
Laurence Nicolas-Vullierme, Droit de la concurrence
(Buchbesprechung)
Stuart G. Bugg/Heike Simon (Hrsg.), Fachwörterbuch Kompakt Recht Englisch
Englisch-Deutsch, Deutsch-Englisch; (Buchbesprechung)
Michael Franz Schmitt, Sanierungsberatung als Rechtsberatung und Rechtsdienstleistung
Eine vergleichende Darstellung nach dem Rechtsberatungsgesetz und dem Rechtsdienstleistungsgesetz (Buchbesprechung)
Holger Essig, Die gattungsmäßige Verwendung von Marken
(Buchbesprechung)
Reinhard Gaier/Christian Wolf/Stephan Göcken (Hrsg.), Anwaltliches Berufsrecht
Kommentar (Buchbesprechung)
Uwe Wesel, Geschichte des Rechts in Europa
Von den Griechen bis zum Vertrag von Lissabon (Buchbesprechung)
Scheidungsprozess, angekündigter, aber nicht gestellter Antrag, Kostenerhebung
Besprechung von OLG Dresden, Urt.v. 27.7.2010 - 20 UF 332/10
Die Einigungsstellen nach dem BetrVG, die Arbeitsrichter und ihre Nebentätigkeiten
Die Deutsch-Französische Juristenvereinigung
Eine Möglichkeit zur Verbesserung der Sprachkompetenz im Dialog mit Franzosen
Das deutsch-französische Doppelpromotionsverfahren
(»cotutelle de thèse«)
Editorial
[zum Thema Sprache, Recht und Politik]
European Schools
A Subject of International Law Integrated into the European Union
Implementing ISO standard 10303 application protocol 224 for automated process planning
Löten thermisch sensibler, aluminiumbasierter Verbundwerkstoffe
Low-melting composite filler metals
Age appropriate design of advertisements: An economic-gerontological approach
Zur Lebenssituation alternder Drogenabhängiger in Deutschland - Ein Überblick zur Datenlage
Biographische Bedeutung ehrenamtlichen Engagements im Alter
Der Einfluss langjähriger Berufserfahrung auf die nachberufliche Lebensphase bei Krankenschwestern – eine qualitativ-empirische Untersuchung
Standardisierung von Kennzahlen im Green Controlling
[Rezension zu:] Georg Wink: Die Idee von Brasilien: Eine Kulturwissenschaftliche Untersuchung der Erzählung Brasiliens als vorgestellte Gemeinschaft im Kontrast zu Hipanoamerika. Frankfurt am Main: Lang 2009 (Hispano-Americana: Geschichte, Sprache, Literatur; 38)
in: Ibero-Americana, Nordic Journal of Latin American Studies, 40:1-2 (2010), 190-198
Brazil, Imagined communities, Latin America, Nation building, discourse analysis, historiography, nationalism
Keyword [pt]
Brasil, Comunidade Imaginada, América Latina, análise de discurso, nacionalismo, historiografia
Keyword [de]
Brasilien, Vorgestellte Gemeinschaft, Lateinamerika, Brasilienbild, Diskursanalyse, Geschichtsschreibung, Nationalismus
Tabak-, Alkohol- und Drogenkonsum sowie Impfverhalten von Gesundheits- und KrankenpflegeschülerInnen in Sachsen-Anhalt
Ultrasonic Treatment
Verbesserte Spanungsperformance für neue Automobilwerkstoffe
Ultraschall bewirkt deutlichen Standzeitgewinn
Ultrasonic Treatment
„Verbesserte Spanungsperformance für neue Automobilwerkstoffe“
Innovationen im Turbinenbau
PIKK trifft Portico
Studium unter Palmen
50. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
51. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
Sven Polenz, RFID-Techniken und Datenschutzrecht
Perspektiven der Regulierung (Buchbesprechung)
Marco Braun/Alexander Haentjens/Tilo Nemuth, Schnittstellen im Bauablauf
(Buchbesprechung)
Maximilian Fuchs (Hrsg.), Europäisches Sozialrecht
Kommentar, (Buchbesprechung)
Patrizia Renna, Die Durchsetzung des anwaltlichen Honoraranspruchs im europäischen Rechtsverkehr
(Buchbesprechung)
Thomas Zerres, Bürgerliches Recht
Eine Einführung in das Zivilrecht und die Grundzüge des Zivilprozessrechts, (Buchbesprechung)
Peter Kindler, Einführung in das neue IPR des Wirtschaftsverkehrs
Praxishandbuch (Buchbesprechung)
Hanns Prütting/Markus Gehrlein (Hrsg.), ZPO
Kommentar (Buchbesprechung)
Thomas Baumann, Patentstreitigkeiten vor Schiedsgerichten
(Buchbesprechung)
Rainer Wörlen/Sabrina Leinhas, Erbrecht
(Buchbesprechung)
Friedrich Albrecht/Markus Hoffmann, Geistiges Eigentum in der Kommune
Erwerb und Verteidigung von Marken und anderen Rechten (Buchbesprechung)
Christoph Reithmann/Dieter Martiny (Hrsg.), Internationales Vertragsrecht
Das internationale Privatrecht der Schuldverträge,(Buchbesprechung);
Die EU – das unbekannte Wesen?
Überlegungen zum Inhalt der Fachspezifischen Fremdsprachenausbildung für Juristinnen und Juristen
Frankreich: Reform der juristischen Berufe
Formalien bei juristischen Studienarbeiten
Das Schicksal von Versorgungsanwartschaften beim Wechsel zu internationalen Organisationen
Europarecht verdrängt das Völkerrecht
Das Beispiel der Europäischen Schulen
Formalien bei der Erstellung eines Literaturverzeichnisses
Kombiniertes Ultraschall-Widerstands-Löten von Aluminiumwerkstoffen
Vermögensübertragung im Alter. Eine Untersuchung aus Sicht von Bankberatern
Indirekte Pflege – eine vernachlässigte Pflegeleistung in der stationären Altenhilfe
Gruppenbezogene Wohnformen in der Langzeitpflege. Zum Stand der Forschung – eine Literaturrecherche
Bedürfnisse älterer Menschen im Akut-Krankenhaus – eine Herausforderung der Gerontologischen Pflege
Von der Zäsur der Berufsaufgabe bei Krankenschwestern – eine qualitativ-empirische Untersuchung zur Bereitschaft und zu den Bedingungen von Weiterarbeit in der nachberuflichen Lebensphase
[Rezension zu:] Bernd Meyer: Dolmetschen im medizinischen Aufklärungsgespräch: eine diskursanalytische Untersuchung zur Wissensvermittlung im mehrsprachigen Krankenhaus. Münster; New York; München; Berlin: Waxman 2004 (Mehrsprachigkeit; 13); Maria João Varela Pinto de Oliveira: Medizinisches Wörterbuch Deutsch-Portugiesisch. Hamburg: Buske 2007
in: Lusorama 81-82 (2010), 247-256.
Community Interpreting, doctor-patient-communication, German, Portuguese, bilingual lexicography, medical language
Keyword [de]
Dolmetschen im Krankenhaus, Deutsch, Portugiesisch, Arzt-Patienten-Kommunikation, medizinische Fachsprache, zweisprachige Fachlexikographie
Tool-support for Mobile and Pervasive Application Development – Issues and Challenges
Free Cash Flows als Elemente wertorientierter Berichterstattung
eine Analyse der Geschäftsberichte von Unternehmen des DAX® und MDAX®
Das Phänomen Controlling
Bauteile aus Siliziumkarbid schneller fertigen und liefern
O desgaste das pastilhas intercambiaveis pode ser influenciado pelo estado de tensao
Verschleißmechanismen und Leistungspotenziale neuer Gradientenhartmetalle in der Zerspanung
Entwicklung zur ultraschallunterstützten Bearbeitung
Zwei neue Projekte am IfP
Entwicklungen zum ultraschallunterstützten Bohren
Gemeinsame Arbeiten mit der Industrie werden gefördert
"Spanier präsentieren die ganze Pracht ihrer Unis"
Beitrag über eine Exkursion in Barcelona
48. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
49. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
"Multi-voicedness"
Internet guest-books of German an Italian teenagers
"Italienisch sprechen, hören, sehen und schmecken"
2/Oktober 2009, S. 22 - 23.
A Cultural Psychological Approach to Intercultural Learning: Potential and Limits of the Structure Formation Technique
Konversationsanalyse als methodischer Zugang zum interkulturellen Lernen
- Bericht über ein extracurriculares Projekt zum forschenden Lernen
A Cultural Psychological Approach to Intercultural Learning: Potential and Limits of the Structure Formation Technique
Rolf A. Schütze, Rechtsverfolgung im Ausland
Prozessführung vor ausländischen Gerichten und Schiedsgerichten (Buchbesprechung);
Hanns Prütting/Gerhard Wegen/Gerd Weinreich (Hrsg.), BGB
Kommentar, (Buchbesprechung);
Friedrich Albrecht/Markus Hoffmann, Die Vergütung des Patentanwalts
Anspruchsdurchsetzung und Kostenerstattung (Buchbesprechung)
Peter Hartmann, Kostengesetze
Kurz-Kommentar, (Buchbesprechung)
Frederik Karsten, GmbH-Recht
(Buchbesprechung)
Jochen Schneider, Handbuch des EDV-Rechts
IT-Vertragsrecht, Datenschutz, Rechtsschutz; (Buchbesprechung)
Bernd Reinmüller, Internationale Rechtsverfolgung in Zivil- und Handelssachen in der Europäischen Union
(Buchbesprechung)
Werner Schulz/Jörn Hauß (Hrsg.), Familienrecht
Handkommentar (Buchbesprechung)
Michel Doucet/Klaus E. W. Fleck, Wörterbuch der Rechts- und Wirtschaftssprache
Teil 1: Französisch-Deutsch; (Buchbesprechung)
Thomas Eisgruber/Ulrich Schallmoser, Abgabenordnung
(Buchbesprechung)
Rainer Wörlen, Familienrecht
(Buchbesprechung)
Dagmar Zorn, Das Recht der elterlichen Sorge
Voraussetzungen, Inhalt und Schranken in Praxis und Theorie; (Buchbesprechung);
Nachruf auf Rainer Wörlen; Agrar- und Umweltrecht
Zwei problematische Punkte des AGG: Die Anforderung eines Passphotos und die Suche nach dem „muttersprachlichen Mitarbeiter (m/w)“
Muss die Große Beschwerdekammer des EPA bei Auslegungsfragen zur Richtlinie 98/44/EG dem EuGH vorlegen?
Besprechung der Entscheidung der Großen Beschwerdekammer des EPA vom 25.11.2008 – G 2/06
Die Auslegung von Normen
Fünf arbeitsrechtliche Probleme: Bezahlte Freistellung – Diskriminierungsschutz – vorzeitige Vertragsauflösung – Rückzahlungsansprüche – Befristung
Fernstudium „Wirtschaftsrecht“ an der Hamburger Fern-Hochschule
Frankreich: Internetgesetz (loi Hadopi) in Kraft
Vier arbeitsrechtliche Probleme: Mobbing - Vertrauensschutz - Befristung - Haftungsbeschränkung
Sprache, Recht und Politik
Fallbearbeitung: Schutz vor Diskriminierung im Arbeitsrecht
Die französische Sprachgesetzgebung und Texte mit Bezug zum Internet
Le regroupement des avocats et des notaires : quels enseignements tirer de l´expérience allemande ?
Innovative Lösungsstrategien zum Fügen von AMCs
Störfaktor Reibung, Die Bedeutung der Reibung in Schraubenverbindungen
Bewohnerbefragung in der stationären Altenhilfe - eine Pilotstudie
Zukunft der stationären Altenhilfe. Weiterbildung in Pflege-, Hauswirtschafts- und Sozialberufen - Forschungsergebnisse
Studienüberblick: Zur Lebenssituation älter werdender Contergan-geschädigter Menschen
Zum kleinen Preis auf hoher See
Hochleistungsschleifen von Siliziumkarbidkeramik
Reduzierung von Fertigungskosten und Fertigungszeiten
Numerical investigation of rising bubble shape and wake variations
Impfschutz in unterschiedlichen medizinischen Berufsgruppen Ostdeutschlands. Deutlicher Optimierungsbedarf
Passung sicher hergestellt - Anwendung der Form- und Lagertolerierung auf Passfederverbindungen
Neues FHprofUnd-Projekt am IfP
Entwicklung von monolithischen Fräswerkzeugen mit funktionsorientierter Mikrogeometrie für die Hartbearbeitung
Ferramenta de torneamento detecta trincas e desgaste
Vorgestellt: Der Förderverein
Jahresmitgliederversammlung des Vereins zur Förderung des Fachbereiches Maschinenbau und Kraftfahrzeugtechnik der Westsächsischen Hochschule Zwickau e. V.
[Rezension zu:]: Claudine Moulin/ Damaris Nübling (eds.): Perspektiven einer linguistischen Luxemburgistik: Studien zur Diachronie und Synchronie. Heidelberg: Winter 2006
in: Info DaF 34 (2008), 291-295
Luxemburgisch, Lëtzebuergesch, Dialektologie, Moselfränkisch, Rheinfränkisch, Phonologie, Eifler Regel, Morphologie, Pluralbildung, Präteritopräsentia, Modalverben, Passivauxiliare, Kontrastive Analyse, Schwedisch, Deutsch, Grammatikalisierung, Passiv, Sprachgeschichte des Lëtzebuergeschen, Luxemburgistik, luxemburgische Gegenwartsliteratur, Grammatikographie
[Rezension zu:] Bernard Mulo Farenkia : Beziehungskommunikation mit Komplimenten : Ethnographische und gesprächsanalytische Untersuchungen im deutschen und kamerunischen Sprach- und Kulturraum. Frankfurt am Main : Lang 2006 (Im Medium fremder Sprachen und Kulturen ; 8)
in: Info Daf 34 (2008), 299-301
French, German, Contrastive Analysis, Cross Cultural Pragmatics, Speech Acts, Compliments, Germany, Cameroon
Keyword [fr]
français, allemand, analyse contrastive, pragmatique interculturelle, actes de langage, compliments, Cameroun, Allemagne
Keyword [de]
Französisch, Deutsch, Kontrastive Analyse, Kulturvergleichende Pragmatik, Sprechakte, Komplimente, Kamerun, Kamerunisches Französisch
46. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
47. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
Jean-Sylvestre Bergé/Sophie Robin-Olivier, Introduction au droit européen
(Buchbesprechung)
Marcel Fontaine/Filip De Ly, Droit des contrats internationaux. Analyse et rédaction de clauses
Marcel Fontaine/Filip De Ly, Drafting international contracts: an analysis of contract clauses; Marcel Fontaine/Filip De Ly, La redazione dei contratti internazionali. A partire dall´analisi delle clausole, Übersetzung durch Renzo Maria Morresi (Buchbesprechung)
Robert Schmidt, Der Durchgriff im deutschen und südafrikanischen Gesellschaftsrecht
(Buchbesprechung)
Wolfgang Däubler/Martin Bertzbach (Hrsg.), Allgemeines Gleichbehandlungsgesetz
Handkommentar, (Buchbesprechung)
Christoph Grabenwarter, Europäische Menschenrechtskonvention. Ein Studienbuch
(Buchbesprechung)
Ingemar Carl, Einstweiliger Rechtsschutz bei Torpedoklagen
(Buchbesprechung)
Hans Jürgen Sonnenberger/Reinhard Dammann, Französisches Handels- und Wirtschaftsrecht
(Buchbesprechung)
Aurica Hartung, Südafrikanisches und deutsches E-Commerce-Recht im Vergleich. Ansätze zur Optimierung des Rechtsrahmens für grenzüberschreitende elektronische B2B-Transaktionen
(Buchbesprechung)
Mansel/Pfeiffer/Kronke/Kohler/Hausmann (Hrsg.), Festschrift für Erik Jayme
(Buchbesprechung)
Völkerrecht. Herausgegeben von Wolfgang Graf Vitzthum, bearbeitet von Michael Bothe, Rudolf Dolzer, Kay Hailbronner, Eckart Klein, Philip Kunig, Meinhard Schröder, Wolfgang Graf Vitzthum
(Buchbesprechung)
Sybille Neumann/François-Xavier Licari, Introduction au droit français pour juristes et étudiants en droit germanophones, t. 1
(Buchbesprechung)
Helga Laux/Monika Schlachter, Teilzeit- und Befristungsgesetz, Kommentar
(Buchbesprechung)
J. Michael Rainer, Europäisches Privatrecht. Die Rechtsvergleichung
(Buchbesprechung)
Schadensersatzansprüche des VZOG-Restitutionsberechtigten gegen den Verfügungsbefugten
Besprechung von OLG Brandenburg, Urt.v. 6.8.2008 – 4 U 169/07
Vermögenszuordnung bei privatisierten Vermögensgegenständen
Besprechung von BVerwG, Urt.v. 18.6.2008 – 3 C 4/07
Erlösabführung aus sog. Komplettierungskauf
Besprechung von BVerwG, Urt.v. 14.2.2008 – 5 C 19/07
Restitutionsansprüche des Landes Berlin für in Brandenburg belegene Grundstücke
Besprechung von BVerwG, Urt.v. 28.11.2007 3 C 43/06
Wiederbelebung von Separationsinteressentengemeinschaften
Besprechung von BVerwG, Urt.v. 24.10.2007 – 8 C 10/06
La profession d´avocat et la profession de notaire en Allemagne
Europäisches Arbeitsrecht und Völkerrechtssubjekte
[Besprechung von Employment Tribunal London Central, Urt.v. 16.11.2007]
Vor 200 Jahren erschien Zachariaes „Handbuch des Französischen Civilrechts“
Eine Würdigung mit ketzerischen Bemerkungen zum „idealen Rechtsvergleicher“
Tücken bei der Übersetzung juristischer Texte
Rechtsfragen bei der Einschaltung französischer Anwälte
Eine Einführung in die deutsch-französischen Rechtsbeziehungen
Joining of High Strength Aluminum-Based Materials with Tin-Based Solders
Alemão é tupi
in: Kultur Agenda Alemanha, Vol. 5, 88-89
Performance Measurement Systeme und ihre Anwendung in der Praxis
Ansatzpunkte für ein strategisches und wertorientiertes Kostenmanagement
Risikomanagement im Anlagengeschäft und dessen besondere Bedeutung bei dem Einsatz von Plattformprodukten
On improving mass conservation properties of the hybrid particle level-set method
Beim Drehen und Bohren bleibt es „spannend“
Wirtschaftliche und qualitätssichere Kleinserienfertigung von Keramikteilen durch Hochleistungsschleifen
2. Internationales Schaufelmeeting
Gemeinsames Treffen der Firma Alstom u. des IfP
[Rezension zu] Britta Thörle: Fachkommunikation im Betrieb: fachliche Interaktionsmuster und berufliche Identitäten in französischen Arbeitsbesprechungen. Tübingen: Narr 2005 (Forum für Fachsprachenforschung; 70)
in: Info Daf 33 (2007), 313-315
[Rezension zu:] Tinka Reichmann: Satzspaltung und Informationsstruktur im Portugiesischen und im Deutschen: ein Beitrag zur Kontrastiven Linguistik und Übersetzungswissenschaft. Frankfurt am Main: Lang 2005 (Sabest: Saarbrücker Beiträge zur Sprach- und Translationswissenschaft; 6)
in: Info Daf 33 (2007), 288-290.
44. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
45. Folge der „Kleinen Bibliographie fachsprachlicher Untersuchungen“
Interkulturelle Kompetenz bei Jugendlichen entwickeln - (wie) geht das?
Entwicklung eines Trainingskonzepts im Rahmen von Xenos
Eduard Reimer/Hans Schade/Helmut Schippel, ArbEG. Gesetz über Arbeitnehmererfindungen und deren Vergütungsrichtlinien
Kommentar, (Buchbesprechung)
Volker Triebel/Karl von Hase/Peter Melerski, Die Limited in Deutschland. Leitfaden für die Unternehmens- und Beratungspraxis
(Buchbesprechung)
Hugues Lainé/Ulrike Warneke, Wörterbuch Wirtschafts- und Steuerrecht
Französisch-Deutsch/Deutsch-Französisch (Buchbesprechung)
Holger Lampe, Steueroptimale Gestaltung eines deutsch-französischen Unternehmenszusammenschlusses
(Buchbesprechung)
Frederik Karsten/Günter Bauer/Bernhard Klose, Forderungssicherung und –durchsetzung in der Bauwirtschaft
(Buchbesprechung)
Hermann Neidhart, Unfall im Ausland, Band 2: West-Europa
(Buchbesprechung)
Isabella Bernt, Der Überweisungsvertrag im deutschen und im französischen Recht
Eine Untersuchung zur Stellung des Kunden gegenüber der überweisenden Bank nach Umsetzung der Richtlinie 97/5/EG (Buchbesprechung)
Menno Aden, Internationales Privates Wirtschaftsrecht
(Buchbesprechung)
Klaus Degenhardt, Die Limited (private company limited by shares) in Deutschland
(Buchbesprechung)
Ludwig Gramlich, Öffentliches Wirtschaftsrecht – schnell erfasst
(Buchbesprechung)
Jan Kropholler, Internationales Privatrecht einschließlich der Grundbegriffe des Internationalen Zivilverfahrensrechts
(Buchbesprechung)
Axel Kokemoor, Sozialrecht
(Buchbesprechung)
Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen, Internationales Wirtschaftsrecht
(Buchbesprechung)
Martine Robert/Erol Giraudy, Le guide juridique du portail Internet/Intranet
(Buchbesprechung)
Michael Streck/Annette Rieck, St. Ivo. 1247-1303. Schutzpatron der Richter und Anwälte
(Buchbesprechung)
Rainer Wörlen, Schuldrecht AT, Schuldrecht BT,
(Buchbesprechung)
Karl von Rumohr, Grenzübergreifende Fernabsatzverträge im Internationalen Privatrecht
(Buchbesprechung)
Bindungswirkung eines geänderten Zuordnungsbescheids und Zuordnung von Überbauflächen an die Deutsche Post
Besprechung von BVerwG, Urt.v. 21.6.2007 - 3 C 11/06
Klagebefugnis des Anmelders gegen InVorG-Durchführungsfeststellungsbescheid
Besprechung von VG Meiningen, Urt.v 18.4.2007 – 5 K 547/04
Keine Haftung der Bundesrepublik für in der DDR erlittene Strahlenschäden von NVA-Angehörigen
Anm. zu OLG Brandenburg, Urt.v. 20.3.2007 – 2 U 38/06;
Zuordnung eines für den Angelsport genutzten Grundstücks
Besprechung von BVerwG, Urt.v. 14.12.2006 - 3 C 2/06
Verhältnis der Erlösauskehransprüche nach VZOG und VermG
Besprechung von BVerwG, Urt.v. 27.9.2006 3 C 37/05
Herausgabe von Mieteinnahmen an den Restitutionsberechtigten
Besprechung von BGH, Urt.v. 27.10.2006 – V ZR 58/06
Erlösauskehranspruch bei Rücktritt vom Kaufvertrag
Besprechung von BVerwG, Urt.v. 27.7.2006 – 3 C 31/05
Keine rechtsstaatswidrige Auflösung altrechtlicher Gemeinschaften in der DDR
Besprechung von BVerwG, Urt.v. 14.6.2006 – 3 C 18/05
Gewährt § 8 TzBfG einen Anspruch auf eine zeitlich befristete Arbeitszeitverringerung?
LES HONORAIRES DES AVOCATS FRANÇAIS ET L´ARTICLE 32 DU RÈGLEMENT (CE) DU CONSEIL DU 22 DÉCEMBRE 2000
Löten von Aluminiummatrix-Verbundwerkstoffen mit modifizierten Löttechnologien
Soldering of aluminum matrix composites
Ciências humanas para quê?
in: Informativo Mensal do Serviço Alemão de Intercâmbio Acadêmico, no 33, 1-2 p.
Neue Nachbarschaft für Europa? – Perspektiven der Euro-Mediterranen Partnerschaft
Sicher dimensioniert – Einflussfaktoren auf die Gestaltfestigkeit von vergüteten Passfederverbindungen
Keramikteile schneller liefern durch Hochleistungsschleifprozesse
Sicheres, effizientes Spanen
Eigenspannungszustand und Leistungsfähigkeit beschichteter Hartmetalle
FH³-Projekt
Hochleistungsschleifen von Keramikteilen in Kleinserienfertigung
Il Tutor Interculturale - Possibilità e Limitit per il Project-Work Virtuale
Berufsspezifische Interkulturelle Sensibilisierung im E-Learning durch Einsatz von Video
Patrice de Folleville/Stefan Lutz, Deutsches Bilanzrecht – Deutsch-französische Textausgabe
(Buchbesprechung)
Mirko Ehrich, Der internationale Anwendungsbereich des deutschen und französischen Rechts gegen irreführende Werbung
(Buchbesprechung)
Christian von Bar, Ausländisches Privat- und Privatverfahrensrecht in deutscher Sprache
Systematische Nachweise aus Schrifttum, Rechtsprechung und Gutachten 1990–2006; (Buchbesprechung)
Oliver L. Knöfel, Grundfragen der internationalen Berufsausübung von Rechtsanwälten
(Buchbesprechung)
Rainer Wörlen, Introduction to English Civil Law for German-Speaking Lawyers and Law Students, Vol. 1 und Vol. 2
(Buchbesprechung)
Alexander Haentjens, Die Rechtsstellung des Sanierungsträgers im Städtebauwesen
(Buchbesprechung)
Jörg Windt, Die Neukonstruktion des Tatbestands des Betriebsübergangs
Eine Untersuchung zu den dogmatischen und methodischen Grundlagen des § 613a Abs. 1 Satz 1 BGB (Buchbesprechung)
Bernhard Jestaedt, Patentrecht. Ein fallbezogenes Lehrbuch
(Buchbesprechung)
Hannes Hartung, Kunstraub in Krieg und Verfolgung. Die Restitution der Beute- und Raubkunst im Kollisions- und Völkerrecht
(Buchbesprechung)
Armin Pahlke/Ulrich Koenig (Hrsg.), Abgabenordnung, §§ 1 bis 368, Kommentar
(Buchbesprechung)
Herbert Kronke/Werner Melis/Anton K. Schnyder (Hrsg.), Handbuch Internationales Wirtschaftsrecht
(Buchbesprechung)
Münchener Kommentar zum BGB, Band 10: Einführungsgesetz zum Bürgerlichen Gesetzbuche (Art. 1-46), Internationales Privatrecht
(Buchbesprechung)
Hugues Lainé/Gerd Leutner, Standardvertragsmuster zum Handels- und Gesellschaftsrecht, Deutsch-Französisch
(Buchbesprechung)
Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen, Wiener UN-Kaufrecht (CISG)
(Buchbesprechung)
Stuart G. Bugg/Heike Simon (Hrsg.), Fachwörterbuch Kompakt Recht Englisch. Englisch-Deutsch, Deutsch-Englisch
(Buchbesprechung)
Martin Gogger, Insolvenzgläubiger-Handbuch. Optimale Rechtsdurchsetzung bei Insolvenz des Schuldners
(Buchbesprechung)
Unentgeltliche Besitzerlangung bei Volkseigentum
Besprechung von Kammergericht, Urt.v. 11.5.2006 – 8 U 220/05
Rücknahme rechtswidriger Vermögenszuordnungsbescheide
Besprechung von BVerwG, Urt.v. 27.4.2006 – 3 C 23/05
Vollstreckbarerklärung der Honorarforderung eines französischen Anwalts
Anm. zu BGH, Beschl.v. 22.9.2005 – IX ZB 7/04
Restitutionsansprüche von Stiftungen des öffentlichen Rechts
Besprechung von BVerwG, Urt.v. 29.3.2006 – 8 C 19/04
Entziehungsvermutung bei NS-Verfolgten
Besprechung von BVerwG, Urt.v. 23.2.2006 – 7 C 4/05
Haftung der Bundesrepublik für isolierte Verbindlichkeiten aus DDR-Erbschaften
Besprechung von BGH, Urt.v. 30.11.2005 – IV ZR 4/04
Zuordnung von unbewohnbaren Wohnimmobilien
Besprechung von BVerwG, Urt.v. 7.7.2005 – 3 C 34/04
Frankreich - Kein Urheberrechtsschutz für Parfumkreationen
Der Schutz von Unternehmenskennzeichen
Zur Herausbildung der Kategorie Modalverb in der Grammatikographie des Deutschen (und des Portugiesischen)
in: Pandaemonium Germanicum 10 (2006), 283-337.
Bedeutung der IFRS für das Controlling
Ultraschall macht kurzen Prozess
Wie die Eigenspannungen den Verschleiß beeinflussen
Interkulturelle Kommunikation im Spiegel der Kulturstandardforschung
Zu: Alexander Thomas, Eva-Ulrike Kinast und Sylvia Schroll-Machl (Hrsg.). Handbuch Interkulturelle Kommunikation und Kooperation, Band 1: Grundlagen und Praxisfelder. Göttingen: Vandenhoeck & Ruprecht 2003, und: Alexander Thomas, Stefan Kammhuber und Sylvia Schroll-Machl (Hrsg.). Handbuch Interkulturelle Kommunikation und Kooperation, Band 2: Länder, Kulturen und interkulturelle Berufstätigkeit. Göttingen: Vandenhoeck & Ruprecht 2003
Anwaltshaftung bei internationalen Sachverhalten – Eine Skizze der deutschen und der französischen Rechtsprechung
§ 30 a Abs. 1 Satz 4 VermG und das Rückwirkungsverbot – Zugleich eine Besprechung von BVerfG
Beschluss vom 14.8.2004 – 1 BvR 1249/04
Tilmann Pfleiderer, Einführung in das französische Immobilienrecht. Eigentum und Miete von Geschäfts- und Wohnraum in Frankreich
Buchbesprechung
Uwe Jahn/Anne Sahm (Hrsg.), Insolvenzen in Europa
Buchbesprechung
Julian Oberndörfer, Netz-„Geld“. Funktionen des Netzgeldes insbesondere aus zivilrechtlicher Sicht
Buchbesprechung
Ludwig Gramlich, Internationales Wirtschaftsrecht – schnell erfasst
Buchbesprechung
Eigentum an vor dem 3.10.1990 installierten Telefon-Hausnetzen
Besprechung von BGH, Urt.v. 3.6.2005 – V ZR 196/04
Anspruch der Kommunen auf Beteiligung an regionalen Gasversorgungsgesellschaften
Besprechung von BVerwG, Urt.v. 11.11.2004 – 3 C 36/03
Nutzungsentschädigungsansprüche des Bundes bei Reichsvermögen, Besprechung von BGH
Urt.v. 26.11.2004 – V ZR 90/04;
Restitutionsausschluss bei Enteignung auf besatzungsrechtlicher Grundlage verfassungsgemäß, Besprechung von BVerfG
Beschl.v. 26.10.2004 – 2 BvR 955/00 u. 1038/01; NJ 3/05, S. 136-138 (Kommentar wieder abgedruckt in: Brandt/Kittke, Rechtsprechung und Gesetzgebung zur Regelung offener Vermögensfragen
Restitutionsansprüche der durch die Nationalsozialisten kollektiv Verfolgten
Besprechung von BVerwG, Urt.v. 24.6.2004 – 7 C 20/03; , Beschl.v. 26.10.2004 – 2 BvR 955/00 u. 1038/01
Europäische Schulen: Ein in die EG integriertes Völkerrechtssubjekt
Tätigkeitsbericht der französischen Datenschutzkommission für 2004
Ein Blick auf die französische Anwaltschaft
Würde das deutsche Bundesverfassungsgericht den liechtensteinischen Bilderstreit heute anders entscheiden?
Die französischen Überseedepartements, die Europäische Gemeinschaft und die Bananen
Otto Sandrock zum 75. Geburtstag
„Europäische Schulen“: Annäherung an die EG durch eine neue Satzung
Wolfgang Sekretaruk, Farben als Marke
(Buchbesprechung)
Nicolas Corato in Zusammenarbeit mit der Anwaltskammer Paris (Hrsg.), Grandes plaidoiries & Grands procès du XVe au XXe siècle
(Buchbesprechung)
Michael Coester/Dieter Martiny/Karl August Prinz v. Sachsen Gessaphe (Hrsg.), Privatrecht in Europa. Vielfalt, Kollision, Kooperation
Festschrift für Hans Jürgen Sonnenberger zum 70. Geburtstag; (Buchbesprechung)
Florian Drücke, Kollektivinteressen und Wettbewerbsrecht. Eine vergleichende Untersuchung des deutschen und französischen Rechts
(Buchbesprechung)
Uwe Schlömer/Jörg Dittrich, eBay & Recht. Ratgeber für Käufer und Verkäufer
(Buchbesprechung)
Jürgen Chemnitz/Frank Johnigk, Rechtsberatungsgesetz. Kommentar
(Buchbesprechung)
Holger von Hartlieb/Mathias Schwarz (Hrsg.), Handbuch des Film-, Fernseh- und Videorechts
(Buchbesprechung)
Alexander Walter, Spezialisierung und Sorgfaltsstandard im Arzt- und Anwaltshaftungsrecht
(Buchbesprechung)
Susanne Frank/Thomas Wachter (Hrsg.), Handbuch Immobilienrecht in Europa. Zivil- und steuerrechtliche Aspekte des Erwerbs, der Veräußerung und der Vererbung von Immobilien
(Buchbesprechung)
Christoph Reithmann/Dieter Martiny (Hrsg.), Internationales Vertragsrecht. Das internationale Privatrecht der Schuldverträge
(Buchbesprechung)
Observações sobre a valência semântica no Dicionário gramatical de verbos do português contemporâneo do Brasil
in: Lusorama 61-62 (2005), 76-95.
Externe Rechnungslegung: Nutzungsmöglichkeiten für das interne Rechnungswesen
Harmonisierung von internem und externem Rechnungswesen, in: Bilanzbuchhalter und Controller
Intelligente Werkzeuge für die Zerspanung
Drehwerkzeug erkennt Risse und Verschleiß
Kühlschmierung bedarfsgerecht dosieren
Grundlagenuntersuchungen zu Werkzeug- und Prozessentwicklungen für das Verzahnungsfräsen ohne Kühlschmierstoffe
[Rezension zu:] "Baudot, Daniel (Hrsg.): Redewiedergabe, Redeerwähnung: Formen und Funktionen des Zitierens und Reformulierens im Text. Tübingen: Stauffenburg 2002 (Eurogermanistik; 17)
in: Info DaF 31: 2/3, 173-176
POLIS - Collaborative Project Work Environment. Un ambiente per il project work collaborativo struttarato intorno al soggetto die gruppo.
[Rezension zu:] Große, Sybille/ Schönberger, Axel (eds.): Ex oriente lux: Festschrift für Eberhard Gärtner zu seinem 60. Geburtstag. Frankfurt am Main: Valentia 2002.
Karel Sessinghaus, Geruchs- und Geschmacksmarken – Innovationen im Markenrecht
Buchbesprechung
Michael Kleine-Cosack, Rechtsberatungsgesetz
Kommentar; Buchbesprechung
Dieter Eickmann u.a. (Hrsg.), Heidelberger Kommentar zur Insolvenzordnung
Buchbesprechung
Rembert Süß/Ulrich Haas (Hrsg.), Erbrecht in Europa
Buchbesprechung
Otto Kaufmann, Wörterbuch Arbeits- und Sozialrecht. Französisch-Deutsch/Deutsch-Französisch
Buchbesprechung
J. von Staudingers Kommentar zum Bürgerlichen Gesetzbuch mit Einführungsgesetz und Nebengesetzen
Art. 219-245 EGBGB (Jüngere Übergangsvorschriften/Verordnungsermächtigungen); Buchbesprechung
Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen, Einleitung zum IPR
Art. 3-6 EGBGB (Buchbesprechung)
Christian von Bar, Ausländisches Privat- und Privatverfahrensrecht in deutscher Sprache. Systematische Nachweise aus Schrifttum, Rechtsprechung und Gutachten 1990-2003
Buchbesprechung
Dirk Looschelders, Internationales Privatrecht – Art. 3-46 EGBGB
Buchbesprechung
Steffen Leicht, Die Qualifikation der Haftung von Angehörigen rechts- und wirtschaftsberatender Berufe im grenzüberschreitenden Dienstleistungsverkehr
Buchbesprechung
Welf Müller/Wolf-Dieter Hoffmann (Hrsg.), Beck´sches Handbuch der Personengesellschaften. Gesellschaftsrecht, Steuerrecht
Buchbesprechung
Elmar Wadle, Französisches Recht in Deutschland. Acht Beiträge zur Geschichte des 19. Jahrhunderts
Buchbesprechung
Gautier Bourdeaux, Le crédit acheteur international. Approche française et comparative
Buchbesprechung
Dominik R. Lück, Vorläufiger Rechtsschutz und Vergaberecht
Buchbesprechung
Voraussetzungen eines Vorkaufsrechts nach dem VermG
Besprechung von BVerwG, Urt.v. 30.6.2004 – 8 C 14/03
Investive Veräußerung eines Betriebsgrundstücks und Wegfall des Restitutionsausschlusses nach § 5 Abs. 1 Buchst. d VermG
Besprechung von BVerwG, Urt.v. 22.4.2004 – 7 C 15/03
Keine Restitution nach VermG bei im Zuge von NS-Verfolgungsmaßnahmen erfolgter Enteignung in Polen
Anm. zu BVerfG, Beschl.v. 6.2.2004 – 1 BvR 1948/00
Zulassung der Revision bei Streitigkeiten über die Bindungswirkung von Vermögenszuordnungsbescheiden
Besprechung von BVerfG, Beschl.v. 7.1.2004 – 1 BvR 31/01
Teilweise Wirksamkeit von Globalanmeldungen der JCC
, Besprechung von BVerwG, Urt.v. 23.10.2003 – 7 C 62/02
Fachhochschullehrer als Verteidiger
Besprechung von BGH, Beschl.v. 28.8.2003 – 5 StR 232/02
Wirksamkeit eines Grundstückserwerbs durch den Sozialversicherungsträger nur mit Genehmigung der Aufsichtsbehörde
Anm. zu BGH, Urt.v. 23.11.2003 – V ZR 123/03
Wirkung eines InVorG-Bescheids bei Grundstückserwerb nach dem sog. Modrow-Gesetz
Besprechung von BVerwG, Urt.v. 27.8.2003 – 8 C 15/02
Wertersatz und Stichtag für Ermittlung des Verkehrswerts nach dem InVorG
Besprechung von BGH, Urt.v. 25.7.2003 – V ZR 192/02
Die Kündigung des Darlehensvertrages aus wichtigem Grund
Anm. zu Schweizerisches Bundesgericht, Urt.v. 3.4.2002 - 4C.175/2001
Frankreich: Lockerung des anwaltlichen Korrespondenzgeheimnisses
Nachruf auf Gérard Lyon-Caen
Das Pauschalentschädigungsabkommen zwischen der Bundesrepublik Deutschland und den USA vom 13. Mai 1992 und seine Umsetzung in Deutschland
Dürfen französische Anwälte ein Erfolgshonorar verlangen?
Tagung der Deutsch-Französischen Juristenvereinigung in Berlin
Christoph Maria Merki, Von der liechtensteinischen Landkanzlei zur internationalen Finanzberatung. Die Anwaltskanzlei Marxer & Partner und der Finanzplatz Vaduz
Buchbesprechung
Multi-modal Interaction with Mobile Navigation Systems
Grenzüberschreitender Nahverkehr: Das Euroregionale Nahverkehrssystem „EgroNet“
Ansätze zur Ausrichtung des internen Rechnungswesens auf die externen Bilanzierungserfordernisse
Kostentreibersysteme für das Wertmanagement
Österreichs Wirtschaftsbeziehungen mit den arabischen Ländern
Numerische Simulation exzentrisch belasteter Mehrschraubenverbindungen am Beispiel eines zweiteiligen Kegelrades
[Rezension zu:] Arntz, Reiner: Fachbezogene Mehrsprachigkeit in Recht und Technik. Hildesheim: Olms 2001 (Studien zu Sprache und Technik 8).
In: Informationen Deutsch als Fremdsprache : Info DaF 30:2/3 (2003), 146-148
Übersteztungstheorie, Kontrastive Linguistik, Fachsprachen, Fachsprache Technik, Fachsprache Elektrotechnik, Fachsprache Recht, Terminologie, Übersetzerausbildung, Spanisch, Französisch, Italienisch, Englisch, Deutsch, Dänisch, Portugiesisch, Niederländisch, Katalanisch, Ladinisch, Schwedisch, Norwegisch, Räto-Romanisch, Türkisch, Ungarisch
[Rezension zu:]"Brinker, Klaus; Antos, Gerd; Heinemann Wolfgang; Sager, Sven F. (Hrsg.): Text- und Gesprächslinguistik. Linguistics of Text and Conversation: An International Handbook of Contemporary Research. 2. Halbband. Berlin; New York: de Gruyter, 2001
Vorschläge für interkulturelle Rollenspielszenarien in der Altenpflege
Die Methode des Rollenspiels für das interkulturelle Lernen im Gesundheitswesen
Peter Kindler, Italienisches Handels- und Wirtschaftsrecht
Buchbesprechung
Notarhaftung im InVorG-Verfahren
Besprechung von OLG Naumburg, Urt.v. 8.7.2003 – 1 U 38/03
Zivilrechtsweg für Klagen auf Auszahlung einer „steckengebliebenen“ Entschädigung
Besprechung von BGH, Beschl.v. 31.7.2003 - III ZB 58/02
Rechtzeitige Anmeldung eines Restitutionsanspruchs durch Testamentsvollstrecker/Eigentumserwerb durch ausländischen Staat
Besprechung von BVerwG, Urt.v. 8.5.2003 – 7 C 63/02
Voraussetzungen für wirksam entstandenes Volkseigentum
Besprechung von OLG Dresden, Urt.v. 13.2.2003 – 7 U 80/95
Zur Wirksamkeit von Grundstückskaufverträgen mit Sozialversicherungsträgern
Besprechung von OLG Dresden, Urt.v. 19.3.2003 – 12 U 1711/01
Anspruch auf Erlösauskehr nach § 16 InVorG
Besprechung von BVerwG, Urt.v. 27.11.2002 – 8 C 35/01
Zuordnung einer zum Widmungsvermögen der Deutschen Reichsbahn gehörenden Teilfläche zur Nutzung für Bahnzwecke
Besprechung von BVerwG, Urt.v. 24.10.2002 – 3 C 42/01
Enteignung auf besatzungsrechtlicher Grundlage und Territorialitätsprinzip bei hypothekarisch gesicherter Forderung
Besprechung von BGH, Urt.v. 4.6.2002 - XI ZR 301/01
Geltung der Anmeldefrist des § 30 a VermG auch für Anmeldungen der JCC
Besprechung von VG Berlin, Urt.v. 27.9.2002 - 31 A 371/99
Geltung der Anmeldefrist des § 30 a VermG auch für Anmeldungen der JCC
Besprechung von VG Berlin, Urt.v. 27.9.2002 - 31 A 371/99
Wer haftet für Forderungen aus Grundmittel-Kreditverträgen zwischen der Staatsbank und Genossenschaften?
Französische Verbraucherschutzkommission begutachtet Providerverträge
Anwaltskosten – Fallstricke im internationalen Wirtschaftsverkehr
Tätigkeitsbericht der französischen Datenschutzkommission für 2001
Oliver Brand, Das Internationale Zinsrecht Englands
Buchbesprechung
Dirk Lehr, Gewerblicher Rechtsschutz, Urheberrecht und Multimedia
Buchbesprechung
Michael Kittner, Arbeits- und Sozialordnung. Ausgewählte und eingeleitete Gesetzestexte
Buchbesprechung
Hanns Prütting/Peter Zimmermann/Robert E. Heller, Grundstücksrecht Ost (GRO). Mit Sachenrechtsbereinigungsgesetz, Verkehrsflächenbereinigungsgesetz, Schuldrechtsanpassungsgesetz, Nutzungsentgeltverordnung, Erholungsnutzungsrechtsgesetz, Anpflanzungseigentumsgesetz, Meliorationsanlagengesetz
Kommentar (Buchbesprechung)
Matthias Baierlipp, Die Haftung der Muttergesellschaft eines multinationalen Konzerns für die Verbindlichkeiten ihrer ausländischen Tochtergesellschaft. Eine vergleichende Untersuchung nach deutschem und französischem Recht
Buchbesprechung
Louis Vogel, Französisches Wettbewerbs- und Kartellrecht
Buchbesprechung
Kerstin Stahmer, Verzinsliches Darlehen in der Insolvenz. Eine rechtsvergleichende Darstellung des deutschen, französischen und englischen Rechts
Buchbesprechung
Ulrich Tschöpe (Hrsg.), Anwalts-Handbuch Arbeitsrecht
Buchbesprechung
Ines Dernedde, Autonomie der Europäischen Zentralbank. Im Spannungsfeld zwischen demokratischer Legitimation der Europäischen Union und Währungsstabilität
Buchbesprechung
Wera Kuckertz, Der Haftungsdurchgriff auf ausländische Unternehmen und Geschäftsleiter nach französischem Recht
Buchbesprechung
J. Krumnow/L. Gramlich/Th. A. Lange/ Th. M. Dewner (Hrsg.), Gabler Bank-Lexikon. Bank – Börse – Finanzierung
Buchbesprechung
François Hellio/Pierre-Sébastien Thill, Steuern in Frankreich
Buchbesprechung
Friedrich L. Ekey/Diethelm Klippel (Hrsg.), Heidelberger Kommentar zum Markenrecht
Buchbesprechung
Detlef Kröger/Claas Hanken, Casebook Internetrecht. Rechtsprechung zum Internetrecht
Buchbesprechung
Tobias H. Strömer, Online-Recht. Rechtsfragen im Internet
Buchbesprechung
Martin Gelter, Neue Rechnungslegungsnormen im Handelsrecht. Gesellschaftsrecht, Kapitalmarktrecht, IAS und private Normsetzung
Buchbesprechung
Vogtlandbahn auf Erfolgskurs
Rüstungsindustrie – Weltweiter Wirtschaftsfaktor
Sicherheitspolitik und Wirtschaft
Harmonisierung von internem und externem Rechnungswesen
Gründe und Stand in der Praxis
[Rezension zu:] "Harras, Gisela (Hrsg.): Kommunikationsverben: konzeptuelle Ordnung und semantische Repräsentation. Tübingen: Narr 2001 (Studien zur deutschen Sprache und Technik 24).
In: Informationen Deutsch als Fremdsprache : Info DaF 30:2/3 (2003), 210-213
German, French, Russian, semantics, communication verbs, verba dicendi
Keyword [pt]
Alemão, Francês, Russo, Semântica, verbos de comunicação, verba dicendi
Keyword [fr]
allemand, français, russe, sémantique, verbes de communication, verba dicendi
Keyword [de]
Deutsch, Französisch, Russisch, Semantik, Kommunikationsverben, verba dicendi
SICH ENTSCHULDIGEN im Deutschen und Portugiesischen
In: Lusorama 54 (2003), S. 5-70.
German; Portuguese; Pragmatics; Speech Acts; Contrastive Analysis; Apologies
Keyword [pt]
Alemão; Português; Pragmática; Atos de fala; Lingüística contrastiva; desculpa
Keyword [fr]
Allemand; Portugais; pragmatique; actes de langage; linguistique contrastive; excuse
Keyword [de]
Deutsch, Portugiesisch; Pragmatik, Sprechakte, Kontrastive Analyse, Entschuldigungen
Messung der Beanspruchungen Umlaufbiegung und Torsion an einem Welle - Nabe - Prüfstand im Dauerversuch
[Rezension zu:] Ehnert, Rolf; Königs, Frank G. (eds.): Die Rolle der Praktika in der DaF-Lehrerausbildung. Regensburg: Fachverband Deutsch als Fremdsprache 2000 (Materialien Deutsch als Fremdsprache ; 59)
In: Informationen Deutsch als Fremdsprache : Info DaF, 29: 2/3 (2002), S. 153-155
Formation of teachers in German as Foreign Languge, Curricula, Internship
SCHLAGWÖRTER
Ausbildung von Lehrkräften in Deutsch als Fremdsprache, Praktika, Curricula
[Rezension zu:] Sokol, Monika: Französische Sprachwissenschaft: Eine Einführung mit thematischem Reader. Tübingen: Narr, 2000 (Narr Studienbücher)
In: Informationen Deutsch als Fremdsprache : Info DaF 29:2/3 (2002), S. 258-260
Französisch, Einführung in die Sprachwissenschaft, Semantik, Pragmatik, Soziolinguistik
[Rezension zu:] Brinker, Klaus; Antos, Gerd; Heinemann Wolfgang; Sager, Sven F. (Hrsg.): Text- und Gesprächslinguistik. Linguistics of Text and Conversation: An International Handbook of Contemporary Research. 1. Halbband. Berlin; New York: de Gruyter, 2000
In: Informationen Deutsch als Fremdsprache : Info DaF, 29: 2/3 (2002, S.124-127.
Textlinguistik
Rolf A. Schütze/Lutz Weipert (Hrsg.), Münchener Vertragshandbuch Band 4, Wirtschaftsrecht III
Buchbesprechung
Rolf A. Schütze, Rechtsverfolgung im Ausland. Probleme des ausländischen und internationalen Zivilprozessrechts
Buchbesprechung
Eva Schmid, Die Mehrheit von Sicherungsgebern im deutschen und französischen Recht. Eine rechtsvergleichende Untersuchung unter besonderer Berücksichtigung der Rechtsinstitute des cautionnement solidaire und des cautionnement réel
Buchbesprechung
Rudolf Kleeberg/Wolfgang Eberl, Kulturgüter in Privatbesitz
Handbuch für das Denkmal- und Steuerrecht, (Buchbesprechung)
Dirk H. Dau/Franz Josef Düwell/Hartmut Haines (Hrsg.), Rehabilitation und Teilhabe behinderter Menschen
Lehr- und Praxiskommentar (LPK - SGB IX) (Buchbesprechung)
Kurt Siehr, Internationales Privatrecht. Deutsches und europäisches Kollisionsrecht für Studium und Praxis
Buchbesprechung
Detlef von Schultz (Hrsg.), Kommentar zum Markenrecht
Buchbesprechung
Alf-Olav Gleiss, Gewerblicher Rechtsschutz
Buchbesprechung
Claudia Rademacher-Gottwald, Besteuerungsprobleme der grenzüberschreitenden Sozietäten von Rechtsanwälten, Steuerberatern und Wirtschaftsprüfern
Buchbesprechung
Cléo Leclerq, Devoirs et prérogatives de l´avocat
Buchbesprechung
Jacques Hamelin/André Damien, Les règles de la profession d´avocat
Buchbesprechung
Jan Kropholler, Europäisches Zivilprozessrecht. Kommentar zu EuGVO und Lugano-Übereinkommen
Buchbesprechung
Jérôme Ortscheidt, La réparation du dommage dans l´arbitrage commercial international
Buchbesprechung
Olivier Beaud/Erk Volkmar Heyen (Hrsg.), Eine deutsch-französische Rechtswissenschaft? Kritische Bilanz und Perspektiven eines kulturellen Dialogs
Buchbesprechung
Ursachenzusammenhang zwischen investiver Veräußerung eines Grundstücks und Wegfall des bisherigen Rückgabeausschlussgrunds
Besprechung von BVerwG, Urt.v. 11.4.2002 - 7 C 20/01
Zur kartellrechtlichen Nichtigkeit von Grundstückskaufverträgen wegen Vereinbarungen über die Preisgestaltung
Besprechung von KG, Urt.v. 6.6.2001 - 29 U 9447/00
Übergang von Rechtstiteln nach US-Pauschalentschädigungsabkommen
Besprechung von BVerwG, Urt.v. 27.2.2002 - 8 C 20/01
Anwendbarkeit des Restitutionsausschlusses nach § 5 Abs. 1 Buchst. d VermG auch auf gemeinnützig tätige Unternehmen
Besprechung von BVerwG, Urt.v. 25.10.2001 - 7 C 10/01
Zur wirksamen Umwandlung eines VEB in eine GmbH
Besprechung von BVerwG, Urt.v. 8.11.2001 - 3 C 9/01
Eintragung eines Genehmigungsvorbehalts nach § 11 c VermG und US-Pauschalentschädigungsabkommen
Besprechung von BVerwG, Urt.v. 25.7.2001 - 8 C 7/01
Verfügungsbefugnis über volkseigenes Grundstück und Nutzungsersatz
, Anm. zu BGH, Urt.v. 21.9.2001 - V ZR 115/00
Das französische Gesetz gegen Mobbing
Frankreich: Cour de cassation verschärft die Haftung der Arbeitgeber für Arbeitsunfälle und Berufskrankheiten
Frankreich: Gesetz gegen Mobbing
Nützliche Datenbanken für den im deutsch-französischen Rechtsverkehr tätigen Juristen
Juristenausbildung
Der Economic Value Added® als Konzept für den Mittelstand
Différences culturelles franco-allemandes: une voie pour comprendre
In: Documents: revue des questions allemandes, 57 (2002), S. 45-51
Intercultural Communication; France; Germany; French; German; Intercultural misunderstandings
Keyword [pt]
Comunicação intercultural, França, Alemanha, Francês, Alemão, mal-entendidos
Keyword [fr]
communication interculturelle; France; Allemagne; français; allemand; malentendus interculturels
Keyword [de]
Interkulturelle Kommunikation; Frankreich; Deutschland; Französisch; Deutsch; Interkulturelle Missverständnisse
Learning About ‘Face’ – ‘Subjective Theories’ as a Construct in Analysing Intercultural Learning Processes of Germans in Taiwan
Marianne Helm, Die Beurteilung von Niedrigpreisgestaltungen im deutsch-französischen Rechtsvergleich
Buchbesprechung
Michael Häger/Rainer Wilts, Checkbuch Insolvenz. 22 Checklisten zu Einleitung, Ablauf und Handlungsmöglichkeiten
Buchbesprechung
John Yukio Gotanda, Supplemental Damages in Private International Law. The Awarding of Interest, Attorneys´ Fees and Costs, Punitive Damages and Damages in Foreign Currency Examined in the Comparative and International Context
Buchbesprechung
Erlösauskehr iSd § 6 Abs. 6 a Satz 4 VermG aF umfasst nur den tatsächlich gezahlten Kaufpreis, Besprechung von BVerwG
Urt.v. 17.5.2001 - 7 C 19/00
Zur arglistigen Täuschung durch den Erwerber eines Restitutionsanspruchs
Besprechung von BGH, Urt.v. 23.5.2001 - VIII ZR 51/00
Wirksamkeitsvoraussetzungen für Grundstücksgeschäfte der Sozialversicherungsträger
Anm. zu LG Leipzig, Urt.v. 23.5.2001 - 11 O 3461/00
Schadenersatz durch die Stadt Strausberg wegen Amtspflichtverletzung im vermögensrechtlichen Verfahren
Besprechung von LG Frankfurt (Oder), Urt.v. 30.5.2001 - 11 O 441/99
Kein Rückerstattungsanspruch der THA bzgl. der Gewinne staatlicher Apotheken im Beitrittsgebiet im letzten Quartal 1990
Besprechung von BVerwG, Urt.v. 18.1.2001 - 3 C 7/00
Keine Haftung der Bundesrepublik für von der DDR vereinnahmte und nicht mehr identifizierbar vorhandene Nachlassgegenstände
Besprechung von OLG Dresden, Urt.v. 11.1.2001 - 7 U 2763/00
Vorerst keine Nutzung des früheren Bombenabwurfplatzes Wittstocker Heide durch Bundeswehr
Besprechung von BVerwG, Urt.v. 14.12.2000 - 4 C 13/99
Verfügungsbefugnis bei volkseigenen Grundstücken und Ausschlussfrist des Art. 237 § 2 Abs. 2 EGBGB
Besprechung von BGH, Urt.v. 17.11.2000 - V ZR 487/99
Zur Ausschlussfrist des Art. 237 § 2 Abs. 2 EGBGB
Besprechung von BGH, Urt.v. 21.7.2000 - V ZR 393/99
Zum Anspruch auf Verwendungsersatz nach § 356 ZGB
Besprechung von AG Leipzig, Urt.v. 15.6.2000 - 16 C 2695/00
Zum Restitutionsausschlussgrund der Betriebsnotwendigkeit
Besprechung von BVerwG, Urt.v. 15.6.2000 - 3 C 8/99
Vertragsgestaltung bei internationalen Wirtschaftsverträgen
Wer haftet bei eingezogenen Erbscheinen zu Gunsten der DDR für untergegangene Nachlassgegenstände?
Personalrekrutierung durch den Europäischen Rechnungshof
Detlef Kröger (Hrsg.), Rechtsdatenbanken, Angebote - Inhalte - Kosten - Wissensmanagement
Buchbesprechung
Markus Sachslehner, Schiedsvereinbarungen in wettbewerbsbeschränkenden Verträgen
Buchbesprechung
Ursula Königer, Die Bestimmung der gesetzlichen Zinshöhe nach dem deutschen Internationalen Privatrecht
Eine Untersuchung unter besonderer Berücksichtigung der Artt. 78 und 84 I UN-Kaufrecht (CISG) (Buchbesprechung)
Ursula Königer, Die Bestimmung der gesetzlichen Zinshöhe nach dem deutschen Internationalen Privatrecht
Eine Untersuchung unter besonderer Berücksichtigung der Artt. 78 und 84 I UN-Kaufrecht (CISG) (Buchbesprechung)
Helmar Bley/Ralf Kreikebohm/Andreas Marschner, Sozialrecht
(Buchbesprechung)
Frank Vischer/Lucius Huber/David Oser, Internationales Vertragsrecht
Buchbesprechung
Ulrike Moog, Anwaltsgesellschaften in Deutschland und Frankreich
Buchbesprechung
Julien Schmidt/Helge Freyer, Frankreich: Recht für Handwerker
Buchbesprechung
Palästina – Vor dem Kollaps
Normalité algérienne
Verwaltungsinnovation in Europa
Teil 2
Wesensmerkmale und Implikationen des US-amerikanischen Management Accounting
[Rezension zu:] "Trumpp, Eva Cassandra: Fachtextsorten kontrastiv: Englisch - Deutsch - Französisch. Tübingen: Narr 1998 (Forum für Fachsprachen-Forschung; 51)"
[Rezension zu:] Ahrenholz, Bernt: Modalität und Diskurs- Instruktionen auf deutsch und italienisch. Eine Untersuchung zum Zweitsprachenerwerb und zur Textlinguistik. Tübingen: Stauffenburg 1998 (Stauffenburg-Linguistik)"
[Rezension zu:] "Feyrer, Cornelia: Modalität im Kontrast: ein Beitrag zur übersetzungsorientierten Modalpartikelforschung anhand des Deutschen und des Französischen (=Europäische Hochschulschriften, Reihe 21: Linguistik 202). Frankfurt am Main; Bern; Wien; New York; Paris: Lang 1998"
Michael Häger, Checkbuch Überschuldung und Sanierung. 18 Checklisten von Krisenerkennung über Fortbestehensprognose bis Sanierungsprüfung
Buchbesprechung
Klaus Peter Berger/Werner F. Ebke/Siegfried Elsing/Bernhard Großfeld/Gunther Kühne (Hrsg.) Festschrift für Otto Sandrock zum 70. Geburtstag
Buchbesprechung
Hans Jürgen Sonnenberger/Christian Autexier, Einführung in das französische Recht
Buchbesprechung
Horst Zugehör (Hrsg.), Handbuch der Anwaltshaftung
Buchbesprechung
Klaus Ade (Hrsg.), Handbuch Kommunales Beteiligungsmanagement
Buchbesprechung
Kein Restitutionsausschluss iSd § 4 Abs. 1 Satz 1 VermG bei bereits vorhandener Zufahrt zum Grundstück
Besprechung von BVerwG, Urt.v. 15.6.2000 - 7 C 20/99
Restitutionsausschluss nach VZOG bei militärischer Nutzung eines Grundstücks
Besprechung von VG Chemnitz, Urt.v. 8.6.2000 - 9 K 304/00
Kein Restitutionsanspruch nach erfolgter Option für eine Entschädigung nach dem US-Pauschalentschädigungsabkommen
Besprechung von VG Chemnitz, Urt.v. 1.3.2000 - 7 K 1723/95
Gemeinde als gesetzlicher Verwalter ehemals volkseigener Grundstücke und finanzielle Ansprüche des Berechtigten
Besprechung von BGH, Urt.v. 23.3.2000 - III ZR 217/99
Grundbuchberichtigung und Rechtsschutz nach bestandskräftigem Abschluss des VZOG-Verfahrens
Besprechung von OLG Naumburg, Urt.v. 30.11.1999 - 11 U 111/99
Zur Vermögenszuordnung an Landkreise
Besprechung von BVerwG, Urt.v. 11.11.1999 - 3 C 34/98
Verwendung im komplexen Wohnungsbau als Restitutionsausschließungsgrund im Vermögenszuordnungsrecht
Besprechung von BVerwG, Urt.v. 30.9.1999 - 3 C 35/98
Kein Restitutionsausschluss bei grundstücksübergreifender Bebauung
Besprechung von BVerwG, Urt.v. 29.7.1999 - 7 C 31/98
Die Europäische Schule
Aktuelle Tendenzen des französischen Anwaltsrechts
Beweislast für in einer Urkunde nicht erwähnte Umstände
Zugleich eine Betrachtung zum Nutzen und den Risiken von Auslegungsklauseln
Erfolgshonorare und die Standesregeln der Rechtsanwälte der Europäischen Gemeinschaft
Neuere Rechtsprechung zum US-Pauschalentschädigungsabkommen
Verwaltungsinnovation in Europa
Teil 1
Rita Lenz, Preiswettbewerb unter Rechtsanwälten. In rechtsvergleichender und europarechtlicher Hinsicht
Buchbesprechung
E. Fedtke (Hrsg.), Anwaltsmarkt Europa. Berufsausübung ohne Grenzen
Buchbesprechung
Ulrich Hübner/Werner F. Ebke (Hrsg.), Festschrift für Bernhard Großfeld zum 65. Geburtstag
Buchbesprechung
Staudingers Kommentar zum BGB mit Einführungsgesetz und Nebengesetzen
Art. 27-37, 10 EGBGB; Buchbesprechung
Helmuth Grothe, Fremdwährungsverbindlichkeiten
Buchbesprechung
Wolfgang Marotzke, Gegenseitige Verträge im neuen Insolvenzrecht
Buchbesprechung
Uwe Hastedt/Winfried Mellwig, Leasing - Rechtliche und ökonomische Grundlagen
Buchbesprechung
Norbert Gross, Der Code Napoléon in Baden und sein Verleger C. F. Müller. Eine deutsch-französische Rechtsbegegnung
Buchbesprechung
Tobias H. Strömer, Online-Recht. Rechtsfragen im Internet und in Mailboxnetzen
Buchbesprechung
Jean-Louis Rives-Lange/Monique Contamine-Raynaud, Droit bancaire
Buchbesprechung
Claudius Eisenberg, Das Internationale Privatrecht der Anwaltshaftung
Buchbesprechung
Zum Erlösanspruch des Berechtigten nach § 16 Abs. 1 InVorG bei nachträglicher Werterhöhung des Grundstücks
Besprechung von BGH, Urt.v. 16.7.1999 - V ZR 129/98
Zur Kündigung eines für einen investiven Zweck begründeten Mietverhältnisses nach Widerruf des InVorG-Bescheides
Besprechung von BGH, Urt.v. 7.7.1999 - XII ZR 225/97
Zur sekundären Niederlassungsfreiheit innerhalb der EU, Besprechung von EuGH
Urt.v. 9.3.1999 - Rs. C-212/97 (Centros)
Umwandlung eines kreisgeleiteten VEB in eine Kapitalgesellschaft im Aufbau
Besprechung von BGH, Urt.v. 24.2.1999 - VIII ZR 158/98
Umwandlung eines kreisgeleiteten VEB in eine GmbH und zum Erlöschen einer gescheiterten Einmann-Vorgesellschaft
Besprechung von BGH, Urt.v. 25.1.1999 - II ZR 383/96
Vermögensübergang betrieblich genutzter, rechtlich unselbständiger Teilflächen bei Umwandlung in Kapitalgesellschaft
Besprechung von BVerwG, Urt.v. 19.11.1998 - 3 C 28/97
Anwaltshaftung in Frankreich, Besprechung von Cour d´appel de Paris
Urt.v. 16.4.1996
Verfügungsbefugnis über ein volkseigenes Grundstück
Besprechung von BGH, Urt.v. 27.11.1998 - V ZR 180/97
Investitionsvorrang bei Rückgabeansprüchen von NS-Verfolgten verfassungsgemäß
Besprechung von BVerfG, Beschl.v. 21.10.1998 - 1 BvR 179/94
Klagebefugnis des Grundstückseigentümers gegen Zuordnung selbständigen Gebäudeeigentums
Besprechung von VG Dessau, Urt.v. 3.3.1998 - A 3 K 14/97
Unternehmensfusionen und Schiedsverfahren
Beim deutsch-französischen Juristentreffen in Stuttgart wurde über Probleme von Zusammenschlüssen und der außergerichtlichen Streitbeilegung referiert und debattiert
Das Pauschalentschädigungsabkommen zwischen der Bundesrepublik Deutschland und den USA vom 13.5.1992
Vertragsschluß im Internet unter kollisionsrechtlichen Aspekten
Juristenausbildung und praktische Erfahrungen der Professoren
Kommunale Gebäude auf privatem Grund und Boden - Zuordnung von Gebäudeeigentum nach § 459 DDR-ZGB
Ostdeutschland – Blühende Landschaften?
Libyen – Perspektiven für Politik und Wirtschaft
Kostentreiberanalysen für die Prozesskostenrechnung
Gino Lörcher/Heike Lörcher, Das Schiedsverfahren - national/international - nach neuem Recht
Buchbesprechung
Jens-Peter Lachmann, Handbuch für die Schiedsgerichtspraxis
Buchbesprechung
Klaus Peter Berger (Hrsg.), Das neue Recht der Schiedsgerichtsbarkeit. The New German Arbitration Law
Buchbesprechung
Michel Doucet/Klaus E. W. Fleck, Wörterbuch der Rechts- und Wirtschaftssprache, Teil 1: Französisch-Deutsch; Teil 2: Deutsch-Französisch
Buchbesprechung
Rolf A. Schütze, Rechtsverfolgung im Ausland
Buchbesprechung
Institut „Finanzen und Steuern” e.V. (Hrsg.)/Andreas Herlinghaus, Bedeutung und Reichweite der richtlinienkonformen Auslegung nationalen Rechts
Buchbesprechung
Fabienne Boulanger, Die EG-Wettbewerbsregeln vor nationalen Gerichten, Vierter Teil: Frankreich
Buchbesprechung
Oliver Sieg, Internationale Anwaltshaftung. Die Haftung des deutschen Rechtsanwalts bei der Anwendung ausländischen Rechts und bei der Zusammenarbeit mit ausländischen Anwälten
Buchbesprechung
Gebäudeeigentum nach Art. 233 § 2b EGBGB bei baulichen Anlagen
Besprechung von BVerwG, Beschl.v. 30.6.1998 - 3 B 82.98
Feststellung von selbständigem Gebäudeeigentum bei baulichen Anlagen
Anm. zu VG Dresden, Urt.v. 5.3.1998 - 7 K 3136/95
Anwaltshaftung bei grenzüberschreitenden Sachverhalten
Gebäudeeigentum nach § 459 ZGB und die Grundbuchämter
Umstrukturierung der Oberfinanzdirektionen und Mitwirkungsrechte der Länder
Die salvatorische Klausel in Wirtschaftsverträgen
Die Schriftformklausel in Wirtschaftsverträgen
Das rechtliche und tatsächliche Schicksal der von den Produktions- und Handelsgenossenschaften im Beitrittsgebiet genutzten Liegenschaften
Deutsch-Französisches Symposium in Erfurt
St. Ivo - Schutzpatron der Anwälte
Florian Endrös, Kaufen und Verkaufen in Frankreich
Buchbesprechung
Konrad Zweigert/Hein Kötz, Einführung in die Rechtsvergleichung auf dem Gebiete des Privatrechts
Buchbesprechung
Alfons Bürge, Das französische Privatrecht im 19. Jahrhundert. Zwischen Tradition und Pandektenwissenschaft, Liberalismus und Etatismus
Buchbesprechung
Günther Schotten, Das Internationale Privatrecht in der notariellen Praxis
Buchbesprechung
Franz Thedieck, Verwaltungskultur in Frankreich und Deutschland: dargestellt am Beispiel von französischen und deutschen Gemeindeverwaltungen und unteren staatlichen Verwaltungsbehörden
Buchbesprechung
Anwaltshaftung bei der Anwendung ausländischen Rechts
Anm. zu OLG Hamm, Urt.v. 14.3.1995 - 28 U 104/94
Entstehung von selbständigem Gebäudeeigentum nach § 459 ZGB
Anm. zu Oberstes Gericht der DDR, Urt.v. 6.11.1979 - 2 OZK 35/79
Zur Zuständigkeit der OFD bei Feststellung von gesondertem Gebäudeeigentum nach Art. 233 § 8 EGBGB
Anm. zu AG Plauen, Beschl.v. 2.7.1996 - GZ-24-2
Deutsch-Französisches Juristentreffen in Lyon
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1996
Auslegungsprobleme bei fremdsprachigen Verträgen unter deutschem Recht
CROSS-DEFAULT CLAUSES IN FINANCE CONTRACTS/Les clauses de défaut croisé dans les contrats financiers
Wem stehen die Ablösebeträge nach § 18 VermG für untergegangene Hypotheken zugunsten des Staates zu?
Justizangehörige und Schiedsgerichtsbarkeit
Le Groupe de Travail Contrats Internationaux
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1995
Noch einmal: Anwaltszulassung von Hochschullehrern
Michael A. Hofmann/Antonella Coslovich, Arbeitsrecht in Italien. Leitfaden
Buchbesprechung
L´internationalisation du droit. Mélanges en l´honneur de Yvon Loussouarn
Buchbesprechung
Jean-Pierre Mattout, Droit bancaire international
Buchbesprechung
Peter Kindler, Gesetzliche Zinsansprüche im Zivil- und Handelsrecht. Plädoyer für einen kreditmarktorientierten Fälligkeitszins
Buchbesprechung
Rolf Stein/Henning Rabe von Pappenheim, Arbeitsrecht in Großbritannien. Leitfaden
Buchbesprechung
Dieter Eickmann, Grundstücksrecht in den neuen Bundesländern
Buchbesprechung
Karl-Friedrich Thöne/Raffael Knauber, Boden- und Gebäudeeigentum in den neuen Bundesländern
Buchbesprechung
Heini/Keller/Siehr/Vischer/Volken, IPRG Kommentar. Kommentar zum Bundesgesetz über das Internationale Privatrecht (IPRG) vom 1. Januar 1989
Buchbesprechung
Alfred Romain, Wörterbuch der Rechts- und Wirtschaftssprache, Teil II: Deutsch-Englisch
Buchbesprechung
Jürgen Gündisch, Rechtsschutz in der Europäischen Gemeinschaft. Ein Leitfaden für die Praxis
Buchbesprechung
Javier Cremades, Arbeitsrecht in Spanien. Leitfaden
Buchbesprechung
Ekkehard Storck, Euromarkt: Finanz-Drehscheibe der Welt
Buchbesprechung
Peter H. M. Rambach, Die deliktische Haftung Minderjähriger und ihrer Eltern im französischen, belgischen und deutschen Deliktsrecht
Buchbesprechung
Oliver C. Brändel, Technische Schutzrechte. Einführung in die Grundlagen des Patentrechts, Gebrauchsmusterrechts und Arbeitnehmererfinderrechts
Buchbesprechung
Rainer Fuchs/Torsten Schabe, Der Französische Markt. Wegweiser für deutsche mittelständische Unternehmer
Buchbesprechung
Volker Schlette, Die verwaltungsgerichtliche Kontrolle von Ermessensakten in Frankreich
Eine Analyse der Rechtsprechung des Conseil d´Etat zu Inhalt und Umfang des pouvoir discrétionnaire der französischen Verwaltungsbehörden, unter besonderer Berücksichtigung der neueren Entwicklungen (Buchbesprechung)
Andreas Eickhoff, Die Praxis der Gesellschafterversammlung bei der GmbH und GmbH & Co,
Buchbesprechung
Carsten Thomas Ebenroth/Michel Rouger (Hrsg.), Die außervertraglichen unternehmerischen Verhaltenspflichten zum Schutze fremden Vermögens. Die deutsche und die französische Rechtsprechung in der Perspektive des europäischen Binnenmarktes
Buchbesprechung
Georg Meikel, Grundbuchrecht. Sonderband: Neue Bundesländer-Grundbuchverfügung-Wohnungseigentum
Buchbesprechung
Herbert Schönle, Droit des obligations et droit bancaire. Etudes
Buchbesprechung
Gerhard Kegel, Internationales Privatrecht
Buchbesprechung
Thomas Hinrichs, Die Berücksichtigung des Mitverschuldens bei der Haftung für Personenschäden im französischen und deutschen Recht
Buchbesprechung
Thomas Niessen, Frankreichs Anwaltschaft. Die „große” Reform des anwaltlichen Berufsrechts
Buchbesprechung
Rainer Henseleit, Staatliche Innovationsförderung in Frankreich
Buchbesprechung
Fritz Ranke, Arbeitsrecht in Frankreich. Leitfaden
Buchbesprechung
Johann-Friedrich Hochbaum, Mißglückte internationale Schiedsvereinbarungen. Zweckverfehlung bei internationalen Schiedsvereinbarungen nach deutschem Recht
Buchbesprechung
Irrtum bei einer Einigung nach § 2 Abs.1 VZOG
Besprechung von VG Leipzig, Urt.v. 14.3.1996 - 3 K 1589/94
Ersitzung genossenschaftseigener Grundstücke durch die DDR
Anm. zu OLG Naumburg, Urt.v. 22.8.1995 - 1 U 40/95
Grundbuchberichtigungsansprüche der Konsumgenossenschaften
Deutsch-Französisches Juristentreffen in Dresden
Eintragung selbständigen Gebäudeeigentums - der zeitliche Anwendungsbereich des § 459 ZGB
Deutsch-Französisches Juristentreffen
Die kollisionsrechtliche Anknüpfung der Prozeßzinsen
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1994
Die Kündigung des Darlehensvertrages aus wichtigem Grund. Ein Vorschlag für die Entwicklung des schweizerischen Rechts in Anlehnung an ausländische Rechtsordnungen
Untersuchungen zur Plattennachgiebigkeit in Einschraubverbindungen
Die Verarbeitung des Algerienkrieges heute
Alteigentum der Konsumgenossenschaften, Besprechung von LG Zwickau
Urt.v. 16.6.1995 - 3.O-806/95
Zur Rechtsnatur einer Einigung der an einem Vermögenszuordnungsverfahren Beteiligten
Anm. zu VG Berlin, Urt.v. 3.3.1995 - 3 A 2094/93
Keine Ersitzung konsumgenossenschaftlicher Grundstücke durch die DDR
Anm. zu LG Magdeburg, Urt.v. 13.2.1995 - 8 0 2311/94
Anforderungen an einen Vorhabenplan
Besprechung von VG Weimar, Urt.v. 18.8.1994 - 3 K 102/94
Fiskus als Erbe
Anm. zu AG Leipzig, Beschl.v. 12.7.1994 - VI 5432/93
Der Anwendungsbereich der Verzugszinsregelung des Verbraucherkreditgesetzes
Aufhebung von Vermögenszuordnungsbescheiden wegen Irrtums eines Beteiligten
Bilaterale Juristenvereinigungen - Eine Chance für junge Juristen, dargestellt am Beispiel der Deutsch-Französischen Juristenvereinigung -
Träger der Grundsteuerlast bei Moratoriumsgrundstücken
L´action en comblement de passif et l´article 1er, alinéa 2 de la Convention de Bruxelles du 27 septembre 1968
Die Abwicklung des staatlichen Bergbauzuschusses
Rechtsfragen des Bankgeheimnisses
Ankaufsrecht nach dem SachenRBerG bei Vorliegen vermögensrechtlicher Ansprüche
Vogt, Lexikon des Wettbewerbsrechts
Buchbesprechung
Ferid/Sonnenberger, Das Französische Zivilrecht, Band 1/1. Teil 1. Allgemeine Lehren des Französischen Zivilrechts: Einführung und Allgemeiner Teil des Zivilrechts
Buchbesprechung
Friedrich Niggemann, Frankreich: Insolvenzrecht. Das französische Unternehmenssanierungsgesetz vom 25.1.1985 nach der Reform vom 10.6.1994
Buchbesprechung
Jörg Langer/Johannes Viegener, Gründung und Führung einer Niederlassung in Frankreich
Buchbesprechung
Jan Kropholler, Internationales Privatrecht
Buchbesprechung
Winfried Vogler, Die Ansprüche der Bank bei Kündigung des Darlehensvertrages wegen Zahlungsverzugs. Zugleich zur Rechtsnatur des Darlehensvertrages und zur Lehre vom Dauerschuldverhältnis
Buchbesprechung
Carsten Thomas Ebenroth/Marc Strittmatter, Französisches Wettbewerbs- und Kartellrecht im Markt der Europäischen Union
Buchbesprechung
André Moog, Nachbar Frankreich. Gebrauchsanweisung für einen wohlüberlegten Umgang mit Franzosen
Buchbesprechung
Rémi J. Turcon/Daniel Zimmer (Hrsg.), Grundlagen des US-amerikanischen Gesellschafts-, Wirtschafts-, Steuer- und Fremdenrechts. Rechtliche Rahmenbedingungen für ausländische Direktinvestitionen in den USA
Buchbesprechung
Holger Müller/Hans-Hermann Otto, Allgemeine Geschäftsbedingungen im internationalen Wirtschaftsverkehr
Buchbesprechung
V. Triebel/S. Hodgson/W. Kellenter/G. Müller, Englisches Handels- und Wirtschaftsrecht
Buchbesprechung
Ernst C. Stiefel u.a. (Hrsg.), Iusto Iure. Festgabe für Otto Sandrock zum 65. Geburtstag
Buchbesprechung
Francesco De Meo, Bankenkonsortien. Eine Untersuchung zum Innen- und Außenrecht von Emissions-, Kredit- und Sanierungskonsortien sowie deren Haftung für das Handeln von Konsortialvertretern
Buchbesprechung
Yvon Loussouarn/Pierre Bourel, Droit international privé
Buchbesprechung
Die schadenstolerante Konstruktion gehört dazu
Werkstoffgerechtes Konstruieren mit Keramik
Zur Pragmatik von portugiesisch -inho und Partikelentsprechungen im Deutschen
In: Lusorama, 27 (1995), 40-57.
PALAVRAS CHAVE: português; alemão; análise contrastiva; pragmática; sufixos diminutivos; partículas modais
MOTS_CLÉS: portugais; allemand; analyse contrastive; pragmatique; diminutifs; particules modales; mots de communications
SCHLAGWÖRTER: Portugiesisch; Deutsch; Kontrastive Analyse; Pragmatik; Diminutivsuffixe; Modalpartikeln
Interkulturelles Kommunikationstraining und das Managen der interkulturellen Situation
Christian Franz, Die Haftung des Frachtführers nach französischem Recht unter Berücksichtigung der Durchsetzung von Ersatzansprüchen gegen den Frachtführer
Ein Beitrag zur Kabotageregelung nach Verordnung (EWG) Nr. 4059/89 vom 21.12.1989 (Buchbesprechung)
Eberhard Eichenhofer, Internationales Sozialrecht
Buchbesprechung
H. H. Wessel/D. Zwernemann, Die Firmengründung
Buchbesprechung
Henning von Boehmer (Hrsg.), Deutsche Unternehmen in Frankreich. Leitfaden für die Rechts- und Wirtschaftspraxis
Buchbesprechung
Peter Bülow, Recht der Kreditsicherheiten
Buchbesprechung
A. Plantey/K.-H. Böckstiegel/J. Bredow (Hrsg.), Festschrift für Ottoarndt Glossner zum 70. Geburtstag
Buchbesprechung
Jan Kropholler, Europäisches Zivilprozeßrecht. Kommentar zu EuGVÜ und Lugano-Übereinkommen
Buchbesprechung
Ulrich Everling/Karl-Heinz Narjes/Joachim Sedemund (Hrsg.), Europarecht, Kartellrecht, Wirtschaftsrecht. Festschrift für Arved Deringer
Buchbesprechung
Genossenschaftliche Investitionen bei anmeldebelasteten Grundstücken
Vor 100 Jahren: Der Dreyfus-Prozeß
Die Anrede französischer Rechtsanwältinnen
Standesrechtliche Verpflichtungen des als Schiedsrichter tätigen Rechtsanwalts. Ein Diskussionsbeitrag
Investitionsvorrangverfahren bei Grundstücken - eine Hilfestellung für die Praxis
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1993
Die kollisionsrechtliche Anknüpfung der Verzugszinsen
Sommerkurs „Europarecht” an der Universität Grenoble
Das Auswahlverfahren des Europarates
Sind französische Urteile über die Haftung von Gesellschaftsorganen im Konkurs nach dem EuGVÜ anerkennungsfähig?
Die deutsche Theorie der „Kreditwürdigkeit” im französischen Recht
Die Beendigung von Darlehensverträgen nach französischem Recht
Frankreich: Neue Gesellschaftsform
Deutsch-französisches Juristentreffen in Bordeaux
Ansprüche des Gläubigers bei durch Übernahme in Volkseigentum gelöschten Hypotheken
Löschung von Rechten zugunsten von Amtshauptmannschaften. Zuständigkeit zur Erteilung von Löschungsbewilligungen
Die Anwaltschaft in Frankreich
Rezensionsabhandlung über Sabine Henrichfreise, Frankreichs Anwaltschaft im Wandel
Norbert J. Gross, Der Code Civil in Baden. Eine deutsch-französische Rechtsbegegnung und ihr Erbe
Buchbesprechung
Bernadette Chaussade-Klein, Gesellschaftsrecht in Frankreich
Buchbesprechung
Hans Marshall, Unlauterer Wettbewerb. Materielles Recht und Verfahren in Wettbewerbssachen
Buchbesprechung
Werner Schmidt/Bernd Fröhlig, Grundbuch lesen und verstehen
Buchbesprechung
Götz-Sebastian Hök, Neuerwerb und Rückerstattung von Grundstücken in den neuen Bundesländern
Buchbesprechung
W. Erbguth/A. Schink, Gesetz über die Umweltverträglichkeitsprüfung. Kommentar
Buchbesprechung
Roland Pfefferle, Optimale Unternehmensgestaltung
Buchbesprechung
Alexander Lüderitz, Internationales Privatrecht
Buchbesprechung
Graf von Westphalen (Hrsg.), Handbuch des Kaufvertragsrechts in den EG-Staaten
Buchbesprechung
Fuchs/Hinkelbein/Schabe, Leitfaden zur Gründung eines Unternehmens in Frankreich
Buchbesprechung
Werner Dürkes, Wertsicherungsklauseln
Buchbesprechung
Locher/Mes (Hrsg.), Beck´sches Prozeßformularbuch
Buchbesprechung
Holger Meyer, Die Besteuerung der Anwaltskanzlei
Buchbesprechung
W. Hölters (Hrsg.), Handbuch des Unternehmens- und Beteiligungskaufs
Buchbesprechung
Peter Koberg, Die Entstehung der GmbH in Deutschland und Frankreich
Buchbesprechung
Nachträgliche Berücksichtigung von restituierten Vermögenswerten im Rahmen des Pflichtteilsanspruchs
Besprechung von BGH, Urt.v. 23.6.1993 - IV ZR 205/92
Die Haftung der Bank wegen Konkursverschleppung durch Kreditgewährung nach französischem Recht
Zu Mayers Plädoyer für die Zeitgebühr
Liegenschaften des ehem. Reichsstocks für Arbeitseinsatz
Neuralgische Punkte bei Investitionsvorrangbescheiden
Das Darlehen im Konkurs des in den alten Bundesländern ansässigen Darlehensnehmers
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1992
Besonderheiten bei der Veräußerung bundeseigener Liegenschaften
Zum Verhältnis zwischen VermG und AktG und zur Beschwerdefrist bei Bestellung des Abwicklers einer AG
Die kollisionsrechtliche Anknüpfung der Bankenhaftung wegen Konkursverschleppung durch Kreditgewährung
Anfechtung einer Erbausschlagung
Ausgewählte Rechtsprobleme aus den neuen Bundesländern
Reichsbahngrundstücke und Verfügungsbefugnis der Gemeinden
Vom Nutzen und Inhalt einer Mandantenkartei
Der Europarat
Praktische Hinweise zur Anmeldung von Forderungen bei Insolvenz eines französischen Schuldners
Der Widerruf des Darlehensversprechens nach § 610 BGB
Die Aufgaben der Bundesvermögensverwaltung in den neuen Bundesländern
Die wechselvolle Geschichte der Handwerks- und Handelskammern in der DDR
Rezension zu: Luiz Antônio Marcuschi: Análise da conversão, São Paulo: Ática 2a. ed 1991 (Princípios; 82)
In: Romanistisches Jahrbuch 44 (1993), 363-364.
PALAVRAS CHAVE: português, análise de conversação, marcadores discursivos, sinais de ouvinte
SCHLAGWÖRTER: Portugiesisch, Konversationsanalyse, Diskursmarker, Gesprächslinguistik
Lutter/Ulmer/Zöllner (Hrsg.), Festschrift 100 Jahre GmbH-Gesetz
Buchbesprechung
Mössner u.a., Steuerrecht international tätiger Unternehmen
Buchbesprechung
Klaus Peter Berger, Internationale Wirtschaftsschiedsgerichtsbarkeit
Buchbesprechung
Jürgen W. Hidien, Investieren in Frankreich. Öffentliches Recht für die deutsch-französischen Geschäftsbeziehungen
Buchbesprechung
Immenga/Mestmäcker, Gesetz gegen Wettbewerbsbeschränkungen
Buchbesprechung
Anwalts- und Notarverzeichnis der gesamten Bundesrepublik Deutschland 1991/92
Buchbesprechung
Egon Schneider, Streitwert-Kommentar für den Zivilprozeß
Buchbesprechung
K. Hopt/E. Wymeersch (Hrsg.), European company and financial law
Buchbesprechung
Georg Brunner u.a. (Hrsg.), Rechtshandbuch Vermögen und Investitionen in der ehemaligen DDR
Buchbesprechung
Ottoarndt Glossner (Hrsg.), Jahrbuch für die Praxis der Schiedsgerichtsbarkeit, Band 4
Buchbesprechung
F. Kübler/H.-J. Mertens/W. Werner (Hrsg.), Festschrift für Theodor Heinsius
Buchbesprechung
Udo Unteregge, Ausländisches Devisenrecht und internationale Kreditverträge
Buchbesprechung
Schmidt-Salzer/Hollmann, Kommentar EG-Produkthaftung, Bd. 2: Produkthaftungsgesetze Ausland
Buchbesprechung
Hans Jürgen Sonnenberger, Französisches Handels- und Wirtschaftsrecht
Buchbesprechung
Das Schiedsgericht Berlin
Die deutsche Rechtsprechung zur Kündigung des Darlehensvertrages aus wichtigem Grund
Pachtverträge mit dem Rat des Kreises und Verschlechterung der Pachtsache
Beiladung des Bundes bei Klagen gegen Vermögenszuordnungsbescheide
Softwareexport nach Frankreich
Der Zinsanspruch beim gekündigten Geschäftsdarlehen
Verwaltungsstation bei der Bundesvermögensverwaltung
Unfälle mit Angehörigen der (ehemals) sowjetischen Streitkräfte
Vor dem 1.1.1976 geschlossene Pachtverträge über Gartengrundstücke im Beitrittsgebiet
Der Tätigkeitsbericht des Bundesversicherungsamtes für 1991
Aus der Praxis: Drei Autodiebe und ein Verkehrsunfall
Internationales Kartellrecht
Internationale Schiedsgerichtsbarkeit und Konkursrecht
Besprechung von Cour d´appel de Paris, Urt.v. 25.1.1990
Allgemeine Geschäftsbedingungen im deutsch-französischen Geschäftsverkehr
Die Eurohypothek
Die Bundesvermögensverwaltung
§ 3a VermG: Veräußerung von Grundstücken, entschädigungslose Enteignung, Beweislastverteilung, einstweiliger Rechtsschutz
§ 610 BGB und das valutierte Darlehen
Die Aufrechnung von Fremdwährungsforderungen
Die Anwendung ausländischen Rechts durch deutsche Gerichte
Werner F. Ebke, Internationales Devisenrecht
Buchbesprechung
Marcus Lutter/Johannes Semler (Hrsg.), Rechtsgrundlagen freiheitlicher Unternehmenswirtschaft. Unternehmensrecht, Arbeitsrecht, Wirtschaftsrecht, Finanzierungsrecht, Planung und Rechnungslegung, EG-Recht
Buchbesprechung
Heinrich Nagel, Internationales Zivilprozeßrecht
Buchbesprechung
Jan Kropholler, Europäisches Zivilprozeßrecht. Kommentar zum EuGVÜ
Buchbesprechung
Albert Bleckmann, Europarecht. Das Recht der Europäischen Gemeinschaft
Buchbesprechung
Ottoarndt Glossner (Hrsg.), Jahrbuch für die Praxis der Schiedsgerichtsbarkeit, Band 3
Buchbesprechung
Eckhart Gustavus, Handelsregister-Anmeldungen, Wegweiser mit Übersichten und Rechtsprechungs-Leitsätzen zum Registerrecht im HGB, GmbHG, AktG, UmwG, KapErhG, FGG
Buchbesprechung
Malte Hesselmann/Bert Tillmann, Handbuch der GmbH & Co. Systematische Darstellung in handelsrechtlicher und steuerrechtlicher Sicht
Buchbesprechung
Matthias Florian, Das englische internationale Insolvenzrecht
Buchbesprechung
Gerhard Wiedemann, Kommentar zu den Gruppenfreistellungsverordnungen des EWG-Kartellrechts, Band 2
Buchbesprechung
Klaus J. Hopt/Peter O. Mülbert, Kreditrecht. Bankkredit und Darlehen im deutschen Recht
Buchbesprechung
Das Schicksal des Kreditvertrages im Insolvenzverfahren des Kreditnehmers nach französischem Recht
Die französische Rechtsprechung zum Geltungsbereich der Standesregeln der Anwälte der Europäischen Gemeinschaft
Kollisionsrechtliche Probleme bei der Tätigkeit von Anwälten im Ausland
Die Geltendmachung von Forderungen gegenüber französischen Schuldnern
LA S.A.R.L. EN DROIT ALLEMAND
Berufsmöglichkeiten für deutsche Juristen in Frankreich
Nutzungsausfall bei erloschener Betriebserlaubnis
Zum Verhältnis zwischen EWG-Kartellrecht und nationalem Recht
Der Handelsvertretervertrag
Die Ausweisung der Mehrwertsteuer bei Leistungen an ausländische Unternehmer
Anmerkungen zu § 29a BRAO
Die verfassungsrechtliche Überprüfung von EG-Recht
Die Cross-default-Klausel und das Bankgeheimnis
§ 610 BGB und der gegenseitige Darlehensvertrag
Ausbildung der Rechtsanwälte in Frankreich
Keramikgerechte Konstruktion - Voraussetzung für die Anwendung keramischer Werkstoffe im Maschinen- und Fahrzeugbau
Gestaltung von Schraubenverbindungen mit keramischen Werkstoffen
Axel Wetekamp, Mietsachen. Materielles Recht und Verfahren
Buchbesprechung
Klaus Langefeld-Wirth (Hrsg.), Joint Ventures im internationalen Wirtschaftsverkehr
Buchbesprechung
Gerhard Wiedemann, Kommentar zu den Gruppenfreistellungsverordnungen des EWG-Kartellrechts, Band 1
Buchbesprechung
Ottoarndt Glossner (Hrsg.), Jahrbuch für die Praxis der Schiedsgerichtsbarkeit, Band 2
Buchbesprechung
Claude Witz/Dominique Schmidt/Britta Zierau (Hrsg.), Unternehmenserwerb in Frankreich
Buchbesprechung
Brödermann/Rosengarten, IPR. Anleitung zur systematischen Fallbearbeitung im internationalen Privat- und Verfahrensrecht
Buchbesprechung
Friedrich Graf von Westphalen, Die Bankgarantie im internationalen Handelsverkehr
Buchbesprechung
Werner Bäumer, Handelsstrafrecht
Buchbesprechung
Jochen Langkeit, Staatenimmunität und Schiedsgerichtsbarkeit. Verzichtet ein Staat durch Unterzeichnung einer Schiedsvereinbarung auf seine Immunität?
Buchbesprechung
Andreas Reiner, Handbuch der ICC-Schiedsgerichtsbarkeit. Die Verfahrensordnung des Schiedsgerichtshofes der Internationalen Handelskammer unter Berücksichtigung der am 1.1.1988 in Kraft getretenen Änderungen
Buchbesprechung
Europa 1992: Europäisches Kartellrecht
Wahlstation beim Bundesversicherungsamt
Die Cross-default-Klausel
Postgraduiertenstudium in Frankreich
Das Bundesversicherungsamt
Die Änderung des Rubrums vor Zustellung der Klageschrift
Deutsch-Französischer Studiengang
Juristenausbildung - Geschichte und Probleme
Die bundesdeutschen Gerichte und der internationale Wirtschaftsverkehr
Berechnung der Plattennachgiebigkeit bei Schraubenverbindungen
Bedeutung und Berechnung des Steifigkeitsverhältnisses bei Schraubenverbindungen, Teil 2
IHK Lübeck (Hrsg.), Verträge mit Auslandsvertretern
Buchbesprechung
Claude Witz/Thomas M. Bopp (Hrsg.), Französisches Vertragsrecht für deutsche Exporteure
Buchbesprechung
Ottoarndt Glossner (Hrsg.), Jahrbuch für die Praxis der Schiedsgerichtsbarkeit, Band 1
Buchbesprechung
Wahlstation bei einem französischen Rechtsanwalt
Die Juristenausbildung braucht neue Wege
Die Rechtsanwaltsstation in der Referendarausbildung
Steuerrechtskurs des Deutschen Anwaltsinstituts in Detmold
Bedeutung und Berechnung des Steifigkeitsverhältnisses bei Schraubenverbindungen, Teil l
Jurastudium an der FU Berlin
Thomas Dreier/Rudolf Krasser (Hrsg.), Das französische Gesetzbuch des geistigen Eigentums
Buchbesprechung
Promotionen
Elektrische Schalter und Speicher mit Berliner Blau Analogen (ESSBlue)
Standardsetzung in der Nachhaltigkeitsberichterstattung
Nichtlineare modellprädiktive Regelung am Beispiel autonomer Fahrzeuge
Business Model Hybridization — An Approach for Developing Sustainable Business Models in the Automotive and Supplier Industry
Predictive Intelligence am Beispiel der Prognose von Kundenaufträgen in der metallverarbeitenden Industrie
„Entwicklung einer Prüf- und Bewertungsstrategie für die Beurteilung der Trennkantenqualität an endlosfaserverstärkten Duromeren”
Leadership and University Management
State regulation of agricultural sectors
Grundlagen zur großflächigen Ultrapräzisionsbearbeitung von Oberflächen durch reaktives Ionenätzen
Implizites und explizites rassismusrelevantes Wissen von Englischlehrpersonen.
Mikrostrukturbasierte Festigkeitsbestimmung von faserverstärkten Kunststoffen
„Correlations between results of radiation measurements, structural parameters and listener evaluation of violins”
Arbeitstitel: KI basierte Methoden in der optischen Bildgebung
Efficiency and impact of internal audit on the activities of the organization
Finance
Health management in transport sphere as an investment in human capital: a comparative analysis of the countries of Europe and Russia
Data-Driven Marketing: Modeling Customer Behaviour
Moderne Formen der Unternehmensfinanzierung unter besonderer Berücksichtigung IT-basierter Lösungen
Ermittlung und Quantifizierung der für die Bühnentechnik relevanten Eigenschaften modifizierter Hölzer im Vergleich zu afrikanischen, insbesondere Kameruner Holzarten
Entwicklung einer Morphologie von Rebound-Effekten zur Umwandlung der negativen Auswirkungen in ein positives Verstärkungssystem von Innovationseffekten in Produktions- und Logistikprozessen
Knowledge management in tourism centers
Critical Incidents als Narrationen: eine Analyse von deutsch-, ukrainisch- und russischsprachigen interkulturellen Geschichten.
Digitalization in Agriculture
Untersuchung der Wirkungsweise von photokatalytischen Schichten in organischen Halbleitern
Technische Universität Chemnitz
Improving the local budgets´ efficiency through the development of fiscal risk mechanisms
Sustainability Controlling – Implementing Corporate Sustainability Performance Measurement Systems through Digital Innovations
wird noch gemeldet
Implementierung einer Wissensbasis für interkulturelles Lernen. Empirische Untersuchung zu interkulturellen Lernprozessen in internationalen Projektsettings (Arbeitstitel).
'Contact Zones'. Akteure und Kommunikation in deutsch-chinesischen Mittlerorganisationen
Earnings Management in Distressed Companies
The Effect of audit risk management on auditor’s reports quality
Financial alignment of the regions of the Republic of Kazakhstan: the mechanism and its implementation
Entwicklung einer unternehmensübergreifenden verteilten Infrastruktur zur Abbildung von Statusinformationen in der Supply Chain kleiner und mittelständischer Unikat- und Kleinserienfertiger
Modelling of network parameters of traffic calmed roads in a context of traffic assignment change
Entwicklung von bildbasierten Verfahren zur Operationsplanung bei der Tiefenhirnstimulation unter Verwendung von Machine-Learning-Techniken
Auswirkungen und Perspektiven des Einsatzes additiver Fertigungsverfahren in sächsischen kleinen und mittleren Unternehmen des verarbeitenden Gewerbes
Mergers and acquisitions of commercial banks as a factor in the recovery of the banking sector
Die digitale Transformation in China - Auswirkung auf die deutsche Mobilitätsindustrie
Entwicklung und Evaluation eines Generators zur patientenspezifischen hirnstromgesteuerten funktionellen Elektrostimulation gelähmter Extremitäten
Transformation von Elektroenzephalografie-Signalen unter Nutzung von künstlichen neuronalen Netzen
Zeitdynamische Auswertung und Vergleich von myographischen und neurographischen Signalen der unteren Extremitäten zur technischen Nachbildung natürlicher Bewegungsmuster
Lean Six Sigma as a Change Philosophy in Small and Medium Sized Enterprises
Erarbeitung von Abscheidekonzepten für die Herstellung von Aluminiumstrukturen für die Aufbau- und Verbindungstechnik
Integration von Wearables in eine AAL-Systemarchitektur
Entwicklung von Methoden zur Beurteilung von Verschleiß an technischen Textilen
wird noch gemeldet
vorläufiger Arbeitstitel: Produktionsstechnische Integration im Fahrwerk ab der frühen Phase
wird noch gemeldet
Vorläufiger Titel: Zylinderselektive Prozesssteuerung von Ottomotoren mittels variabler Ladungswechselsteuerung
wird noch gemeldet
Rating oriented Management Accounting in the context of Basel IV
Vorläufig: Kontrollalgorithmus - Kostenfunktion zur Koordination verschiedener Energieströme in hybriden Fahrzeugen
Planung und Steuerung kundenindividueller, dynamischer Bedarfsgrößen in einer Supply Chain
Methodischer Beitrag zur Entwicklung einer semantisch interoperablen Logistikumgebung
Ergonomiebewertung der Auswirkungen von Reaktionskräften handgehaltener Schraubwerkzeuge
Passivierung von Elektronik-Bausteinen über ALD- und MLD-Verfahren
Numerische Auslegung und Erprobung von Fahrzeug-Crashstrukturen aus nanopartikelmodifizierten Faserkunststoffverbundwerkstoffen
Bestimmung und Beeinflussung der Dämpfung in polymermatrixbasierten Faserverbundwerkstoffen
Ethos, représentation de l'Autre et argumentation dans le discours de controverse religieuse de Philippe Duplessis-Mornay et de ses adversaires (Zweitbetreuer 2014-2015)
Prozessauswahlmethodik für effiziente Frästechnologien für Turbinenschaufeln aus Nickel-Basis-Legierungen
Entwicklung und Validierung tribologischer Untersuchungsmethoden zur Durchführung und Bewertung von Reibungs- und Verschleißvorgängen am Kolben-Liner-System in einem Nfz-Verbrennungsmotor
Vorläufig: Flame Lift Off of Diesel injection sprays
Kommunikationsarchitektur zur Gewährleistung der semantischen und terminologischen Integration im Gesundheitswesen (Mid4Health)
A technical support tool for functional diagnostics
Whole body vibration of occupational drivers
Entwicklung des Boosted Innovation Loop-Vorgehensmodells für anwendungsorientierte Forschungsprojekte zur Überwindung von Hemmnissen im Kontext der Energiewende
Adaptive Bewegungsplanung für Taktische Entscheidungen Autonomer Fahrzeuge im Urbanen Umfeld -- Der Dynamische Hybrid A
Macroeconomic and Microeconomic Determinants of Risk Management Attitudes: Comparative Analyses of German and Kyrgyz Commercial Banks
A systematic approach to utilising Artificial Intelligence for the development of agile an collaborative Supply Chain Networks
Features of the spread of extreme higher frequent radio cognitions in large numbers
Educational Systems in Comparison
Models of Social Innovation Management in Civil Society Organizations
Webbasierte integrierte Management- und Auditmanagementsysteme
Transformation des innovativen Verhaltens der Industriebetriebe Russlands unter den Bedingungen der vierten wirtschaftlichen Revolution
The impact of green energy on rural development
Wissensbasierte Technologie zur effizienten umformtechnischen Herstellung hochbeanspruchbarer Formteile aus Vergütungsstahl
Prozessintegrierte Herstellung und Einbettung piezoelektrischer Sensormodule in sprühtechnisch gefertigte Faserverbundstrukturen
Hochfrequent beanspruchte Polymerstrukturen für den Einsatz als endodontische Instrumente
Modellbasierte Entwicklung von Methoden, Algorithmen und Werkzeugen zur Analyse und Synthese nachgiebiger Mechanismen
Prediction of Fines Content due to Particle Segregation and Degradation in Handling and Storage of Wood Pellets in Power Generation.
Effectuation entwickeln. Ein auf Reinforcement aufbauender agentenbasierter Modellierungsbeitrag zur Formalisierung unternehmerischen Verhaltens
Psychische Störungen in Abhängigkeit von Alter und Beruf
Investigation of plasma electrolytic polishing process
Ein Beitrag zur Untersuchung der Deformation magnetosensitiver Elastomere und deren Nutzung als Sensorelement
A Systems Theory Perspective of Interconnected Influence Factors on Front-End Innovation: The Role of Organisational Structures
Entwicklung einer modular integrierbaren und selbstkonfigurierenden Systemlösung für den ubiquitären Einsatz im Kontext der Automation und energetischen Optimierung von Versorgungsinfrastrukturen
Prozessverbesserung durch die Digitalisierung von Infrastrukturen
Einflussfaktoren auf die Haftfestigkeit und Eigenschaftsänderungen textiler Substrate beim 3D-Druck mit unterschiedlichen Druckmodulen
Diskrete Potential- und Funktionentheorie auf rechteckigen Gittern und ihre Anwendungen
Thermoplastbasierte hybride Laminate für den Einsatz im Leichtbau
Gestaltung von Umform- und Fügeprozessen für Hybridlaminate mit sensorischen Schichten und die daraus resultierenden funktionalen Eigenschaften
Steigerung des elastischen Potenzials von Pressverbindungen durch plastische Konditionierung der Fügepartner
Fakultät für Maschinenbau
Technische Universität Chemnitz
Einsatz von Superkontinuum in der optischen Messtechnik
Technologie zur ortsnahen und energieeffizienten Suspensionsherstellung unter Verwendung von Stützkorn zum dauerhaften Bergversatz
Charakteristik und Verhalten von synthetischen Faserstoffen in homogenen und heterogenen Wirkpaarungen
3D Mensch-Maschine Interaktion mit Datenbrillen in Industrie 4.0 Umgebungen
Transformation von Lean Management in modernen Industrien
Entwicklung von HT-Lötsystemen für artfremde Werkstoffverbunde
Determinanten der Patientenzufriedenheit und Rückkehrbereitschaft nach Knie- und Hüft-Totalendoprothesen-Erstimplantation
Attracting and Expanding Foreign Investment as a Factor of the Economic Development of Southern Russia
Numerische Untersuchungen zu Form- und Kerbwirkungszahlen von hypotrochoidischen Polygonprofilen unter Torsionsbelastung
Plasmagestützte Nanostrukturierung von ETFE-Folie
ETUDE NUMERIQUE ET EXPERIMENTALE DU COMPORTEMENT TRIBOLOGIQUE DES CONTACTS GLISSANT
Zerstörungsfreie Prüfung metallischer Überlappschweißverbindungen in Lithium-Ionen-Batterien mit Fokus auf die optisch angeregte Infrarotthermographie
Untersuchungen zur Anwendung strukturintegrierter Resonatorarrays für das Erkennen stofflicher Veränderungen in polymerbasierten Leichtbaumaterialien
Prozess- und Sensorentwicklung für fertigungsgerechte hochtemperaturtaugliche Drucksensorsysteme auf Siliziumbasis
Development and characterization of a dispersion-encoded method for low-coherence interferometry
Vertrag(en) oder Vertrauen - Wie gelingt deutsch-chinesische Wissenschaftszusammenarbeit?
Betrachtung des Faktors Mensch bei der Virtual-Reality-gestützten Werkzeugmaschinenentwicklung
Russian Industry Development Caused by Globalization
Selbstmonitoring als Instrument zur Verbesserung des Gesundheitsverhaltens älterer Menschen
Optimierte Sickengestaltung im Konstruktionsprozess dünnwandiger Bauteile
Russian-German International Cooperation in Nanotechnology
vorläufier Arbeitstitel: "Entwicklung eines Konzepts für die Erstellung und Bearbeitung intertextueller Dokumente"
Universelle Lab-on-a-Chip-Plattform mit bedarfsgerecht dimensionierten Gefäßsystem zur Kultivierung komplexer 3D-Zellkulturen
COMBINED DEFORMING OF SHEET MATERIALS WITH THE USE OF THE PULSED MAGNETIC FIELD
Einflussfaktoren auf die Zufriedenheit stationär behandelter Patienten. Eine Querschnittstudie basierend auf einer Versichertenstichprobe der gesetzlichen Krankenversicherung
Beitrag zur Entwicklung einer verbesserten Berechnungsmethode für die Ermittlung der Zahnfußtragfähigkeit von Zylinderschneckengetrieben
The incremental effect of psychosocial workplace factors on the development of neck and shoulder disorders: a systematic review of longitudinal studies
Longitudinal evidence for the association between work-related physical exposures and neck and/or neck/shoulder complaints: a systematic review
Spin Transfer Torque-induziertes Schalten von Nanomagneten in lateraler Geometrie bei Raumtemperatur
Moral Hazard in der gesetzlichen Krankenversicherung in politikwissenschaftlicher Perspektive
"Gebremste Laufwagensysteme für Schwerkrafthängeförderer im Rahmen einer nachhaltigen Low-Cost-Fördertechnik"
Conveying of Ferromagnetic Powder Materials by Impulsed Elektromagnetic Field
Verschleißmechanismen und Leistungspotenziale unter Stickstoffatmosphäre gesinterter Gradientenhartmetalle für die Zerspanung
Elastizitätsmodul und Bruchfestigkeit von Poly-Silizium-Membranen kommerzieller MEMS-Mikrofone
Variação, contato e mudança linguística em Moçambique e Cabo Verde: A concordância variável de número em sintagmas nominais do português. Online [kostenloser Download]: http://urn.kb.se/resolve?urn=urn%3Anbn%3Ase%3Adu-17761
Beitrag zum Übertragungsverhalten rechteckförmiger Mehrschraubenverbindungen
Aquisição bilíngue sueco-português: A produção do português brasileiro como a língua mais fraca em crianças bilíngues simultâneas em Estocolmo. (Zweitbetreuer: 2009-2012). Online [kostenloser Download]: http://urn.kb.se/resolve?urn=urn%3Anbn%3Ase%3Asu%3Adiva-75135
Qualität leben - Qualität lernen. Untersuchung am Beispiel von Altenpflegeeinrichtungen
Entwicklung eines internettauglichen Programmsystems zur Berechnung von Schraubenverbindungen
Gutachter- / Gremienarbeit
Prof. Dr. Janina Miriam Vernal Schmidt
- Gutachterin Erasmus+ Cooperation Partnerships
- DAAD-Gutachterin
- Reviewerin
Prof. Dr. phil. Thomas Johnen
- Gutachter bei der Tagung IX SIMELP - Simpósio Mundial de Estudos de Língua Portuguesa / VI Congresso da AILP, 2.-7. September, Universidade da Madeira / Portugal
- Peer-Reviewer Tagungsband: Opiłowski, R. / Lenk, H. E. H. / Mikołajczyk, B. / Rentel, N. (Hg.) (2024): Argumentation, Persuasion und Manipulation in Medientexten und -diskursen. Eine kontrastive Perspektive. Göttingen: Vandenhoeck & Ruprecht.
- Gutachter für Vortragsvorschläge beim VI Congresso da AILP e IX Simpósio Mundial de Estudos de Língua Portuguesa
- Peer-Reviewer der Zeitschrift: Bakhtiniana – Revista de Estudos do Discurso (ISSN 2176-4573)
- Peer-Reviewer der Zeitschrift Diálogos Latinamericanos
- Peer-Reviewer des Sammelbandes: Nuevas tendencias del romanismo escandinavo.
- Peer-Reviewer der Zeitschrift der Zeitschrift: „Revista Philologus“ (ISSN: 1413-6457; Rio de Janeiro: Círculo Fluminense de Estudos Filológicos e Lingüísticos (CiFEFiL))
- Peer-Review Manuskript PG-2022-0035.R1 und PG-2022-9935.R2 für Pandaeminum Germanicum: Revista de Estudos Germanísticos
- Peer-Reviewer für die Zeitschrift: STUDIA IBEROAMERICANA: Revista Asociației de Studii Iberoamericane din România [EDITURA UNIVERSITĂȚII DIN BUCUREȘTI]
- Vorsitzender der Berufungskommission im Berufungsverfahren Zw SP1 Professur W-2 "Gebärdensprachlinguistik"
- Peer-Reviewer für den Sammelband: Populism, political representation, media language & power. Stockholm University Press.
- Mitglied im wissenschaftlichen Kommitee der Tagung: "Translation and Migration", 14.-16.10.2021, Université Polytechnique Hauts-de-France, Valenciennes/ Frankreich
- Externer Gutachter im Berufungsverfahren Professor of Romance Languages, especially – French and/or Spanish Linguistics (UFV-PA 2020/3974), Uppsalas universitet/ Schweden
- Mitglied im erweiterten Senat der WHZ
- Peer-Reviewer für die Zeitrschift "Mont Cameroun: Afrikanische Zeitschrift für interkulturelle Studien zum deutschsprachigen Raum" (Université de Dschang, Dschang / Kamerun; ISSN: 1812-7142):
- Peer-Reviewer der Zeitschrift Linguagem & Ensino (ISSN 1983-2400) [Pelotas, RS: Universidade Federal de Pelotas]
- Peer-Reviewer der Zeitschrift Pragmática Sociocultural/ Sociocultural Pragmatics. An International Journal of Spanish Linguistics [Berlin; Boston: de Gruyter] ISSN: 2194-8305; e-ISSN 2194-8313
- Mitglied im wissenschaftlichen Beirat der Tagung: „Les mutations des discours médiatiques : approche contrastive et interculturelle“, Université Grenoble-Alpes, 3.-6. Juni 2021, Grenoble/ Frankreich.
- Mitglied im wissenschaftlichen Beirat der Zeitschrift: Studia Universitatis Babeş-Bolyai Philologia (Cluj-Napoca / Rumänien) (ISSN 1220-0484)
- Mitglied im wissenschaftlichen Beirat der Zeitschrift: „Revista Philologus“ (ISSN: 1413-6457; Rio de Janeiro: Círculo Fluminense de Estudos Filológicos e Lingüísticos (CiFEFiL))
- Peer-Reviewer für den Sammelband: Kluge, Bettina / Moyna, María Irene (eds.) (2019): It’s not all about you: New perspectives on address research. Amsterdam; Philadelphia: Benjamins.
- Mitglied im wissenschaftlichen Beirat der Tagung XIV PLE-RJ & IV CPLI: “PORTUGUÊS LÍNGUA NÃO MATERNA: PESQUISA, PRÁTICAS, FRONTEIRAS...”, 12.-14.11.2019, Universidade do Estado do Rio de Janeiro (Uerj), Rio de Janeiro / Brasilien
- Vertreter der Fakultät Angewandte Sprachen und Interkulturelle Kommunikation in der Senatskommission Internationales
- Mitglied im wissenschaftlichen Beirat der Tagung: "Populism, political representation, media language and power", 19.-20.11.2020, Department of Romance Studies and Classics, Stockholm University, Stockholm / Schweden
- Mitherausgeber der Reihe ZwIKSprache: Zwickauer Forum Interkulturelle Kommunikation und Sprache [ISSN 2700-5968]. Zwickau: Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
- Vorsitzender der Berufungskommission im Berufungsverfahren ZW SP 195 b) Gebärdensprachlinguistik zur Wiederbesetzung der W-2-Professur in Gebärdensprachlinguistik (50%) an der WHZ
- Mitglied des wissenschaftlichen Komitees des Simpósio Internacional de Linguística, Cognição e Cultura, 13.-15.3.2019, Universidade Federal de Minas Gerais, FALE, Belo Horizonte / Brasilien
- Mitglied im wissenschaftlichen Komitee des Colóquio Internacional Marcadores Discursivos: o Português como Referência Contrastiva, 13.-14.12.2018, Faculdade de Letras da Universidade do Porto, Porto / Portugal
- Peer-Reviewer des Sammelbandes: Gille, Johan/ Norén, Coco (eds.) (2018): Self and Other in Dialogue : Romance Studies on Discourse and Interaction. Berlin, Bern, Bruxelles, New York, Oxford, Warszawa, Wien: Lang
- Externer Gutachter im Verfahren zur Beförderung zum Professor in Germanistik (Professor i Tyska), Humanistiska fakultetsnämnden, Stockholms universitet, Stockholm / Schweden
- Peer-Reviewer der Zeitschrift: "Orientes do Português" (Macau: Instituto Politécnico de Macau - 澳門理工學院 )
- Peer-Reviewer der Zeitschrift: "Diacrítica" (Braga / Portugal)
- Mitglied im wissenschaftlichen Beirat der Tagung: "The Pragmatics of Negation – Aspects of Communication", 31.5.2017-2.6.2017, Stockholms universitet, Stockholm / Schweden
- Mitglied des wissenschaftlichen Beirates der Zeitschrift "Palimpsesto" [Rio de Janeiro / Brasilien: Uerj; online: https://www.e-publicacoes.uerj.br/index.php/palimpsesto/index]
- Mitglied des wissenschaftlichen Beirates der Tagung: ""Kontrolle und Eskalation in der Romania. Politik und Steuerung durch Sprache", 10. bis 12.5.2017, Universität Heidelberg"
- Mitglied im Wissenschaftlichen Beirat der Tagung: "Political Discourse and the Extremes in the Romance Speaking Countries: Linguistics and Social Science perspectives", 20.-21.10.2016, Stockholms universitet, Stockholm/ Schweden
- Gutachter für die Universität Innsbruck / Österreich (Berufungskommission Professur auf Lebenszeit)
- Peer-Reviewer für die Zeitschrift "Journal of Portuguese Linguistics"
- Gutachter für den Deutschen Akademischen Austausch Dienst (Promotionsprojekte)
- Externes Mitglied (Colaborador Extrangeiro) in der Forschungsgruppe Linguística (Inter-)Cultural an der Universidade Federal de Minas Gerais (UFMG) / Brasilien
- Mitglied im wissenschaftlichen Beirat der Zeitschrift "Interagir" (Universidade do Estado do Rio de Janeiro, Rio de Janeiro / Brasilien) (Online: http://www.e-publicacoes.uerj.br/ojs/index.php/interagir)
- Mitglied im Fakultätsrat der Fakultät Angewandte Sprachen und Interkulturelle Kommunikation der Westsächsischen Hochschule Zwickau
- Prüfer im Staatsexamen im Studiengang Regional and European Project Management an der Jihoceska univerzita v Ceskych Budejovicich, JUCB /Tschechien
- Mitglied im wissenschaftlichen Beirat des Sammelbandes: Ribeiro, Alexandre do Amaral (ed.) (2016): Ensino de Português do Brasil para Estrangeiros: internacionalização, contextos e práticas. Rio de Janeiro: Epublik; ISBN: 978-85-7854-386-0
- Externes Mitglied der Promotionskommission (U Stockholm / Schweden) Dissertation v. Susanne Henning: "La construcción de la imagen social en dos pares adyacentes...", online: http://urn.kb.se/resolve?urn=urn%3Anbn%3Ase%3Asu%3Adiva-119490
- Peer-Reviewer der Zeitschrift "Moderna Språk" (Uppsala universitet, Institutionen för moderna språk, Uppsala /Schweden)
- Mitglied des wissenschaftlichen Beirates der Tagung "II Congresso de Português Língua Internacional & XI Encontro de Português Língua Estrangeira do Rio de Janeiro", 23.-26.6.2015, Univ. do Estado do Rio de Janeiro, Rio de Janeiro/ Brasilien
- Mitglied in der Berufungskommission zur Besetzung einer Stelle eines Maître de Conference in Portugiesisch an der Université Lille 3 / Frankreich (emploi MCF no. 4173, section 14)
- Peer-Reviewer der Zeitschrift: "Pandaemonium Germanicum" (Universidade de São Paulo / Brasilien)
- Gutachter für die Studienstiftung des deutschen Volkes
- Peer-Reviewer der Zeitschrift ”Documentação de Estudos em Lingüística Teórica e Aplicada (DE.L.T.A.)” ( Pontifícia Universidade Católica de São Paulo / Brasilien)
- Vorsitzender des Prüfungsausschusses der Fakultät Angewandte Sprachen und Interkulturelle Kommunuikation der Westsächsischen Hochschule Zwickau
- Peer-Reviewer der Zeitschrift "Linguagem e Ensino" (Universidade Católica de Pelotas / Brasilien)
- Mitglied im wissenschaftlich Beirat der Zeitschrift "Organon" (Instituto de Letras da Universidade Federal do Rio Grande do Sul, Porto Alegre/RS / Brasilien). Online: http://seer.ufrgs.br/index.php/organon/index
- Auslandsbeauftragter der Fakultät für die Kooperationen mit Lateinamerika und Portugal (Universidade de Aveiro und Universidade do Porto)
- Mitherausgeber der Reihe "Romanistische Arbeiten interkulturell und interdisziplinär" (Peter Lang Verlag)
- Mitherausgeber der Reihe: "Studia Romanica Stockholmiensia/ Stockholm Studies in Romance Languages" (Stockholm University Press / Schweden)
- Mitglied des wissenschaftlichen Beirates der Tagung "9th GSCP International Conference : “Parler les langues romanes/Parlare le lingue romanze/ Hablar las lenguas romances/Falando línguas românicas”, 9.-12.4.2014 Stockholm & Uppsala/ Schweden"
- Peer-Reviewer der Zeitschrift: Revue Romane (Benjamins)
- Externes Mitglied (Colaborador Extrangeiro) in der Forschungsgruppe NUPPLES - Núcleo de Pesquisa e de Ensino de Português Língua Estrangeira/Segunda Língua, Universidade do Estado do Rio de Janeiro (Uerj), Rio de Janeiro / Brasilien
- Gutachter der Dissertation von Annelise Siversen: “Binære begyndelser og indledere i udfasning: Et portugisisk konstruktionsparadigmens indhold og udvikling i et firsprogligt romansk perspektiv” ( Københavns Universitet / Dänemark)
- Gutachter im Verfahren bezüglich der Zuerkennung des Titels “Docent i Spanska", Uppsala universitet, Uppsala / Schweden
- Mitglied des wissenschaftlichen Beirats der Tagung: "I INFLIT – First International Meeting on Foreign Language Learning in Tandem: Past, Present and Future, 27.2.-1.3.2014, University of Miami, Coral Gable, FL/ USA,"
- Peer-Reviewer der Zeitschrift "Estudos de Literatura Brasileira Contemporânea" (Universidade de Brasília /Brasilien)
- Mitglied der Promotionskommission (U Stockholm / Schweden) der Diss.: Inmaculada Moreno Teva: ” Las secuencias formulaicas en la adquisición de español L2”
- Mitglied im wissenschaftlichen Beirat der Zeitschrift: "Entrepalavras" (Universidade Federal do Ceará, Fortaleza / Brasilien). Online: http://www.entrepalavras.ufc.br/br/revista
- Head of the board of experts for the decision on the promotion to the title of Professor on the basis of qualifications for the subject Portuguese Language, Universitet i Oslo, Oslo / Norwegen
- Mitglied des wissenschaftlichen Komitees von EUROSLA 21: 21st Annual Conference of the European Second Language Association (8.-10. September 2011), Stockholm Universitet, Stockholm / Schweden
- Mitglied der Promotionskommssion (U Stockholm / Schweden) der Dissertation von: García, Óscar: “Guerrilleros de papel en seis novelas centroamericanos de los años setenta y ochenta”.
- Mitglied des Selection Board - Assessment of applicants for the post of associate professor in Portuguese Language at the Department of Literature, Area Studies and European Languages, University of Oslo, Oslo / Norwegen
- Leitung der Portugiesischabteilung des Instituts für Spanisch, Portugiesisch und Lateinamerikastudien der Universität Stockholm / Schweden
- Mitglied der Promotionskommission (U Stockholm / Schweden) für die Dissertation: Sörstad, Frederik: “Conciencia y temporalidad: Un estudio sobre la concepción del tiempo en seis poemarios de José Hierro”
- Mitglied der Leitungsgruppe des Graduiertenkollegs FOROM (Forskarskolan i Romanska Språk) der Universität Stockholm / Schweden
- Mitglied im Netzwerk "Red Internacional del Programa EDICE (Estudios sobre el Discurso de la Cortesía en Español)" [Geographische Verteilung siehe: https://edice.asice.se/?page_id=428 ]
- Mitglied der Promotionskommission (U Stockholm,/ Schweden) der Diss.: Vesterinen, Rainer: “Subordinação adverbial: um estudo cognitivo sobre o infinitivo, o clítico SE e as formas verbais finitas em proposições adverbiais do Português Europeu
- Mitgl. der Berufungskommission im Processo de seleção pública de provas e títulos para a carreira em Ensino de Línguas (Carreira DEL) visando à contratação de professores para atuar na Área de Alemão do CEL da Unicamp, Campinas / Brasilien
- Peer-Reviewer der Zeitschrift "Nouveaux Cahiers d'Allemand" (Nancy / Frankreich)
Prof. Dr. Michael Heinrich
- Redakteur und Gutachter der "Zeitschrift für angewandte Kunststofftechnik" ZAK, ISSN: 2942-6545
- Begutachtung eines Großgeräteantrages
- Gutachtervorsitz zur Förderung des Aufbaus der Fraunhofer-Projektgruppe „Zentrum für nachhaltige Leichtbautechnologien“ (ZenaLeb) an der BTU Cottbus-Senftenberg für 5 Jahre ab Mitte 2021
- Kooptiertes Vorstandsmitglied der Leichtbau-Allianz Sachsen e. V.
- Mitglied im Editorial Board des Journals Technologies for Lightweight Structures (TLS), ISSN 2512-4587
Prof. Dr.-Ing. Silvio Dutz
- Mitglied der IEEE Magnetics Society, Senior Member
- Mitglied der British Society for Nanomedicine
- Mitglied im Beirat der Deutschen Gesellschaft für Biomedizinische Technik (DGBMT)
- Vorsitzender des Fachausschusses „Magnetische Methoden in der Medizin“ der DGBMT
- Mitglied im Fachausschuss „Aus- und Weiterbildung in der BMT“ der DGBMT
- Mitglied im Ferrofluidverein Deutschland
- Mitglied im General Numerics Research Lab (e.V.)
- Gutachter für das National Science Centre (NCN), Polen
- Gutachter für die Alexander von Humboldt-Stiftung (AvH)
- Gutachter für die Bayerische Forschungsstiftung (BFS)
- Gutachter für den Fonds zur Förderung der wissenschaftlichen Forschung (FWF), Österreich
- Gutachter für den Schweizerischer Nationalfonds zur Förderung der wissenschaftlichen Forschung (SNF)
- Gutachter für das Engineering and Physical Sciences Research Council (EPSRC), Vereinigtes Königreich
- Gutachter für das Deutsches Zentrum für Luft- und Raumfahrt (DLR)
- Gutachter für das Bundesministerium für Bildung und Forschung (BMBF)
- Gutachter für die Czech Science Foundation (GACR)
- Gutachter für die Deutsche Forschungsgemeinschaft (DFG)
Prof. Dr. Ralph Riedel
- DFG: Begutachtung der Großgeräteaktion für Hochschulen für Angewandte Wissenschaften
- DFG: Begutachtung von Forschungsanträgen
- DAAD: Begutachtung Projektantrag
Prof. Dr. Gernot Herbst
- Journal of the Franklin Institute
- Electrical Engineering (Archiv für Elektrotechnik)
- Advanced Control for Applications
- Control Theory and Technology
- IEEE Transactions on Power Electronics
- International Journal of Control, Automation, and Systems
- IEEE Transactions on Industrial Electronics
- IEEE/ASME Transactions on Mechatronics
- Control Engineering Practice
- IEEE International Conference on Fuzzy Systems (FUZZ-IEEE)
Prof. Dr. rer. nat. Daniel Schondelmaier
- Akkreditierungsverfahren des Studiengangs „Elektromobilität und Fahrzeugelektrifizierung, M.Eng.“ der Technischen Hochschule Ingolstadt.
- Gutachter für das DAAD Stipendienprogramm "Deutsche Auslandsschulen"
- Frontiers in Physic - Reviewer
- Applied Physics A - Reviewer
- Vorsitz Fachbereichstag Physikalische Technologien (FPT)
- Stellvertretender Vorsitzender des Arbeitskreis Hochschulen für Angewandte Wissenschaften (AKHAW) der Deutschen Physikalischen Gesellschaft (DPG)
- Silicon Saxony - Ansprechpartner der WHZ
- Arbeitskreis Mathematik/Physik + E-Learning - BPS Bildungsportal Sachsen
- Mitglieder des Preiskomitees Georg-Simon-Ohm der Deutschen Physikalischen Gesellschaft (DPG)
- Bestellung als Gutachter der ACQUIN Akkreditierungsagentur
- Mitglied der Deutschen Physikalischen Gesellschaft.
Prof. Dr. Jörg Klewer
- Begutachtung von Projektskizzen
- Begutachtung von Projektskizzen
- Fachgutachter des Bundesministeriums für Arbeit und Soziales, Modellprojektförderung in der Medizinischen Rehabilitation
- Mitglied im Editorial Board der Zeitschrift Prävention und Gesundheitsförderung
- Federführender Vertrauensdozent der Studienstiftung des deutschen Volkes an der WHZ
- Mitglied des Review-Boards von: HIV& AIDS Review. International Medical Journal of HIV Related Problems
- Mitglied im Beirat Öffentliche Gesundheit/ Public Health
- Mitglied im Anstaltsbeirat der JVA Zwickau
- Sachverständiger - öffentliche Anhörung zum Gesetzentwurf der Fraktionen CDU und SPD in Drucksache 6/16689 „Gesetz zur Ausführung des Pflegeberufegesetzes im Freistaat Sachsen (Sächsisches Pflegeberufe-Ausführungsgesetz - SächsPflBAusfG)“
- Gutachter Förderprogramm "COIN-Aufbau" 7. Ausschreibung - Österreichische Forschungsförderungsgesellschaft mbH (FFG), Wien, Österreich
- Sachverständiger - 13. Sitzung der Enquete-Kommission Pflege des Sächsischen Landtages am 29. September 2017
- Sachverständiger - „Geriatrische Versorgung in Sachsen“ – Antrag der CDU-Fraktion und der SPD-Fraktion – Sächsischer Landtag am 15. August 2016
- Reviewer - British Medical Journal
- Mitglied im Editorial Board der Zeitschrift Prävention und Gesundheitsförderung
- Federführender Vertrauensdozent der Studienstiftung des deutschen Volkes an der WHZ
- Mitglied im Landesseniorenbeirat des Sächsischen Staatsministerium für Soziales und Verbraucherschutz
- Schriftleiter des wissenschaftlichen Online-Journals „HeilberufeSCIENCE"
- Fachgutachter des Bundesministeriums für Arbeit und Soziales, Modellprojektförderung in der Medizinischen Rehabilitation
- Mitglied des Review-Boards von: HIV& AIDS Review. International Medical Journal of HIV Related Problems
Prof. Dr. Nadine Rentel
- Gutachterin für die Zeitschrift ILCEA (Revue de l’Institut des langues et cultures d’Europe, Amérique, Afrique, Asie et Australie), Université Grenoble Alpes
- Anfertigen eines Gutachtens zu einem französischsprachigen Beitrag in den Neuphilologischen Mitteilungen, Sonderheft "Excessive Language in Public Discourse"
- Gutachten zum Sammelbands „The New Challenges of Populist Discourses in Romance Speaking Countries“, der in der Stockholm University Press erscheinen wird.
- Anfertigen eines Bandgutachtens für einen bei Vandenhoeck & Ruprecht erscheinenden Sammelband im Nachgang des 55. Linguistischen Kolloquiums (LingColl2021) „Inter- und intrasprachliche Kontraste“ an der Universität Rzeszów
- Mitglied des Wissenschaftlichen Beirats der Zeitschrift Études de Linguistique et d’Analyse des Discours
- Externe Gutachtertätigkeit im Rahmen von Akkreditierungsverfahren (für Acquin)
- Gutachtertätigkeit für die Fachzeitschrift "Aussiger Beiträge" (Germanistik/ DaF)
- Mitglied des scientific committee für die internationale Tagung « Critical Approaches to Cultural Identities in the Public Sphere: From Ivory Tower to Social Area » (Université de Dijon, 14./15.5.2020)
- Anfertigen eines Vergleichsgutachtens im Rahmen der Besetzung der W3-Professur für Romanische Sprachwissenschaft mit den Schwerpunkten Französistik und Italienistik an der Universität Leipzig (10/2019)
- Mitglied des Wissenschaftlichen Beirats für den Bereich „Romanische Sprachwissenschaft“ der Zeitschrift für Romanische Sprachen und ihre Didaktik
- Gutachterin für wissenschaftliche Publikationsvorhaben des Peter Lang Verlags, Bereich Sprachwissenschaft
- Gutachterin für Fernand-Braudel Forschungsstipendien (EHESS/MSH Paris); französische WissenschaftlerInnen, die nach Deutschland möchten
- Mitglied des Wissenschaftlichen Beirats der Zeitschrift Études de Linguistique et d’Analyse des Discours
- Mitglied der Gesellschaft für Angewandte Linguistik (GaL)
- Mitglied im Deutschen Romanistenverband
- Mitglied im Frankoromanistenverband
- Mitglied im Verband Österreichischer Neuphilologen (VÖN)
- Mitglied in der Gesellschaft für Kanada-Studien
Prof. Dr. Mike Espig
- Masterarbeit von Michaela Banert mit dem Titel: "Automatisierte Fehlerdetektierung in der Halbleiter-Waferproduktion mittels maschinellem Lernens"
- Mitglied der Akkreditierungskommission AQAS e.V., Studiengang Angewandte Mathematik an der Beuth Hochschule für Technik (FH)
- Mitglied der Akkreditierungskommission AQAS e.V., Studiengang Data Science an der FH Ostwestfalen-Lippe, 2018
- Gutachter für die Fachzeitschrift SIAM Journal on Numerical Analysis (SINUM)
Prof. Dr. Hui-Fang Chiao
- Fachprüferin für Chinesisch bei Staatlichen Prüfungen für Dolmetscher und Übersetzer im Freistaat Sachsen
- Gutachterin ZEvA-Akkreditierungsagentur Hannover
- Expertin für Expertengruppe für Chinesisch als Fremdsprache vom BMBF
- Mitglied der Deutschen Vereinigung für Chinastudien
- Mitglied im Bundesverband für Dolmetscher und Übersetzer (BDÜ)
- Fachprüferin für Chinesisch bei Staatlichen Prüfungen für Dolmetscher und Übersetzer im Freistaat Sachsen
- Mitglied der Deutschen Vereinigung für Chinastudien
- Mitglied im Fachverband Chinesisch e. V.
- Fachprüferin für Dolmetschen in chinesischer Sprache beim Landesgericht für Zivilrechtssachen Wien
- Gutachterin für Wissenschaftsrat
- Prüferin für Feststellungsprüfung für Schüler mit Migrationshintergrund im Freistaat Sachsen
Prof. Dr. Stefan Zigan
- Gutachter für neuen Studiengang an der SRH
- SRH Berlin Studiengang Einführung
Prof. Dr. Markus Seidel
- Peer Reviewer "Complex Analysis and Operator Theory
- Peer Reviewer: Publicationes Mathematicae
- Peer Reviewer: Ukrainian Mathematical Journal
- Peer Reviewer "Operator Theory: Advances and Applications" (Springer book series)
- Peer Reviewer Aequationes mathematicae
- Peer Reviewer Complex Variables and Elliptic Equations
- Peer Reviewer Journal of the Australian Mathematical Society
- Peer Reviewer Advances in Operator Theory
- Peer Reviewer for Numerische Mathematik
- Peer Reviewer Journal of Mathematical Analysis and Applications
- Peer Reviewer Journal of Mathematical Analysis and Applications
- Peer Reviewer Operators and Matrices
- Peer Reviewer Linear and Multilinear Algebra
- Peer Reviewer Boletín de la Sociedad Matemática Mexicana
- Peer Reviewer Journal of Computational and Theoretical Transport
- Peer Reviewer Journal of Functional Analysis
- Arbeitskreis Mathematik/Physik und E-Learning
- Peer Reviewer Complex Analysis and Operator Theory
- Peer Reviewer Journal of Approximation Theory
- Peer Reviewer "Operator Theory: Advances and Applications" (Springer book series)
- Peer Reviewer Journal of Integral Equations and Applications
- Peer Reviewer Acta Mathematica Scientia
Prof. Dr. Maren Hinrichs
- Erstellen eines vergleichenden Gutachtens für einen Berufungsvorgang an der HS Merseburg
- Externes Mitglied einer Berufungskommission an der Hochschule Merseburg
Prof. Dr. Martin Strehler
- Reviewer für das Journal Algorithmica (Springer)
Prof. Dr. Ralf Laue
- Programmkomitee-Mitglied bei der Tagung Wirtschaftsinformatik
- Programmkomitee-Mitglied beim International Workshop on Enterprise Modeling and Information Systems Architectures
- Programmkomitee-Mitglied bei der Fachtagung Modellierung 2022 der Gesellschaft für Informatik e.V.
- Programmkommittee-Mitglied beim International Workshop on Enterprise Modeling and Information Systems Architectures
- Gutachter für die Israel Science Foundation
- Programmkommittee-Mitglied beim ACM Symposium On Applied Computing
- Programmkommittee-Mitglied bei der International Conference on Business Process Management
- Programmkommittee-Mitglied beim International Workshop Requirements Engineering and Business Process Management
- Gutachter für die Israel Science Foundation
Prof. Dr.-Ing. Teresa Werner
- Beratende Mitwirkung im Beirat des DIN-Normenausschusses Technische Grundlagen (NATG)
- Reviewer für European Journal of Physics
- Mitglied des Editorial Board des Journals Applied Sciences
- Mitglied im Aufsichtsgremium der Zertifizierungsgesellschaft ICG
- Vertreter der WHZ bei AUKOM - Ausbildung Koordinatenmesstechnik
- Reviewer für Journal Surface Topography: Metrology and Properties (STMP)
- Reviewer für Journal Measurement
- Reviewer für Journal Measurement Science and Technology (MST)
Prof. Dr. Christian Klaus Müller
- DFG Gutachter
- Editor und Gutachter der Zeitschrift Magnetism, MDPI Verlag Basel
- Editor und Gutachter der Zeitschrift Materials, MDPI-Verlag Basel
Prof. Dr. Felix Becker
- Peer Reviewer for Springer, Meccanica, An International Journal of Theoretical and Applied Mechanics AIMETA
Prof. Dr. Silke Heßberg
- Gutachterin für die Deutsche Forschungsgesellschaft
- Gutachterin für die Deutsche Forschungsgesellschaft
- Beiratsmitglied des Messebeirates „mtex“ (Messe Chemnitz)
- Gutachterin der AiF für die Programme FHprofUnt und FH EXTRA
- Mitarbeit im DIN-Ausschuss Textil und T extilmaschinen
- Gutachterin für die Deutsche Forschungsgesellschaft
- Beiratsmitglied des Messebeirates „mtex“ (Messe Chemnitz)
Prof. Dr. Philipp Kitschke
- Juror der Fachjury im Cluster "Chemie / Kunststoffe" des IQ Innovationspreises Mitteldeutschland der METROPOLREGION MITTELDEUTSCHLAND MANAGEMENT GMBH
Prof. Dr. Rafael Alejandro Oviedo Palomares
- Reakkreditierung des Bachelor of Arts Gebärdensprachdolmetschen, Hochschule Landshut (Agentur Acquin) 2022-2027
Prof. Dr. Martin Grünendahl
- Mitglied Editorial Board Zeitschrift "Pflegewissenschaft" hpsmedia
- Begutachtung von Forschungsanträgen für die AiF, die Arbeitsgemeinschaft industrieller Forschungsvereinigungen e.V.
- Akkreditierung dualer Studiengang Pflege, Hochschule Ravensburg-Weingarten; ACQUIN
- Mitglied Editorial Board Zeitschrift "Pflegewissenschaft" hpsmedia
Prof. Dr. Christian Pihl
- Mietspiegel der Stadt Zwickau 2022
- Mietspiegel der Stadt Zwickau
- Mietspiegel der Stadt Zwickau
Prof. Dr. Gabriele Buruck
- Gutachterin Akkreditierungskommission Masterstudien Gesundheitswissenschaften DHGS Berlin
- Gutachterin Berufungskommission Gesundheits- und Pflegepädagogik EUFH Rostock
- Reviewerin Report Psychologie
- Reviewerin Journal of Public Health
- Mitglied im Editorial Board der Zeitschrift Prävention und Gesundheitsförderung
- Reviewerin Zeitschrift Prävention und Gesundheitsförderung
Prof. Dr. Doris Fetscher
- Gutachterin für Acquin im Begutachtungsvefahren von drei internationalen Studiengängen der an der Univ. Hildesheim.
- Regelmäßig Gutachterin für den DAAD zur Vergabe von Stipendien für Auslandsaufenthalte von Studierenden.
- Communication Officer und Board Member der internationalen Organisation IALIC (International Association of Language and Intercultural Communication
- Peer-Reviewerin für die Zeitschrift Language & Intercultural Communication (Routledge, Taylor&Francis Group)
Prof. Dr. Ines-Andrea Busch-Lauer
- Vergleichsgutachten Professur für Hochschule Magdeburg-Stendal
- Arbeitskreis Sprachenzentren Deutschland (AKS), Mitglied der bundesweiten Jury "Gute Lehre"
- Peer Reviews für nationale und internationale Fachzeitschriften
- Mitglied der Fakultät Angewandte Sprachen und IKK (Fachgruppe FG/FS) in der Ständigen Kommission des Arbeitskreises der Sprachenzentren Deutschlands AKS (ab März 2020)
- European Science Foundation (ESF Peer Review) - Project Evaluation
- ESF College of Expert Reviewers, European Science Foundation, http://www.esf.org/community-of-experts/college-of-expert-reviewers/, Expert Reviewer, Humanities/Languages
- Ko-Herausgeberin der internationalen Fachzeitschrift Fachsprache. Journal of Professional and Scientific Communication, Wien: facultas
- Gutachterin für Aquas e.V. - Agentur für Qualitätssicherung durch Akkreditierung von Studiengängen
- Wissenschaftlicher Beirat für Studia Germanica Gedanensia
- Ko-Herausgeberin der Zeitschrift Fachsprache. International Journal of Specialized Communication, Wien: facultas
- Association of Language Testers Europe (ALTE) - Mitglied
- European Association for the Teaching of Academic Writing (EATAW) - Mitglied
- Gutachterin für ZeVA – Zentrale Evaluations- und Akkreditierungsagentur Hannover
- Gutachterin für das Elise-Richter-Programm des FWF – Fonds zur Förderung der wissenschaftlichen Forschung (FWF) Österreich
- Arbeitskreis der Sprachenzentren, Sprachenlehrinstitute und Fremdspracheninstitute (AKS) - Mitglied
- Bundesverband der Übersetzer und Dolmetscher (BDÜ) - Mitglied
- Gutachterin für die Deutsche Forschungsgemeinschaft (DFG)
- Gesellschaft für technische Kommunikation (tekom) - Mitglied
- Gesellschaft für Angewandte Linguistik (GAL) - Mitglied
- Vorsitzende des Zwickauer Zweiges der Gesellschaft für deutsche Sprache (GfdS)
- Review Editor (gesamtes Rezensionsmanagement) für Fachsprache. International Journal of Specialized Communication, Wien: facultas
- Arbeitskreis Studium generale Sachsen (Mitglied)
Prof. Dr. Tina Geweniger
- Gutachtertätigkeit im Berufungsverfahren "Representation and Learning in Artificial Intelligence", FH Würzburg-Schweinfurt
- Gutachtertätigkeit in einem Berufungsverfahren an der Rijksuniversiteit Groningen
- Reviewer für Neurocomputing
- Reviewer für Computational and Applied Mathematics
- Mitglied im „IEV – Institut für Energie und Verkehr“
- Reviewer für Neural Processing Letters
- Reviewer für WSOM+ International Workshop on Self-Organizing Maps and Learning Vector Quantization, Clustering and Data Visualization
- Reviewer für ESANN European Symposium on Artificial Neural Networks, Computational Intelligence and Machine Learning
- Gründungsmitglied des Instituts „CIID - Computational Intelligence und Intelligente Datenanalyse e.V.“
Prof. Dr.-Ing. Rainer Wasinger
- Mitglied im Steeringkomitee der IARIA International Conference on Mobile Services, Resources, and Users (Mobility), 2018, 2019.
- Mitglied im Programmkomitee der ACM International Conference on Intelligent User Interfaces (IUI), 2015, 2016, 2019.
- Mitglied im Programmkomitee der IARIA International Conference on Mobile Services, Resources, and Users (Mobility), 2012-2023.
Prof. Dr. Torsten Merkel
- Mitglied der GFA - Gesellschaft für Arbeitswissenschaft e. V. (Hochschullehrergruppe)
- Vertreter der Westsächsischen Hochschule in der Deutschen MTM-Gesellschaft e. V.
- Mitglied als Gutachter und Beirat des Projektes GALA gefördert von der DGUV an der TU Dresden
- DGUV - Begutachtung von Anträgen im Rahmen von Ausschreibungen zu Forschungsthemen der DGUV
- Gutachter für die DFG im Bereich Systemtechnik
- DFG-Fachkollegium 407 - Systemtechnik
- Mitglied der GFA - Gesellschaft für Arbeitswissenschaft e. V. (Hochschullehrergruppe)
- Vertreter der Westsächsischen Hochschule in der Deutschen MTM-Gesellschaft e. V.
- Vorsitzender des REFA-Landesverbandes Sachsen e. V. und zertifizierter REFA-Lehrer
- Persönliches Mitglied des Kooperationsverbundes der IT-Dienstleister Südwestsachsen e. V.
- Beirat des KOWIB-Vorhabens am Fachbereich Wirtschaftswissenschaften der WHZ
Prof. Dr. rer. nat. Hardy Müller
- Vorsitzender der Regionalgruppe "Mittelsachsen" des Verbandes Deutscher Textilfachleute e.V. (VDTF)
- Fachgutachter für Forschungsprojekte für verschiedene Gremien
- Mitglied der Fachgruppe „Makromolekulare Chemie“ der Gesellschaft Deutscher Chemiker
Prof. Dr.-Ing. Kirstin Hoffmann
- Gutachten für die Deutsche Forschungsgemeinschaft
- Akkreditierungsverfahren an der Hochschule für angewandte Wissenschaften Hamburg: Studiengänge Technik und Managemant (B:Eng.) und Multichannel Trade Management (M.A.)
Prof. Dr. Maik Fröhlich
- Review of Scientific Instruments
- Wissenschaftlicher Beirat der Europäischen Forschungsgemeinschaft Dünne Schichten e.V.
- Plasma Processes and Polymers
- Surface and Coatings Technology
- Plasma Sources Science and Technology
Prof. Dr. Thomas Pöpper
- Gutachter eines Habilitationsverfahrens an der Universität Leipzig/Fakultät für Geschichte, Kunst- und Orientwissenschaften benannt (Ko-Gutachter: Prof. Dr. Frank Zöllner, Univ. Leipzig)
- Mitglied des wissenschaftlichen Beirats der „Wege zu Cranach“ (Kunsthistorisches Institut / Freie Universität Berlin bzw. Tourismus- und Veranstaltungsbetrieb der Stadt Kronach)
- Berufung zum Experten der Europäischen Kommission, Exekutivagentur „Bildung, Audiovisuelles und Kultur (EACEA)“, Brüssel
- Jury-Mitglied der Grassi-Messe, Grassi-Museum für Angewandte Kunst Leipzig
Prof. Dr. Matthias Richter
- Mitglied im Beirat Automobilzulieferernetzwerk Sachsen (AMZ)
- Mitglied im Programmkomitee des internationalen EMV-Fachkongresses EMV2022
- Mitglied im Programmkomitee des internationalen EMV-Fachkongresses EMV2021
- Technical comitee IEEE-Symposium on Electromagnetic Compatibiliy Responsibility Special Sessions Automotiv
- Leiter VDE/GMM (Gesellschaft Mikroelektronik, Mikro- und Feinwerktechnik) Fachbereich 7 (EMV)
- Mitarbeiter VDE/GMM Fachausschuss 7.1
- Mitglied im Komitee VDE/DKE (Deutsche Kommission Elektrotechnik) UK 767.13 (Störimmunität von Kraftfahrzeugen)
- Mitglied im Komitee VDE/DKE (Deutsche Kommission Elektrotechnik) UK 767.14 (Störemission von Kraftfahrzeugen)
- Gutachter Bundesministerium für Bildung und Forschung
- Gutachter IEEE (Institute of Electrical and Electronics Engineers), Society of Electromagnetic Compatibility (EMC)
- Vorstandsvorsitzender des Vereins BIC-Forum Wirtschaftsförderung Zwickau
- Mitarbeiter im Automobilcluster Ostdeutschland (ACOD), Kaftfahrzeugelektronik
- Conference Chair VDE/GMM-Fachtagung "EMV in der Kraftfahrzeugtechnik"
Prof. Dr. sc. hum. Anke Häber
- Begutachtung der Einreichungen für die 65. Jahrestagung der GMDS in Berlin
- Begutachtung der Einreichungen für die 64. Jahrestagung der GMDS in Dortmund
- Mitglied im Programmkomitee der ehealth 2017, Wien
- Mitglied im Programmkomitee der ehealth 2016, Wien
- Mitglied im Programmkomitee der ehealth 2015, Wien
- Mitglied im Programmkomitee der ehealth 2014, Wien
- Mitglied der Gesellschaft für Informatik (GI e. V.), der Gesellschaft für Medizinische Informatik, Biometrie und Epidemiologie (gmds e. V.), im Berufsverband Medizinischer Informatiker (BVMI e. V.)
- Landesvorstand des Landesverbands Sachsen des Berufsverbands-Medizinischer Informatiker e. V.
- Leitung der Arbeitsgruppe "elektronische Gesundheitskarte und Heilberufsausweis" der gmds
- Gutachter für die GMDS-Jahrestagungen
Prof. Dr. Leonore Heiland
- Fachverband Biomedizinische Technik - fbmt: Gutachterin "Vera-Dammann-Preis"
- Fachausschuss“ Aus- und Weiterbildung der Deutschen Gesellschaft für Biomedizinische Technik“ (DGBMT) im VDE
- Gutachterin bei der Akkreditierungsagentur AQAS
Prof. Dr. Stefan Kolev
- Mitglied im Herausgebergremium der Zeitschrift "History of Political Economy"
- Mitglied im Beirat der Aktionsgemeinschaft Soziale Marktwirtschaft e.V., Tübingen
- Mitglied im Herausgebergremium der Zeitschrift "History of Economic Ideas"
- Mitglied im Herausgebergremium der Zeitschrift "ORDO. Jahrbuch für die Ordnung von Wirtschaft und Gesellschaft"
- Co-Leiter des Gesprächskreises Wissenschaft vom Netzwerk für Ordnungsökonomik und Sozialphilosophie e.V., Freiburg
- Stellvertretender Vorsitzender des Wilhelm-Röpke-Instituts e.V., Erfurt
- Mitglied im Wissenschaftlichen Beirat des Tocqueville-Acton Centro Studi e Ricerche, Rom
- Geschäftsführer des Wilhelm-Röpke-Instituts e.V., Erfurt
Prof. Dr. Sebastian Weis
- Mitgleid des InnoMat IWW e.V. - Innovative Materialien, Institut für Werkstoffwissenschaft und Werkstofftechnik e.V.
- Gutachter Peer-Review für Zeitschrift "Welding in the World"
- Persönliches Mitglied des Deutschen Verbands für Schweißen und verwandte Verfahren e.V. (DVS)
- Mitglied im „Verein zur Förderung der Fakultät Automobil- und Maschinenbau (AMB) an der Westsächsischen Hochschule Zwickau e. V .“
- Chair of Committee XVIIB-Diffusion Bonding, International Institute of Welding (IIW)
- Gutachter Peer-Review für Zeitschrift "Journal of Materials Processing Technology"
- Mitglied der Beratungskommission der Zeitschrift „Der Praktiker”, DVS Media GmbH
- Gutachter Peer-Review für Zeitschrift "Der Praktiker"
- Gutachter Peer-Review für Zeitschrift "Journal of Materials Engineering and Performance"
- Gutachter Peer-Review für Zeitschrift "Ultrasonics"
- Forschungsgemeinschaft Industrieofenbau (FOGI)
- Deutscher Verein des Gas- und Wasserfaches (DVGW) W-PK-3-5-3-1
- DVS Arbeitsgruppe W3 - Metall-Keramik-Löten
- Forschungsvereinigung Schweißen und verwandte Verfahren e. V. des DVS / Fachausschuss FA1 - Schweißmetallurgie und Werkstoffverhalten / Fachausschuss FA7 - Löten
- DVS / DIN AG V 6.1 / NA 092-00-26 AA - Hartlöten (Normungsausschuss)
Prof. Dr. Beate Mitzscherlich
- Wissenschaftlicher Beirat des Forschungsverbundes „TESTIMONY – Erfahrungen in DDR-Kinderheimen. Bewältigung und Aufarbeitung“
- Mitglied der Deutschen Gesellschaft für Soziale Psychiatrie (DGSP)
- Besuchskommission des Sächsischen Sozialministeriums nach § 3 SächsPsychKG
Prof. Dr. Dr. h.c. mult. Hans-Christian Brauweiler
- Mitglied im Fachausschuss Wirtschaftsingenieurwesen & Wirtschaftswissenschaften der ASIIN Akkreditierungsagentur
- Mitglied des Redaktionsrates der Allrussischen wissenschaftlich-analytischen Zeitschrift „Bote der Uraler Hochschule für Betriebswirtschaft, Management und Rechtswesen“
- Mitglied des Herausgeberrates der wissenschaftlichen-technischen Zeitschrift "Bulletin des Khujand Polytechnic Institute der Akademiker M. S. Osimi-Tajikische Technische Universität"
- Peer Reviewer / Referee des Journal of Management and Marketing
- Peer Reviewer / Referee des Journal of Economy, Business and Finance
- Mitglied des Rates der Redaktion der Fachzeitschrift „Bulletin der Wolgograd State University. Part Economy“
- Peer Reviewer/Referee des Editorial Office of the Journal of Risk Research
- Auswahlausschuss zur Vergabe des MENTOR-Förderpreises für Abschlussarbeiten der Fak. Wirtschaftswissenschaften der WHZ Zwickau
- Peer Reviewer und Akkreditierer für div. in- und ausländische Agenturen (ACQUIN; ASIIN; FIBAA, ZEvA, ACBSP, IAAR.KZ, NCPA.RU; AIK.LV)
- Mitglied des wissenschaftlichen Beirates und der Jury der Oskar-Patzelt-Stiftung - Großer Preis des Mittelstandes („Mittelstandsoskar“)
- Projektgutachter/Mitglied Evaluierungskommission zur Vergabe von Fördermitteln div . Institutionen (Grantová Agentura Ceské Republiky, DLR, DAAD, Fulbright, EU, Erasmus: NA Deutschland, Nat. Agentur Malta, COST-Association, A.-v.-Humboldt-Stiftung)
Prof. Dr. Sven Hellbach
- European Symposium on Artificial Neural Networks, Computational Intelligence and Machine Learning
- MDPI Journal of Applied Sciences
- MDPI Journal of Symmetry
Prof. Dr. Thomas Horst
- Reviewer für Journal Engineering Fracture Mechanics
Prof. Dr. Jan Schneider
- Gutachten für den Artikel "Numerical Tensor Techniques for Multidimensional Convolution Products" von W. Hackbusch für Vietnam Journal of Mathematics 2017
Prof. Dr. Jens Füssel
- Vorbegutachtung von medintechnischen Projektanträgen bei der DECHEMA für IGF-Anträge und aktive Mitarbeit in Projektbegleitenden Ausschüssen;
- Vorstandsmitglied der Forschungsgesellschaft für Messtechnik, Sensorik und Medizin- technik e. V. Dresden (fms) und Leiter des Fachausschusses „Technik für die Medizin“ im Forschungsbeirat fms
- Gründungsmitglied des DGBMT-Fachausschusses „Aus- und Weiterbildung: Studium Biomedizinische Technik“
- Mitglied im DGBMT-Fachausschuss „Rehabilitationstechnik“
- Mitglied im Fachverband für Biomedizinische Technik (fbmt)
- Mitglied im VDE - Deutsche Gesellschaft für Biomedizinische Technik (DGBMT)
Prof. Dr. Frank Forbrig
- DIN Normenausschuss Maschinenbau NA 060-34-32 AA „Wellen und Welle-Nabe-Verbindungen“
Prof. Dr. Mario Neugebauer
- Gutachter für futuresax
Prof. Dr. Lothar Rausch
- Gutachten zu den Berufungskandidatinnen der DPFA-Hochschule in Leipzig, Berufungsgebiet Pädagogik der frühen Kindheit
- Gründungsausschussmitglied „Mitteldeutsche Hochschule“
- Mitarbeit im Gesundheitsnetz Zwickau
- Beratende Mitarbeit Referat 22 | Lehrerbildung, Allgemeine Weiterbildung des Sächsischen Staatsministeriums für Kultus und Sport
Prof. Dr. Elke Ochsmann
- Vorstandsmitglied der Deutschen Gesellschaft für Arbeitsmedizin und Umweltmedizin e. V.
- Mitglied im ärztlichen Sachverständigenbeirat Berufskrankheiten des Bundesministeriums für Arbeit und Soziales
- Begutachtungen im Peer-review Verfahren verschiedener medizinischer Zeitschriften
- Mitglied des Arbeitskreises 1.7. (Muskel-Skelett-Erkrankungen) der Deutschen Gesetzlichen Unfallversicherung
- Ad hoc Sachverständige der DFG-Arbeitsgruppe “Aufstellung von Grenzwerten in biologischem Material”
Prof. Dr. Jürgen Vogel
- Scientific Committee of 13th Youth Symposium on Experimental Solid Mechanics, June 29th – July 2nd 2014, Dĕčín (Czech Republic) Reviewer in den internationalen Fachzeitschriften wie Strain, Microsystem Technologies und Experimental Techniques
- Programmkomitee der Internationalen Konferenz MicroCar 2013, Neue Messe Leipzig
- Mitglied in der Gemeinschaft für Experimentelle Strukturanalyse GESA im VDI: Leitung des Arbeitskreises 16 Thermoemissionsanalyse - THEA; Mitarbeit im Arbeitskreis 21 „Aus- und Weiterbildung“
- Mitglied im Sächsischen Verein für Mechanik e. V.
- Mitarbeit im Arbeitskreis 21 "Aus- und Weiterbildung"
- Scientific Committee of 11th Youth Symposium on Experimental Solid Mechanics(YSESM)
Prof. Dr. Ralph Wrobel
- International Editorial Board des Journals “East Asia: Comparative Perspective” der Dong-A Universität, Busan/Südkorea
- Editorial Board/Co-Editor des Journals „Central and Eastern European Journal for Economics and Management” der Wrocław School of Banking, Wrocław/Polen
- Editorial Board der Buchreihe “Emerging Markets Studies”
Dr. phil. David Rester
- SILQUA-FH im BMBF-Programm Forschung an Fachhochschulen, Bonn
- kbo-Innovationspreis Mental Health/Sozialpsychiatrie, Kliniken des Bezirks Oberbayern, München
Prof. Dr. Gabriele Berkenbusch
- Mitglied der Deutsch-Katalanischen Gesellschaft (DKG)
- Mitglied des Deutschen Romanistenverbandes (DRV)
- Mitglied des Deutschen Hispanistenverbandes (DHV)
- Mitglied des Deutschen Spanischlehrerverbandes (DSV)
- Mitglied der Deutschen Gesellschaft für Sprachwissenschaft (DGfS)
- Mitglied der Deutschen Gesellschaft für angewandte Linguistik (GAL)
Prof. Dorothea Becker
- Jurymitglied (Vorsitz) beim europaweiten Architekturwettbewerb „Erweiterung und Besucherzentrum Bundesrat Berlin“; Auslober: BBR Berlin, Jurysitzung September 2014
- Jurymitglied beim Interdisziplinären europaweiten Wettbewerb „Neubau Technikum des Biomasseforschungszentrum in Leipzig“, Auslober: BMVBS, Juli 2013
- Werkstattverfahren „Lenneplatz“, externe Gutachterin, Auslober: Landeshauptstadt Dresden, Stadtplanungsamt
Prof. Dr. Jürgen Grimm
- Gutachter der DFG (Deutsche Forschungsgemeinschaft)
Prof. Dr. Christoph Laroque
- Mitglied im VDI Fachausschuss FA 204 – Modellierung und Simulation
- Mitglied der ASIM – Fachgruppe Simulation in Produktion und Logistik
- Track Coordinator „Manufacturing“ der Winter Simulation Conference 2014 / 2015 / 2016 / 2017 / 2018
- Mitglied im Programmkomitee der ASIM Fachtagung Simulation in Produktion und Logistik 2013 / 2015 / 2017 / 2019
Prof. Dr. Herbert Strunz
- Redaktionsmitglied, „International – Die Zeitschrift für Internationale Politik“, Wien
- Vorsitzender im Wirtschaftswissenschaftlichen Beirat der Wissenschaftskommission beim Bundesministerium für Landesverteidigung und Sport der Republik Österreich
- Vorstandsmitglied in der Gesellschaft für Österreichisch-Arabische Beziehungen
- Beiratsmitglied in der Dr. Maria Schaumayer-Stiftung, Wien
- Vorsitzender im Fachausschuss „Betriebswirtschaftslehre“ im Hochschulverbund Distance Learning
Prof. Dr. Christian Busch
- Fachbereichstag Maschinenbau
- Mitarbeit im WHZ-Arbeitskreis „Tribologie“
- Mitarbeit in der GfT-Arbeitsgruppe „Datenbank Tribologische Prüfstände“
Prof. Dr. Holger Klose
- Mitarbeit im Gemeinschaftsausschuss W3 „Löten von Metall und Keramik”
- Mitarbeit in der DGM, FA Verbundwerkstoffe, AK Zuverlässigkeit
- Mitglied im Innomat e. V.
- Gutachter der ASIIN
- Gutachter der AQUIN
Prof. Dorette Bardos
- Schirmherrin Mercedes Fashion Night Award Zwickau, Förderpreis für Modedesign-Absolventen der AKS
- Mitglied im Wissenschaftlichen Beirat des Sächsischen Textilforschungsinstitutes (STFI)
Prof. Dr. Robert König
- Förderverein Internationaler Instrumentalwettbewerb Markneukirchen e.V.
- Mitglied der Innung des Vogtländischen Musikinstrumentenhandwerks Markneukirchen
Prof. Jochen Voigt
- Deutsche Gesellschaft für Fotografie, Sektion Geschichte und Archive
Prof. Dr. Astrid Zwanzig
- Jurymitglied Grassimesse
Prof. Dr. Doris Weidemann
- Mitglied der Deutschen Vereinigung für Chinastudien
- Mitglied der Gesellschaft für Kulturpsychologie
- Mitglied Social Sciences and Humanities Network
Prof. Dr. Rudolf-Andreas Nietzold
- VPI - Verband der Prüfingenieure, Bereich für den Brandschutz
- Mitglied im Gremium zum Prüfingenieurwesen zur Energetischen Beurteilung von Gebäuden, Ingenieurkammer Sachsen
- Mitglied im Gremium zur Entwicklung des Weiterbildungsseminars „Nachhaltiges Bauen“, Ingenieurkammer Sachsen
Prof. Dr. Mirko Bodach
- Gutachter DFG
- Member of EEUG
- Mitglied im Tagungskomitee IEEE SSD ́12 Conference on Power Electrical Systems
- Special Session Chairman IEEE SSD ́12 Conference on Power Electrical Systems
- Conference Chairman EEUG Conference 2012
- Leiter VDE Arbeitskreis „Elektrische Energiespeicherforschung Westsachsen“ im VDE BV Chemnitz e. V.
- Ansprechpartner der ETG (Energietechnische Gesellschaft des VDE) im VDE BV Chemnitz e. V.
- Gutachter IEEE (Institute of Electrical and Electronics Engineers)
- Mitglied im Normungsgremium DKE 371.0.5 Lithium-Sekundärbatterien
- Gutachter für AQAS e. V.
- Member of the Executive Board of the European EMTP Users Group
- Gutachter für Umweltbundesamt (UBA)
- Gutachter für die Strukturkommission des Landes Niedersachsen
Prof. Dr. Gudrun Jägersberg
- Mitglied des Joint Steering Committee ASiiA - Alberta Saxony Intercultural Internship Alliance
- Mitglied SIETAR (Society for Intercultural Education, Training and Research)
- Mitglied Auswahlkommission und Gutachterin des Deutschen Akademischen Austauschdienstes (DAAD)
- Mitglied ISPE (International Society for Productivity Enhancement)
Prof. Dr. Willfried Lori
- Vorsitzender des zentralen VD I-Fachausschusses 812 „Schraubenverbindungen - VDI2230"
- Mitglied des Fachbeirates „Getriebe und Maschinenelemente” in der VDI-Gesellschaft „Produkt- und Prozessgestaltung“
- Mitglied des Wissenschaftlichen Beirates des Münchener Forums Verbindungstechnologie
Prof. Dr. Silke Mücklich
- Mitglied im „Verein zur Förderung der Fakultät Automobil- und Maschinenbau (AMB) an der Westsächsischen Hochschule Zwickau e. V .“
- Deutsche Gesellschaft für Materialkunde (DGM)
- Gesellschaft für Korrosionsschutz (GfKorr)
- Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V . (AWT) im VDI
Prof. Matthias Grunwald
- Jurymitglied Internationaler Realisierungswettbewerb Neubau eines Sport- und Trainingszentrum für RB Leipzig e. V.
- Jurymitglied Städtebaulicher Wettbewerb Naumannsche Brauerei, in Leipzig-Plagwitz
- Jurymitglied Realisierungswettbewerb Fassadengestaltung Neubau Verbraucher- Markt, Leipzig-Schönefeld
- Jurymitglied beim landschaftsarchitektonischen Realisierungswettbewerb für die 7. Sächsische Landesartenschau in Oelsnitz/Erzgebirge
- Jurymitglied bei dem Ideen- und Realisierungswettbewerb für die Fassadengestaltung einer innerstädtischen Wohn- und Geschäftszeile in Leipzig
- Mitglied des Fachausschusses für Stadtentwicklung und Bau der Stadt Leipzig
Prof. Dr. Wilfried Schlüter
- Ehrenpräsident der Europäischen Vereinigung der Leiter und Träger von Einrichtungen der Langzeitpflege E.D.E. (European Association for Directors and Providers of Long-Term Care Services for the Elderly)
- Beirat der Forschungsreihe „Leben im Alter“, FH-OÖ Studienbetriebs GmbH, Fakultät für Gesundheit und Soziales, Linz/Österreich
Prof. Dr. Andreas Michel
- Mitarbeit in Forschungsgruppe „Historische sächsische Musikinstrumente“
- Chairman of Study Group on Folk Musical Instruments (ICTM)
- Wissenschaftlicher Beirat „Institut für Musikinstrumentenforschung Georg Kinsky e. V., Leipzig
Prof. Dr. Manfred Dietz
- FA der AG Wärmebehandlung und Werkstofftechnik "Härtemessung an dünnen Schichten"
- Deutsche Gesellschaft für Materialkunde (DGM)
- DGM - Arbeitskreis Grünkörpercharakterisierung
- Mitarbeit im Gemeinschaftsausschuss W3 "Löten von Metall und Keramik"
- Mitarbeit in der DGM, FA Verbundwerkstoffe, AK Zuverlässigkeit
- Mitglied im Innomat e. V.
- Gutachter der ASIIN
- Gutachter der AQUIN
Prof. Dr.-Ing. Karl-Heinz Neumann
- Stellvertreter des Vorstandsvorsitzenden/wissenschaftlichen Direktors des Forschungs- und Transferzentrums e. V. an der Westsächsischen Hochschule Zwickau
Prof. Dr.-Ing. Josef Sattler
- Mitglied im Arbeitsausschuss Ruhender Verkehr der Forschungsgesellschaft für Straßen- und Verkehrswesen
Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. Cornel Stan
- Vorstandsvorsitzender und wissenschaftlicher Direktor des Forschungs- und Transferzentrums e.V. an der Westsächsischen Hochschule Zwickau
- Fellow of the Society of Automobile Engineers - SAE International
Frank Bormann
- Chair of Session "Control" at the 5th European DSP in Education and Research Conference EDERC2012, Amsterdam, Netherlands, Sept. 2012
Prof. Hartmut Hornung
- Kulturausschuss des Gemeindeverbandes Stettiner Haff
Prof. Dr. Wolfgang Golubski
- Gutachter im BMBF-Förderprogramm „Forschung an Fachhochschulen“ (FHprofUnt)
- Mitglied der Gesellschaft für Informatik (GI e. V.)
Prof. Dr. Jens Flemming
- Peer-Reviewer für Inverse Problems (IOP Publishing, Bristol, UK)
- Peer-Reviewer für Journal of Inverse and Ill-Posed Problems (De Gruyter, Berlin, Germany)
- Peer-Reviewer für Numerical Functional Analysis and Optimization (Taylor and Francis, UK)
- Peer-Reviewer für Journal of Mathematical Analysis and Applications (Elsevier, Amsterdam, Netherlands)
- Peer-Reviewer für AIMS Mathematics (AIMS Press, Springfield, MO, USA)
Dr.-Ing. Bernd Körber
- Mitarbeiter VDE AK 767.13.1, VDE AK 767.13.3, VDE AK 767.13.5, VDE AK 767.13.11, VDE AK 767.14.2, VDE AK 767.14.11
- Gutachter IET Science, Measurement & Technology
Prof. Dr. Hans-Jörg Starkloff
- Mitglied der Fachgruppe Stochastik der Deutschen Mathematiker Vereinigung und der Bernoulli Gesellschaft für mathematische Statistik und Wahrscheinlichkeitstheorie
Prof. Dr.-Ing. habil. Christian-Andreas Schumann
- Fachkoordinator Wirtschaftsingenieurwesen und Mitglied des Senates der Chinesisch-Deutschen Hochschule der Angewandten Wissenschaften (CDHAW) an der Tongji University Shanghai
- Gastprofessor der Staatlichen Universität für Technology und Design Sankt Petersburg
- Member of the British Academy of Management
- Member/Fellow of the European Distance Education and E-Learning Network
- Mitglied des Wissenschaftlichen Beirates des Vereins Deutscher Ingenieure
- Mitglied des Regionalbeirates des Vereins Deutscher Ingenieure
- Mitglied des Finanzbeirates des Vereins Deutscher Ingenieure
- Sprecher des Ingenieurforums Sachsen, Mitglied des Vorstandes des Landesverbandes des VDI
- Vorsitzender des Kuratoriums der Stiftung „Sachsen. Land der Ingenieure” der Ingenieurkammer Sachsen
- Vorsitzender des Vorstandes des Westsächsischen Bezirksvereins des VDI
- Vorstandsvorsitzender des Institutes für Territoriale und Kommunale Entwicklung
- Vizepräsident des Bundesinstitutes zur Interessenvertretung wissenschaftlich-technischer Dienstleister und Hersteller e. V.
- Stellvertretender Vorstandsvorsitzender des Institutes für Knowledge Management
- Mitglied des Deutschen Hochschulverbandes und des Hochschullehrerbundes
- Mitglied der Gesellschaft für Informatik
- Mitglied des Interessenverbandes Chemnitzer Maschinenbau
- Mitglied des Netzwerkes Innovation und Kompetenz in Automation
- Gutachter für die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke” e. V. (AiF)
- Session Chair , Conference / Scientific Committee Member internationaler Konferenzen und Tagungen
- Scientific Committee Member bzw. Reviewer internationaler Fachzeitschriften
- Scientific Officer in nationalen und internationalen Projekten
- Founding Member/German Representative of the Association „Global Universities in Distance Education”
Prof. Christian Knoche
- Mitglied im Landesvorstand des BDA Sachsen
Prof. Dr.-Ing. Eckehard Ritte
- Mitglied im NIKA Sachsen (Netzwerk Innovation und Kompetenz in Automation e. V.)
Prof. Dr.-Ing. Matthias Würfel
- Stellvertretender Vorsitzender des Institutes für leichte elektrische Antriebe und Generatoren (ILEAG)
Prof. Dr. Wolfgang Foken
- Vorsitzender des Fachausschusses Fahrzeugakustik der Deutschen Gesellschaft für Akustik e. V. (DEGA)
Prof. Dr. Wolfgang Kühn
- Mitglied in der Bundesfachkommission Verkehrspolitik, Berlin
- Arbeitsausschuss „Straßenentwurf“ der FGSV, Köln
- Geometric Design Committee, TRB, USA
- Committee of Visualization in Transportation, TRB, USA
Prof. Dr.-Ing. Andreas Schuster
- Mitglied im Arbeitsausschuss Ruhender Verkehr der Forschungsgesellschaft für Straßen- und Verkehrswesen
- Mitglied im Arbeitsausschuss Qualität des Verkehrsablaufs der Forschungsgesellschaft für Straßen- und Verkehrswesen
Prof. Dr. Stephan Kassel
- Treasurer der IFIP WG 5.8 „Enterprise Interoperability“
- Vorstand des Instituts für Knowledge Management e. V .
- Leiter des VDI-Arbeitskreises „Informationstechnik“ im VDI Westsachsen, Regionalgruppe Zwickau
Prof. Dr. Matthias Richter
- Mitglied der Fachgruppe Stochastik der Deutschen Mathematiker Vereinigung
- Mitglied des Verwaltungsrates des Studentenwerkes Chemnitz-Zwickau
Prof. Dr. Matthias Schwarz
- Mitglied der BVL
- ERASMUS-Coordinator zur Free University Burgas, Bulgarien
- Vorsitzender Auswahlausschuss zur Vergabe des Deutschland-Stipendiums
Prof. Dr. Michael Schneeweiß
- AiF-Gutachtertätigkeit
- Stellvertretender Vorstandsvorsitzender des „Vereins zu Förderung der Fakultät Automobil- und Maschinenbau (AMB) an der Westsächsischen Hochschule Zwickau e. V .
- Mitglied des Hochschulrates
Prof. Dr. Andrea Kobylka
- Fachausschussmitglied "Ingenieurwissenschaften" des Akkreditierungs-, Certifizierungs- und Qualitätssicherungs-Instituts ACQUIN
Prof. Dr. Matthias Kolbe
- Mitglied des Sächsischen Vereins für Umformtechnik e. V.
- Mitglied im Verein zur Förderung der Fakultät Automobil- und Maschinenbau an der WHZ e. V.
- Mitglied im Verein IIFG (International Impulse Forming Group) e. V.
Prof. Dr. Ulrich Lunze
- Mitarbeit im DIN-Normenausschuss NATG 152 Geometrische Produktspezifikation
- Mitarbeit im AUKOM - Ausbildung Koordinatentechnik e. V.
Prof. Dr. Ludwig Krauß
- Gutachter bei ACQUIN e. V. (Akkreditierungs-, Certifizierungs- und Qualitätssicherungs-Institut)
- Mitglied des Fachbereichstages Informatik (FPTI) der BRD
- Sprechergruppe des AK E-Learning der Landesrektorenkonferenz (LRK) Sachsen
Prof. Dr.-Ing. Gerald Zickert
- Mitarbeit im Konnex Scientific Partnership Forum Brüssel
Prof. Dr. Helmut Eichert
- Mitglied Förderkommission zur Vergabe von Promotionsstipendien der Carl-Zeiss-Stiftung
Prof. Dr. Matthias Thein
- Mitglied im „Arbeitskreis der Professoren für Fahrzeugtechnik an Fachhochschulen“
- Leiter des VDI-Arbeitskreises Elektromobilität in Zwickau
Prof. Dr. Eberhard Meinel
- Mitarbeit „Vogtländischer Förderverein für Musikinstrumentenbau und Innovation e. V.“, Zwota
- Vorsitzender „1. Vogtländischer Gitarre-Förderverein e. V.“, Erlbach
- AIF-Gutachter
Veranstaltungen
New Tech - New Teaching? Hands on English for Specific / Technical Purposes (in the Digital World)
Workshop: Kooperation Prof. Dr. phil. habil. Busch-Lauer mit OStR Marion Werthebach (HS Bochum) und Dr. Michaela Rusch (WHZ)
Reihe - Glauben und Wissenschaft
45. ak-adp Workshop: Haftungsprobleme?! – Nicht mit uns!”
Projektwerkstatt „Innovation umsetzen – Fokus Wundheilung“
Konferenz Fabrik der Zukunft
Resilienz zur Sicherung der Produktionsfähigkeit
Konferenz Fabrik der Zukunft
Resilienz zur Sicherung der Produktionsfähigkeit
KI in der Producktion
KI in der Fertigung
Internationalisierung – Strategie oder Notnagel?
8. Workshop Plasmamedizin
16. Auswärtsseminar
AG Optische Technologien
Werth-Techniktag 2023 (Herbst)
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
Einführung in KI und ChatGPT
EDS and Raman analysis of Nanostructures Based on Prussian Blue Analogs
ACOD FACHDIALOG "KÜNSTLICHE INTELLIGENZ"
Fomento da consciência metalinguística como preparação a fases de aprendizagem autônoma em PLE: a pragmática e a oralidade
Workshop gehalten am 13.06.2023 im Rahmen des Erasmus+ Blended Intensive Programme ENSINAR PORTUGUÊS LÍNGUA NÃO MATERNA: CRUZAR EXPERIÊNCIAS, MULTIPLICAR RECURSOS (TEACHING PORTUGUESE AS A FOREIGN LANGUAGE: CROSSING EXPERIENCES, MULTIPLYING RESOURCES), 12.-16.6.2023, Faculdade de Letras, Universidade do Porto / Portugal
Alumni-Woche „WHZ - International 2023“ - Bildung internationaler Netzwerke
Leistungselektronik und Sensorik für Brennstoffzellensysteme
2. HZwo Workshop
AGI Development via Neural Tensor Formats - Contextual Adaption
AGI Development via Neural Tensor Formats - Contextual Adaption
An efficient architecture for the development of artificial general intelligence by means of neural tensor format representation; Part one: contextual adaption
Mit strukturierten Daten zum Erfolg
Potential von Künstlicher Intelligenz beim Notruf
KI und die Rolle von Daten
Werth-Techniktag 2023 (Frühjahr)
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
Design und Entwicklung von Smartphone-Apps mit Android 2022
Glauben und Wissenschaft - Israel
Eine Smartphone-App Selbst Entwickeln 2022 Workshop
Sprachentag Christoph-Graupner-Gymnasium Kirchberg
(gemeinsam mit: Phoebe Geiger, Kathleen Körner, Susann Müller, Nadine Rentel, Thomas Rink-Neave, Chung Wen, Samuel Werner)
Künstlich – Menschlich – Intelligent: Workshop zu Künstlicher Intelligenz
Künstliche Intelligenz und maschinelles Lernen - Einsatz in der Produktion
Vorstellung des Projekts: Künstlich und Menschlich Intelligent (K-M-I) – Kompetenzzentrum für Transformierte Arbeit in Westsachsen
Grübelst Du noch oder forscht Du schon?
10th Workshop on Graph Classes, Optimization, and Width Parameters - GROW 2022
Führungskräfteseminare zum Thema Konfliktmanagement
15. Auswärtsseminar
AG Optische Technologien
Der Einsatz von Gewaltfreier Kommunikation in der hochschulischen Ausbildung von Pflegekräften
Fomento da consciência metalinguística como preparação a fases de aprendizagem autônoma em PLE: a pragmática e a oralidade
Workshop gehalten im Rahmen des ERASMUS-Blended Intensive Programmes :"Ensinar Português Língua Não Materna: cruzar experiências, multiplicar recursos" , Faculdade de Letras, Universidade do Porto, 22.06.2022 -01.07.2022
Alumniwoche 2022 - „WHZ - International 2022“ - Bildung internationaler Netzwerke
Abendvortrag: "Die Macht des Universums auf der Erde - Wie 'Plasma' unseren Alltag begleitet"
Digitales Didaktisches Dinner - Technisches Deutsch international
Ingenieurfachsprache Fokus Deutsch im Maschinenbau
KI - Was?, Wie?, Wo? Einführung zum Verständnis von KI-Anwendungen
Sprache und Identität im Unterricht
Workshop gehalten gemeinsam mit Nadine Rentel am 24. Mai 2022 im Rahmen des DAAD-JAHRESSEMINAR FÜR LEKTORINNEN UND LEKTOREN IN FRANKREICH: „MEHRSPRACHIGKEIT?“, 22.5 - 26.5.2022, ANCIEN MONASTERE DE SAINTE-CROIX, Sainte-Croix / Frankreich
Die Zukunft der Mobilen App-Entwicklung
Projektwerkstatt Mikrostrukturierte Oberflächen
1 min-Pitch über Plasma und medizinische Oberflächen
Dynamic Traffic Models in Transportation Science
Dagstuhl Seminar 22192
Live-Coding with Android 2022
Vortrag Energie Desaggregation mittels Maschinellen Lernens: Entwurf und Realisierung eines effizienten Klassifikators
Ein praktischer Einblick in die Verwendung interaktiver Display-Technologie
Lerncamp
Beitragstitel: "Marvel Cinematic Universe: Infitiy-Steine und Multiversum - Alles nur Fantasie?!"
Werth-Techniktag 2022
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
Elektrophysikalische Mauertrockenlegung
Lehrerfortbildung (Sachsen): "Plasma – eine wundervolle Welt und Grundlage unserer modernen Technologien"
Glauben und Wissenschaft wie passt das zusammen?
5. Digitales Didaktisches Dinner -DaF
Licht in Natur, Technik und Gesellschaft
Elektrophysikalische Mauertrocknung - von der Physik in die Praxis
4. Digitales Didaktisches Dinner
Fachdidaktik DaF
Die Design und Entwicklung von Smartphone-Apps mit Android
Germanistik Digital 2. Internationales Projekttreffen
Wirtschaftskommunikation in Wissenschaft und Praxis
14A. Auswärtsseminar der AG Optische Technologien
Applied Photonics
Summerschool
Live-Coding with Android 2021
2 Digital Didactic Dinner (English)
3. Digitales Didaktisches Dinner
Wearables – Gesunde Arbeitsplatzgestaltung
Wirtschaftsdialog KI - MIKOMI
Wirtschaftskommunikation in Wissenschaft und Praxis - Fokus Deutsch
Vortrag im Zweig der Geellschaft für deutsche Sprache Bratislava
1 Digital Didactic Dinner (English)
Further Qualification for English Lecturers
2. Digitales Didaktisches Dinner (Fachdeutsch)
Weiterbildung für Sprachlehrkräfte DaF - Fokus International
1. Digitales Didaktisches Dinner (Fachdeutsch)
Deutsch als Fach- und Fremdsprache
Workshop Zukunftswerkstatt Krankenhausgesetz Sachsen
Vortrag Technologische Entwicklungen
Alumniwoche 2020 - Bindung internationaler und nationaler Alumni
Fortbildungsveranstaltung für Alumni aus Zentralasien und Europa
Maschinelles Lernen und künstliche Intelligenz - Strategien für Unternehmen
Künstliche Intelligenz - Einsatz in der Produktion
Künstliche Intelligenz - Einsatz in der Produktion
Das Projekt IVoTeG - Möglichkeiten des Rollout mit weiteren Partnern im Vogtland
Pflegekolleg 2020 - "Kommunikation"
"Kommunikation zwischen Teams - (K)ein Zufall?
Basel III – Eigenmittel
IFRS-Bankentagung 2019
Basel III Finalisierung, Basel IV, MREL und IFRS 9
IFRS für Banken
IFRS-Jahrestagung 2019
Android Coding Day
{Mit programmieren die Region verändern}
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
„Unterstützende und entspannende Verfahren der Naturheilkunde für die Pflege“
Werth-Techniktag 2019
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
Expertenwissen für die Fabrik der Zukunft
Impulsworkshop
Neuerungen UGB und AFRAC
Data Science für Schulen
Computer Vision with Convolutional Neural Networks (WHZ)
Lehrerfortbildung
Strukturwandel in der sächsischen Textilindustrie
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
„Süchte – Abhängig? Wie kommt das, wie erkenne ich es bei mir und meinen Mitmenschen und was kann ich dagegen tun?“
13. Auswärtsseminar der AG Optische Technologien
Introduction to Reinforcement Learning (Robert Bosch GmbH Zentrum für Forschung und Vorausentwicklung in Renningen )
Computer Vision with Convolutional Neural Networks (Robert Bosch GmbH Zentrum für Forschung und Vorausentwicklung in Renningen )
Einführung Maschinelles Lernen
Programmier-Workshop
Java-Programmierung für Schüler
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
„Therapiezieländerung/Therapiebegrenzung am Lebensende?“
EFDS-Workshop: Oberflächenmodifikation und Endbearbeitung additiv-gefertigter Bauteile - SurfAM
Beitragstitel: "Oberflächenbearbeitung 3D-gedruckter Teile mittels Plasmapolitur" (eingel. Vortrag)
Sprachliche und kulturelle Kompetenzen im Französischunterricht. Eine Fortbildung für LehrerInnen für Französisch an Gymnasien
Komplex und dennoch beherrschbar — Moderne Softwareentwicklungsmethoden
Seminar zur DAAD-Alumni-Woche „WHZ - International 2019“
Alumniwoche 2019 - Bindung internationaler Alumni
Fortbildungsveranstaltung für Alumni aus Zentralasien und Europa
Workshop Robotik
Basel III Finalisierung, Basel IV, MREL und IFRS 9
Alumni Sonderprojekt - Phase II
Besuch einer Messe oder eines Fachkongresses von
Clean sweeping the modeling languages jungle
Seminar zur DAAD-Special-Alumni-Woche „Alumni Special Event 2019“
Alumni - Sonderprojekt - Phase I
Weiterbildung an einer deutschen Hochschule
IFRS für Banken
Einführung Unity 3D
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
„Teilen – Mörsern – Schlucken“ Wie funktioniert richtige Arzneimittelanwendung?
Workshop Unity3D
Informatik-Workshop
Programmier-Workshop für Schüler
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
Schmerztherapie in der Palliativbetreuung
Basel III Finalisierung, Basel IV, MREL und IFRS 9
Konzept und Testergebnisse einer sensorbasierten Arbeitsanalyse aus dem Projekt midas KMU
Fabrik der Zukunft – Chancen und Risiken
Impulsworkshop
Dünne Schichten in der Mikro- und Nanotechnik
Entwicklung einer Messe-App
Regionalisierung der Wirtschaftlichkeitsprüfung - Ende der Regresse?
Vortrag im Rahmen der KardioVision 2018
Werth-Techniktag 2018
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
Pflegekolleg 2018
„Humor bis zum Schluss“
IFRS für Banken
Introduction to Software Engineering
Neuerungen UGB und AFRAC
Rechtliche Rahmenbedingungen des Arbeitsschutzes im Gesundheitswesen
Online-Vortrag
Alumni erzählen über ihre Auslandserfahrungen WS 2018/19
Update Impfrecht
Vortrag im Rahmen des Dresdner Impftags
11. Treffen des Netzwerks „Mathematik/Physik + E-Learning“
IFRS – UGB – Aufsichtsrecht, Wohin geht die Rechnungslegung?
Fachbereichstag Physikalische Technik
Plenarsitzung
Robotik-Workshop
MINT-Fortbildungskurs für US-amerikanische Deutschlehrer der American Association of Teachers of German (AATG) zum Besuch an der WHZ (Leitung Ines Busch-Lauer)
Programmier-Workshop
Java-Programmierung für Schüler
Bankenaufsichtsrecht in der Praxis
Basel III – Eigenmittel
Pflegekolleg2018
„Verblisterung – Apotheke in der stationären und ambulanten Pflege“
Modern Software Development with DCI
Seminar zur DAAD-Alumni-Woche „WHZ - International 2018“
Pflegekolleg 2018
„Qualitätsmanagement nach neuer Reform DIN EN ISO 9001:2015“
Software Modelling for Humans
Vortrag zum Festival of Learning Europe 2018
Sprachmittlung im Krankenhaus
Fortbildung im Rahmen des Sprach- und Kulturmittlerdienstes Zwickau gehalten am 12.04.2018
IT Design Makers Workshop
Basel III Finalisierung, Basel IV, MREL und IFRS 9
Neuerungen UGB und AFRAC
Pflegekolleg 2018
„Datenschutz in Pflegeeinrichtungen unter Berücksichtigung der EU-Datenschutzgrund-verordnung.“
Studienpraktika für Studenten und Dozenten des Turkmen State Institute for Transport and Communication, Ashgabat, Turkmenistan
Pflegekolleg 2018
„Teamarbeit – (k)ein Problem“ – Warum Mobbing unnötig ist.
Basel III – Eigenmittel
IFRS-Bankentagung 2017
IFRS 9 und Stresstest
Perspektiven des Studium generale
Workshop im Rahmen der Tagung "Studium generale - Praxis, Potentiale, Perspektiven"
Interkulturelle Kommunikation
Workshop für internationale Studierende im Rahmen des Programms Study and Stay
Einführung in die Deutschlandstudien / Introduction into German Studies (Leitung: Martin Bauch)
Workshops für internationale Studierende, Mitarbeiter, Verwaltungspersonal (11./12.,18./19.,25./26.11.2017)
Werth-Techniktag 2017
Seminar zur Multisensor-Koordinatenmesstechnik in Kooperation mit Werth Messtechnik GmbH
IFRS-Jahrestagung 2017
Zur Entwicklung einer offenen Fehlerkultur in Organisationen der Wohlfahrtspflege.
Neuerungen UGB und AFRAC
Developing English Curricula for Master Students of Computer Science at Two Kyrgyz Universities
(Weiterbildungsreihe für Dozenten)
Phonetik im DaF-/DaZ-Unterricht (Workshop-Leitung Anne Potzel)
DaF-/DaZ-Tag des Sächsischen Volkshochschulverbandes e. V. in Dresden
Stärken und Schwächen neuerer objektiver Messverfahren und -technik für die Arbeitssystembewertung und Gefährdungsbeurteilung
Ergebnisse diverser Vorstudien und des Projekt midasKMU
MINT-Fortbildungskurs für US-amerikanische Deutschlehrer der American Association of Teachers of German (AATG) zum Besuch an der WHZ
(Leitung Anne Potzel)
Einstufung und Prüfungsvorbereitung in den Sprachkursen (Workshop-Leitung: Anne Potzel)
im Rahmen der Tagung "Deutsch für geflüchtete Studieninteressierte" an der Frankfurt University of Applied Sciences
Bildungs- und Fachsprachenunterricht (Workshop-Leitung: Martin Bauch)
Folgetagung "Deutsch für geflüchtete Studieninteressierte", Hochschule Frankfurt a.M. (9.06.2017)
Kurzexkursion nach Chemnitz
4. Semester Textilkunst/Textildesign besucht Kunstsammlungen (Textilsammlung) Chemnitz
Exkursion nach Rieth/Vorpommern
Aquarellkurs -Landschaftsporträts, Tagesexkursion nach Stettin
Exkursion zur Messe Techtextil in Frankfurt
Studenten der Studienrichtung Textilkunst/Textildesign bekommen Einblick in das gesamte Spektrum der Einsatzmöglichkeiten textiler Technologien.
Studienpraktika für Studenten und Dozenten der Kazkah-American Free University Ust Kamenogorsk, Ost-Kasachstan
Basel III – Eigenmittel
Exkursion zum Fraunhofer-Institut für Werkzeugtechnik und Umformtechnik Chemnitz
In Zusammenarbeit mit der Firma Khalil Automotive setzen sich die Studierenden der Studienrichtung TK/TD mit dem neuartigen Werkstoff Aluminiumschaum auseinander. Die Studierenden arbeiten unter Designgesichtspunkten mit dem textilfremden Material. Ziel ist es, neue ästhetische Reize durch experimentelle Oberflächen zu generieren und zu neuen, innovativen optischen Effekten zu gelangen
Das neue Basel-Paket
Exkursion nach Plauen
Studienrichtung Textilkunst/Textildesign beim aktuellen Praxispartner (Firma Sensuna GmbH)
Nicht-professionelles Gesprächsdolmetschen im Gesundheitswesen
(Seminar im Rahmen der DAAD-Kurzzeitdozentur an der Université de Yaoundé I, Yaoundé / Kamerun)
Interkulturelle Pragmatik
(Seminar im Rahmen der DAAD-Kurzzeitdozentur an der Université de Yaoundé I, Yaoundé / Kamerun)
Modalität im Deutschen
(Seminar im Rahmen der DAAD-Kurzzeitdozentur an der Université de Yaoundé I, Yaoundé / Kamerun)
Basel III – Eigenmittel
Bankenaufsichtsrecht in der Praxis
IFRS-Bankentagung 2016
Thementag "Diversität und Beratung", Engagement und Rechtskenntnis - die Zutaten für einen erfolgreichen Studienstart Geflüchteter
Workshoporganisation und -leitung Anne Potzel
IFRS-Jahrestagung 2016
Exkursion Universität Rostock, Institut für Physik
Exkursion innerhalb des Projektes "Astrolab", 7. Semester
Exkursion Zwickauer Kammgarn GmbH
Firmenbesichtigung und Rundgang, 1. Semester
Zertifikatslehrgang Tribologie und Schmierungstechnik
Schmierstoffe in technischen Anwendungen
Bauhaus Walk
Exkursion an den Geburtsort des Bauhauses, 3. Semester
Plakatworkshop
Gastdozentin Verena Gerlach
IFRS 9 aus aufsichtlicher Sicht
Gastvortrag "Was hat Mode mit Menschenrechten zu tun?"
Gastdozentin Vivien Tauchmann, Mitarbeiterin des Entwicklungspolitischen Netzwerkes Sachsens e.V. (ENS), Kampagne für Saubere Kleidung (CCC)
Basel III – Eigenmittel
Bankenaufsichtsrecht in der Praxis
Gerontologie und demografische Entwicklung.
3. BGM Netzwerktreffen, Welser Gesundheitsmanagement
Exkursion nach Rieth/Vorpommern
Aquarellkurs - Rückblicke auf die Aquarellkunst Dürers, Turners, Delacroix‘, Klees, Mackes und sowie Noldes
Intensiv-Workshop "Collection Portfolio"
Prof. Bárdos zu Gast an der HAMK University of Applied Science, Finnland
"Filzen"
Workshop mit Dipl.-Designer Annina Hohmuth
Workshop Technologie zum Projekt "Urban Mobility Y"
Stefan Marchar, Mitarbeiter technologischer Support W.L.Gore & Associates GmbH
"Buchbinden"
Workshop mit der Dipl.-Buchkünstlerin Susanne Nickel
Exkursion zu Bekleidungs- und Textilfirmen in Apolda mit Studierenden des 2. Semesters
Firmen: Kasee / Strickchick / Lederatelier Apolda
Leder-Workshop
Gastdozentin: Kathi Tulonen, HAMK Finnland
Basel III – Eigenmittel
IFRS-Jahrestagung 2015
Bankenaufsichtsrecht in der Praxis
Wenn die Pflege zur Belastung wird - Berufskrankheiten bei Pflegenden
Das Cranach’sche Kunigundenretabel in der St. Katharinenkirche, Zwickau
"Was ist professiones Übersetzen" ?
Werth Seminar Koordinatenmesstechnik
Bewegung und kognitives Lernen
Bankenaufsichtsrecht in der Praxis
Kick-off Workshop Integrated International Master Programme “Road Traffic Engineering”
Basel III – Eigenmittel
Pragmática Intercultural
(Workshop für Lehrende und Studierende im Bereich Portugiesisch als Fremdsprache im Rahmen der Tagung: "II Congresso de Português Língua Internacional & XI Encontro de Português Língua Estrangeira do Rio de Janeiro")
Exkursion nach Berlin
Mitarbeiterinnen und Mitarbeiterzufriedenheit in der Pflege
Intensiv-Workshop "Storytelling Portfolio"
Prof. Bárdos zu Gast an der HAMK University of Applied Science Finnland im Rahmen des Double Degree Fashion Design
"Maritime Lifestyle"
Stefan Marchar, Mitarbeiter technologischer Support W.L.Gore & Associates GmbH
Palliativ oder supportiv - wohin gehören die G-CSF?
Fortbildungsreihe der TEVA „G-CSF – sicherer und effektiver“, Dresden
Leder-Workshop
Gastdozentin: Kathi Tulonen, HAMK Finnland
Exkursion im Rahmen des Projektes "Maritime Lifestyle"
Recherche in München, Projekteinführung und Firmenbesichtigung Firma W.L.Gore & Associates GmbH
Didaktik
Exkursion 1. Semester
Strumpfwerke Lindner GmbH, Ch. Pinkert Textilmaschinen GmbH, Strickmoden Bruno Barthel GmbH, Textilmuseum
Exkursion zu Strickerei-Firmen mit Studierenden des 1. Semesters
Firmen: Lindner, Firma Pinkert Machines Chemnitz, Irrgang, Maximo, Industriemuseum Crimmitschau
Praxis der bankenorientierten Berichterstattung auf Basis eines GuV- und Cash Flow-Controllings
Dipl.-Kfm. (FH) David Schüppel, David Schüppel Consulting, Zwickau; im Rahmen des Wahlpflichtfachs Controllingpraxis WIW 531
Basel III – Eigenmittel
IFRS-Bankentagung
IFRS-Jahrestagung 2014
Vakuumtechnik für Labor- und Technikums-Anwendungen
Aktuelle analytische Accounting-Forschung
Univ.-Prof. Dr. Dr. Georg Schneider, Universität Paderborn, Gastvorlesung
Steuerungs- und Transferpreissystem bei SIEMENS Healthcare
Dr. Björn Baltzer, SIEMENS AG, München; im Rahmen des Wahlpflichtfachs Controllingpraxis WIW 531
Exkursion im Rahmen der Projektarbeit zur Landesgartenschau
Jochen Heinz, Geschäftsführer Landesgartenschau Oelsnitz/Erzgebirge
3. Statusmeeting FMstar
Mathematik in Forschung und Lehre
Beratungs- und Unterstützungsangebote zur Integration von Studierenden und Hochschulabsolventen in Unternehmen durch regionale Institutionen
Regionalkonferenz Wissenschaftsraum Chemnitz, Workshop 4
Job Factory – Führungskompetenz
Workshop, 8. Durchlauf, 15.-19.09.2014
Summerschool for Turkmenian Students In Kooperation mit dem DAAD und der Deutschen Botschaft Ashgabat, 24. - 28.07.2014
Verhältnis Steifigkeit zur Masse – immer höher oder gibt es vielleicht ein Optimum?
Vortrag im Rahmen Workshop Kompositbauweise mit Gernot Wagner
Kompositbauweise bei Gitarren
mit Gernot Wagner
Job Factory – Projektmanagement
Job Factory – Soft Skills
Workshop II, 6. Durchgang, 20. - 22.06.2014
Job Factory – Soft Skills
Workshop I, 6. Durchgang, 14. - 15.06.2014
Workshopreihe „Interkulturelle Kompetenz“
USA
Workshopreihe „Interkulturelle Kompetenz“
Schweden
Workshopreihe „Interkulturelle Kompetenz“
Bulgarien
Intensiv-Workshop "Storytelling Portfolio"
Prof. Bárdos zu Gast an der HAMK University of Applied Science Finnland im Rahmen des Double Degree Fashion Design
Workshopreihe „Interkulturelle Kompetenz“
China
Workshopreihe „Interkulturelle Kompetenz“
China
Workshopreihe „Interkulturelle Kompetenz“
Theorieteil
Meine Sprache = Deine Sprache? Schüler erforschen Sprachdynamik
Projektpräsentation zu DENKWERK (zusammen mit Romy Waitz)
Functional Ridingwear
Lutz Biewer, Global Business Leader Sportswear, W.L.Gore & Associates GmbH
Functional Ridingwear
Stefan Marschar, Mitarbeiter technologischer Support W.L.Gore & Associates GmbH
Projekt-Workshop des Hochschulkonsortiums „Verbesserung der Lehr- und Studienbedingungen an der Deutsch-Kasachischen Universität (DKU) – insbesondere durch den Einsatz moderner Technologien“
Vorstellung u. Ergebnisse des Intensivprogrammes „Smart Home 2014“ in Finnland
Vorstellung u. Ergebnisse des Intensivprogrammes „Smart Home 2014“ in Finnland
dies academicus
Workshopreihe „Interkulturelle Kompetenz“
Zither
Workshopreihe „Interkulturelle Kompetenz“
Theorieteil für Fernstudenten
Job Factory - Führungskompetenz
Workshop II, 7. Durchgang
Job Factory - Führungskompetenz
Workshop I, 7. Durchgang
Kathi Tulonen – Dozentin HAMK
Leder-Workshop
Denglish - More than just a slip of tongue
Schulkooperationsprojekt
2. Statusmeeting FMstar
Exkursion im Rahmen des Projektes "Functional Ridingwear" mit Studierenden des 4. Semesters
Storecheck München und Projekteinfürhung + Firmenbesichtigung in der Firma W.L. Gore & Associates GmbH
Controlling und SAP
Dipl-Kfm. (FH), MBA Frank Zimmermann, Senior Project Manager, Horvàth & Partners Management Consultants, Zürich; im Rahmen des Wahlpflichtfachs Controllingpraxis WIW 531
Bibliothek im Dialog mit Wissenschaft & Technik, Kunst & Kultur, Wirtschaft & Politik
CIM-Seminar: Entdeckungsreise in eine Welt der Keramik „Keramikspritzguss - komplexe Bauteile in 3D“
Technologiekette - vom Werkstoff bis zur Anwendung
Performance Improvement with Controlling
Dipl.-Kfm. O. Schmidt, CFO Shanghai Volkswagen, Shanghai im Rahmen des Wahlpflichtfachs Controllingpraxis
Webinar zum Thema "Nachhaltigkeit"
Gastdozentin Claudia Kersten - Marketing Direktorin, GOTS -Global Organic Textile Standard
IFRS-Jahrestagung 2013
IFRS-Bankentagung 2013
Das Kunigundenretabel aus der Werkstatt Lucas Cranachs des Älteren in der Zwickauer St. Katharinenkirche
interdisziplinäres Forschungs- und Publikationsprojekt, St. Katharinen
Aktuelle Entwicklungen zur Bilanzierung von Finanzinstrumenten
Exkursion nach Berlin, Besuch Berliner Stadtmission Berlin + Upcycling Fashion Store Berlin
Veranstaltung im Rahmen des Projektes "Upcycling-Project"
Aufbau-Workshop zum Thema Existenzgründung an der KSUCTA
7. Auswärtsseminar der AG Optische Technologien
Workshop Restaurierung von Streichinstrumenten
Workshop Optische Mess- und Fertigungstechnik für die Praxis
1. Geschäftsideenwettbewerb an der WHZ
Prämierungsveranstaltung
Workshop „Oberflächenfunktionalisierung“ im STFI im Rahmen des Projektes „A Smart Connection“
R. Bochmann, Sächsisches Textilforschungsinstitut (STFI)
Workshop „Risikocontrolling“ mit Studenten und Praktikern
Strategisches Controlling der EADS Elbe Flugzeugwerke Dresden
Dipl.-Kfm. K. Mielenz, Leiter Strategisches Controlling & Business Development, EADS Dresden, im Rahmen der Veranstaltung Controlling
Intensiv-Workshop "Storytelling Portfolio"
Prof. Bárdos zu Gast an der HAMK University of Applied Science Finnland im Rahmen des Double Degree Fashion Design
Aktuelle Entwicklungen zur Bilanzierung von Finanzinstrumenten
Technologie-Workshop im Rahmen des Projektes „Urban Scooter“
Stefan Marschar, W.L. Gore & Associates GmbH
Workshop „Oberflächenfunktionalisierung“ im STFI im Rahmen des Projektes „A Smart Connection“
Dr. H. Illing-Günther, Sächsisches Textilforschungsinstitut (STFI)
Workshop zum Thema Existenzgründung/Aufbau eines Gründerzentrums an der KSUCTA, Staatl. Universität für Bauwesen, Transportwesen und Architektur
Gastvorträge und Meetings im Rahmen des Projektes "Golfwear", 4. Semester
Gastdozent David Cardew, Firma David Leadbetter Golf Academy, München
Projektcontrolling im Anlagengeschäft
Dipl-Kfm. R. Nohe, Siemens AG, München im Rahmen des Wahl- pflichtfachs Controllingpraxis
Strategisches Controlling auf Basis der Balanced Scorecard
in Kooperation mit Oliver Schmidt – CFO Shanghai Volkswagen
LIAN-Workshop 2012
Nano- und Oberflächentechnologien
LIAN-Workshop 2012
Nano- und Oberflächentechnologien
LIAN-Workshop 2012
Nano- und Oberflächentechnologien
Controlling und Beratung von Klein- und Kleinstunternehmen
Fachvortrag Wahlpflichtfach Controllingpraxis in Kooperation mit StB S. Schnabel
MessePrepare, Professioneller Vortrag zur Vorbereitung auf Karriere-Messen
IFRS-Bankentagung 2012
Design-Workshop with YKK-products
Gastvorträge und Meetings im Rahmen des Projektes "Upcycling Project", 3. Semester
Gastdozentin Luise Barsch, Gründerin des First Upcycling Fashion Store in Berlin, eigenes nachhaltiges Modelabel ALUC
Bibliothek im Dialog mit Wissenschaft & Technik, Kunst & Kultur, Wirtschaft & Politik
Fortführung der Vortragsreihe
Die pädagogische Persönlichkeit oder wie ich meine Studierenden begeistere
Workshop Hochschuldidaktik
Nationale Mitarbeiterschulung für die Firma Walter AG
Restaurierung
Tonabnahme und Tonabnahmesysteme
Job Factory - Intercultural, Sprach- und Kommunikationskompetenz
1. Durchgang
Job Factory - Soft Skills
Workshop II, 2. + 3. Durchgang
Erfolgreich Online Bewerben - Professioneller Vortrag zur Online-Bewerbung
Job Factory - Führungskompetenz
Workshop II, 3. Durchgang
Bogenbau
Job Factory - Intercultural, Sprach- und Kommunikationskompetenz
1. Durchgang
Workshop „Zither“
Job Factory - Soft Skills
Workshop I, 2. + 3. Durchgang
Job Factory - Führungskompetenz
Workshop I, 3. Durchgang
Job Factory - Intercultural, Sprach- und Kommunikationskompetenz
1. Durchgang
Job Factory - Führungskompetenz
Workshop II, 2. Durchgang
6. Auswärtsseminar der AG Optische Technologien
Job Factory - Intercultural, Sprach- und Kommunikationskompetenz
1. Durchgang
CDHAW Fachkoordinatorentreffen
Workshops für Ausbildungsprojekt
Bibliothek im Dialog mit Wissenschaft & Technik, Kunst & Kultur, Wirtschaft & Politik
In Zusammenarbeit mit Frau Dr. Leistner/Frau Grimm, Direktorin der Hochschulbibliothek der WHZ mit insgesamt 6 Vorträgen
IFRS-Jahrestagung 2010
Tagung "Methodische Vielfalt Interkultureller Kommunikation an deutschen Hochschulen"
In Zusammenarbeit mit: Prof. Dr. Gabriele Berkenbusch/Vasco da Silva
Bibliothek im Dialog mit Wissenschaft & Technik, Kunst & Kultur, Wirtschaft & Politik
Etablierung der Vortragsreihe in Zusammenarbeit mit Frau Dr. Leistner, Direktorin der Hochschulbibliothek der WHZ
Workshop: “Kommunikative Grammatik unter Berücksichtigung von Lerntechniken und interkulturellen Fragestellungen”
Workshop für Deutschlehrer, Universidade Federal do Pará (UFPA), Belém, PA / Brasilien
Workshop: Hörverstehen
Workshop für Deutschlehrer, Universidade Federal do Pará (UFPA), Belém, PA / Brasilien
Oportunidades de Estudo e Pesquisa na Alemanha
(gemeinsam mit Luiz Bevilacqua, Rektor der Universidade Fedral do ABC und Marcio Weichert, DAAD - Sao Paulo)
Workshop: Die Blaue Blume
Fortbildung für Deutschlehrer, Goethe-Institut São Paulo (gemeinsam mit: Salete Aquino, Janice Belter, Paulo Oliveira und Kathrin Schweiger)
La réunification allemande: aspects et problèmes actuels
Workshop für Deutschlehrer der Académie Metz-Nancy (gemeinsam mit: Ria Müller, Gunther Verheyen und Kerstin Wiedemann), Université Nancy 2, Nancy/ Frankreich
Pflegekolleg 2019 - "Bunte Pillen" in der Pflege
„Behandlung häufiger Hauterkrankungen bei Pflegebedürftigen“ + Tipps zur Hautpflege für die Pflegenden selbst
2. Fachaustausch "Arbeit mit Kindern von psychisch kranken Eltern" in Kooperation mit dem Arbeitskreis "Ambulante Hilfen zur Erziehung" im Landkreis Zwickau
APMS 2024 Conference: Production Management Systems for Volatile, Uncertain, Complex and Ambiguous Environments
Herausforderungen und Auswirkungen kultureller Missverständnisse: linguistische, juristische und translationswissenschaftliche Perspektiven
Entwicklung und Umsetzung eines Konzeptes zur digital gestützten Trendanalyse von Arbeitsmerkmalen und Gesundheit
1. AKS-Workshopwoche: Aus der Praxis für die Praxis
Online-Tagung, Ko-Organisation im bundesweiten Team
IfM Symposium in Kooperation mit dem VDI
Virtualität als Triebfeder sprachlich-textueller Evolution. Sektion auf dem XXXVII. Romanistentag an der Universität Leipzig
Designing e-mobility - Termini zwischen Wallbox, Schnellladepark & Laternenladen
15. Deutscher Lusitanistentag zum Rahmenthema: Portugiesisch: globale Sprache des 21. Jahrhunderts - Kulturen, Literaturen, Wissenschaft und Wirtschaft ,
Westsächsische Hochschule Zwickau 19.-23. September 2023
23rd International Summer School on Vacuum, Electron and Ion Technologies
9. Internationale Tagung zur Kontrastiven Medienlinguistik. Argumentation, Persuasion und Manipulation in Medientexten und -diskursen.
Minisymposium "Machine Learning for Inverse Problems in Medical Imaging" (im Rahmen der AIP Conference 2023)
20th Plasma Technology Conference
Simulation des Fließverhaltens von nichtspherischen Partikeln
Die Rolle der Praxisanleiter in der hochschulischen Ausbildung von Pflegekräften
International Exchange on Distant, Blended and Online Education and Learning
with participation at Online Educa Berlin Trade Fair and Conference
LIAN Workshop - Funktionale Oberflächen
FVEE Jahrestagung
Forschung für die Wärmewende – klimaneutral, effizient und flexibel
(gemeinsam mit Liliane Santos, Université de Lille): AT043 SIMPÓSIO ONLINE SIMULTÂNEO 43 - Para Além da Gramática Tradicional : Novas Concepções de Gramática e Novas Abordagens do Ensino de PLNM
im Rahmen der Tagung: VIII SIMELP - Simpósio Mundial de Estudos de Língua Portuguesa, 4 a 7 de outubro de 2022, Universidade de Sao Paulo, ed. híbrida.
Future Materials
VEE Jahrestagung
Sachsens Industrie und die Erneuerbaren
Mehrsprachigkeit und Interkulturalität
Interkulturalität, Soziale Medien und die Arbeitswelt
Institut für Maschinenentwicklung - GRÜNDUNGSSYMPOSIUM
apexinspire - 3. Globaler Interdisziplinärer Kongress + Expo
XXVII. Erfahrungsaustausch Oberflächentechnologie mit Plasma- und Ionenstrahlprozessen
Beitragstitel: "Edge Abrasion by Plasma Electrolytic Processing"
Die Idee zum „ID“ – E-Mobilität als Thema im Fachkurs Technisches Deutsch
Muster in der Sprache der Ingenieurwissenschaften - Gingko (Geschriebenes ingenieurwissenschaftliches Korpus)
Tagung zu Lehrwerken für der B.A.-Chinesischunterricht an Hochschulen im deutschsprachigen Raum
Traduction et migration/ Translation und Migration
On the principles of plasma electrolytic polishing
6. Zwickauer Symposium „Sprache und Interkulturelle Kommunikation“ Westsächsische Hochschule Zwickau (WHZ), online, 5.-6. Juli 2021
Westsächsische Hochschule Zwickau (WHZ), online, 5.-6. Juli 2021
Digital Transformation Time SWS
Meet the expert 3: Beschaffung und Produktion schneller machen
Konzepte der Unternehmenssteuerung im Wandel der Zeit
Les mutations des discours médiatiques: approche contrastive et interculturelle/ Wandlungsprozesse in medialen Diskursen: kontrastive und interkulturelle Ansätze
Empirische Einzelstudien zu Kurztexten im öffentlichen Raum. Der Blick über sprachliche und kulturelle Grenzen
Decolonizing psychological research and theory: Where do we stand today?”
in Kooperation mit dem Hans Kilian and Lotte Köhler Center (KKC), Ruhr University Bochum und der Gesellschaft für Kulturpsychologie
Virtuelle Abschlusskonferenz im Projekt ProFit im Beruf
Fachlich-Digital-Regional: Wirtschaftsfachsprache Deutsch lehren und lernen
Virtuelle Konferenz im Projekt ProFit im Beruf - Fach- und Sprachsensibilisierung im Studium
PSE 2020
Beitragstitel: "Investigations on the two step process of plasma electrolytic based etching" (Poster)
Symposium Critical Incidents neu gedacht Teil 2
Symposium Critical Incidents neu gedacht Teil 1
IFRS 9 – Weitere Arbeiten der Bankenaufsicht
IFRS 9 Expected Credit Loss Modelling Masterclass 4.0
IFRS 9 Basel IV and current regulatory activities
AEPSE 2019
Beitragstitel: "Investigations on the effect of high voltage pulsed bias on coating deposition by HiPIMS" (Vortrag)
5. Zwickauer Symposium „Sprache und interkulturelle Kommunikation“ : Methoden zur Erforschung von Mehrsprachigkeit und IKK
24.-25. Juni 2019, Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
Nutzung von Wearables zur Durchführung arbeitsbegleitender Belastungs-/ Beanspruchungsanalysen
7. Symposium Produktionstechnik
Workshop: Mobil bis ins hohe Alter - Verschleißarme Implantate für die Hüfte
Mathematical Methods in Quantum Molecular Dynamics (Mathematisches Forschungsinstitut Oberwolfach)
The Convergence of Alternating Steepest Descent Optimisation in Tensor Format Representations
Regulatory expectations on the implementation of IFRS 9 and the impact on regulatory capital
Zukunftsvisionen der deutschen Sozialversicherung
Vortrag auf der Frühjahrstagung des Sächsischen Hausärzteverbandes e.V.
XXVI. Erfahrungsaustausch Oberflächentechnologie mit Plasma- und Ionenstrahlprozessen
Beitragstitel "Plasmabehandlung von Transportbändern im Lebensmittelbereich" (Vortrag)
Alternative Ansätze für den Einsatz von Wearables als Element der Belastungs-/Beanspruchungsermittlung
IFRS 9 Expected Credit Loss Modelling Masterclass 3.0
IFRS 9 and the regulatory treatment of accounting provisions
IFRS 9 implementation
IFRS 9 Expected Credit Loss Modelling Masterclass 2.0
IFRS 9 implementation and IFRS 17 transition planning
Language Learning & Tandem - Ergebnisse, Vorteile, Perspektiven
Chancen und Herausforderungen der Digitalisierung an der Hochschule Enjeux et défis du numérique pour l’enseignement universitaire 24.10. – 25.10.2018
Enjeux et défis du numérique pour l’enseignement universitaire/ Chancen und Herausforderungen der Digitalisierung in der Hochschullehre.
4. Zwickauer Symposium Sprache und Interkulturelle Kommunikation
IFRS 9 – Perspective of a regulator
Kulturbedingte Fehler in der Übersetzung/ L‘erreur culturelle en traduction.
DIESE KATEGORIE WIRD HIER DERZEIT NICHT FORTGESCHRIEBEN; SIEHE WWW.FH-ZWICKAU.DE/AKS -> AKTUELLES (inkl. ARCHIV)
Studium generale - Praxis, Potentiale, Perspektiven
(Programmkomitee und Posterpräsentation)
Neue Materialien und Verfahren für die Energie- und Umwelttechnik
Pflegekolleg 2017
"Bilder, die bleiben"- ein Dokumentarfilm über Abschied und Tod. Anschließend Gespräch und Diskussion zum Film.
Arbeitsgestaltung für eine älter werdende Belegschaft
Veransatltung der Fachkräfteallianz Vogtland
(gemeinsam mit Liliane Santos / Université Lille 3): Leitung des Symposiums 53: GRAMÁTICA COMUNICATIVA DA LÍNGUA PORTUGUESA
im Rahmen des VI SIMELP SIMPÓSIO MUNDIAL DE ESTUDOS DA LÍNGUA PORTUGUESA Escola Superior de Educação Instituto Politécnico de Santarém /Portugal, 24.-28. 10. 2017
Optimierung von Arbeitsschutz und Mitarbeitermobilität
Pflegekolleg 2017
"Du bist ja so komisch" - Verhaltensveränderungen bei neurologischen Erkrankungen
3. Zwickauer Symposium Sprache und Interkulturelle Kommunikation: Themenschwerpunkt: Flucht – Integration – Studium, 26.-27.6.2017, Zwickau, Westsächsische Hochschule Zwickau
Pflegekolleg 2017
Lebensbeziehungen - was im Sterben trägt
IFRS 9 – A regulatory perspective
Languages for Specific Purposes: Opportunities and Challenges of Teaching and Research,
1st International Scientific Conference of the Slovene Association of LSP Teachers (SDUTSJ LSP conference) (Programmkomitee)
MINT-DaF Impulse
Stand und Perspektiven der studienvorbereitenden und studienbegleitenden DaF-Ausbildung
7. HeilberufeSCIENCE-Symposium
Pflegekolleg 2017
Vernetzte Konzepte - ein notwendiger Baustein der pflegerischen Infrastruktur des Landkreises Zwickaus?
Pflegekolleg 2017
Neue Entwicklungen im Wundmanagement
Unterstützung von Gesundheitsschutz und Leistungsentwicklung durch temporären Einsatz eines modularen Systems von Komponenten der Augmented Reality (AR) mit Trackern für physisch-/psychische Parameter
Pflegekolleg 2017
Umgang mit Patienten, die multiresistente Erreger wie MRSA und ESBL haben, sowie Verhalten bei Infektionen mit Durchfallerregern wie Noro- und Rotavieren in der Häuslichkeit, in Pflegeeinrichtungen und Altersheimen. Erinnert die Weitergabe der Erreger an einen Wanderpokal?
"Kulturpsychologie und Interkulturelle Kommunikation"
Pflegekolleg 2016
Wenn Kinder nach dem Sterben fragen
4. Forschungsforum Mobilität
Oberflächentechnologien
Projektphase I: Einsatz akademischer Pflegemitarbeiter und Nursing Development Units (NDU) – Konzeptentwicklung
IFRS 9 Expected Credit Loss Model – A supervisory perspective
Pflegekolleg 2016
Depressionen im Alter und Suizidalität, insbesondere bei Bewohnern in Altenheimen und Pflegeeinrichtungen
2. Zwickauer Symposium Sprache und Interkulturelle Kommunikation: Themenschwerpunkt: „Mehrsprachigkeit und Interkulturelle Kommunikation“,
Westsächsische Hochschule Zwickau (WHZ), Campus Scheffelberg, 29.-30. Juni 2016
Pflegekolleg 2016
Die Ernährung in der palliativen Situation
Arbeitsgestaltung und Arbeitsschutz in der Welt von „Big Data“
imansys 2016
IFRS 9 Impairments in the Regulatory Spotlight
Pflegekolleg 2016
Farb- und Materialkonzepte im Gesundheitswesen
6. HeilberufeSCIENCE-Symposium
Pflegekolleg 2016
Umgang mit Anghörigen
„Activitytracker“ und Sportuhren als Element der arbeitswissen-schaftlichen Analyse
Pflegekolleg 2016
Resilienz oder "Das Stehaufmännchen-Prinzip"
Ambulante Sterbebetreuung - Ressourcen in der Gesellschaft
3. Giessener Sterbekongress
Industrie 4.0 : Anforderungen an die Arbeits- und Betriebsorganisation
REFA-Konfernez: "Die Arbeitswelt der Zukunft - mit REFA gestalten"
Die S3-Leitlinie Palliativmedizin- Atemnot
Pflegekolleg 2015 - "Leben mit Demenz"
Lebensraumgestaltung für Demenzpatienten
Spiel und mathematische Bildung
Die Selbstvermessung der Arbeitswelt
Bestandsaufnahme: Sind der Einsatz von Smartphone, Tracker und Wearables für die Arbeitswissenschaft Fluch oder Segen
Pflegekolleg 2015 - "Leben mit Demenz"
Wie viel Tod verträgt der Mensch
Face revisited: a valid concept for cultural and linguistic diversity?
Panel organisiert gemeinsam mit Ulrike Schröder (UFMG, Belo Horizonte / Brasilien), Bernd Meyer (U Mainz) und María Bernal (U Stockholm) im Rahmen der 14th International Pragmatics Conference, (26.-31.07.2015), Universiteit van Antwerpen / Belgien
1. Zwickauer Symposium "Sprache und Interkulturelle Kommunikation", Westsächsische Hochschule Zwickau, Fakultät Angewandte Sprachen und Interkulturelle Kommunikation, 7.-8. Juli 2015
Pflegekolleg 2015 - "Leben mit Demenz"
Scherzerfassung bei Demenz
3. Forschungsforum Mobilität
IFRS 9 Expected Credit Loss Model
Lehrergesundheit
3. Zwickauer Pflege und Gesundheitswissenschaftliches Symposium
Ambulante Palliativversorgung onkologischer Patienten
5. HeilberufeSCIENCE-Symposium
Pflegekolleg 2015 - "Leben mit Demenz"
Angehörigenunterstützung beim Umgang mit Demenzpatienienten
Messung von Arbeitsumweltfaktoren für Jedermann mittels Smartphone
Wenn DaF auf MINT trifft – Integriertes Fach- und Sprachenlernen am Beispiel „Technisches Deutsch“ an der Westsächsischen Hochschule Zwickau
Pflegekolleg 2015 - "Leben mit Demenz"
Diagnose Demenz - und dann?
Feierliche Einweihung des sanierten Versuchsfeldes IfP
Zwischen Smartphone und Big Data – Wie sieht Fachkommunikation 3.0 aus?
Pflegekolleg 2014
Aromatherapie
Neue Verfahren und Materialien für Energie- und Umwelttechnik
Die Erneuerung des Wurzener Doms 1931/32 und 1933
Chronologie und Prosopografie
Political discourse in the Romance speaking countries:
new perspectives at the crossroads of linguistics and social sciences, Stockholm University (Internationale Tagung, gefördert vom Vetenskapsrådet, Stockholm / Schweden)
Präsentation von Forschungsleistungen zum Straßen- und Verkehrskongress in Leipzig
Pflegekolleg 2014
Festveranstaltung zum 10-jährigen Bestehen der Vorlesungsreihe Pflegekolleg
Sprachgebrauch im Kontext
Sektion organisiert gemeinsam mit Ulrike Schröder (UFMG, Belo Horizonte / Brasilien) und Monica Savedra (UFF, Niterói / Brasilien) im Rahmen des 15. KONGRESS DES LATEINAMERIKANISCHEN GERMANISTENVERBANDES / XV Congresso da Associação Latino-americana de Estudos Germanísticos / XV Congreso de la Asociación Latinoamericana de Estudios Germanísticos an der Universidade Federal do Paraná, Curitiba / Brasilien (8.-12. September 2014)
Deutsch-als-Fachsprache im MINT-Bereich – Merkmale, Erfahrungen und Herausforderungen
Wissenschaftssprache Deutsch - international, interdisziplinär, interkulturell
China’s Emerging Role in Asia in International and Interdisciplinary Perspective
Gemeinsame Konferenz der Westsächsischen Hochschule in Zwickau und der Tianjin Foreign Studies University, China
China’s Emerging Role in Asia in International and Interdisciplinary Perspective
China’s Emerging Role in Asia in International and Interdisciplinary Perspective
2. Forschungsforum Mobilität
Energie und Verkehr - Ein neues Institut stellt sich vor
Energie und Verkehr
eine neues Institut stellt sich vor
BVMI-Landesgruppentreffen
5. Zwickauer Forum für Betriebswirtschaft
Europäische rechtliche Rahmenbedingungen für die Unternehmensführung
Pflegekolleg 2014
Wenn das Schlucken schwierig ist - Smoothfood
7. Zwickauer Forum für Betriebswirtschaft
Innovationsstrategien für Wirtschaft und Politik
Implications of changes in IFRS 9 on the financial industry
2. Zwickauer Pflege- und Gesundheitswissenschaftliches Symposium
Works – Made in Schneeberg
Eröffnungsvortrag
"Kopieren statt Kooperieren" -
Über die Wirkung von Versprechern und anderen Sprachpannen in der Kommunikation
Pflegekolleg 2014
Der lange Abschied - Leben und Sterben mit Demenz
Assessing Language Skills in the English for Engineering Students’ Classroom
Pflegekolleg 2014
Gemeinsam geht es besser: Begleitung für Angehörige gibt Kraft für Patienten
Textile Filter
Präsentation Experimente, 1. Semester
Wie fachspezifisch kann/sollte ein Fremdsprachenkurs sein?
Ein Erfahrungsbericht aus der fachbezogenen Englischausbildung für den Bereich Physikalische Technik an der WHZ
Pflegekolleg 2014
Musik für Menschen mit besonderen Bedürfnissen
Dozentenkonferenz
Enforcement: The FMA’s Challenges in Monitoring the Financial Statements of Financial Institutions
1. Forschungsforum Mobilität
Mobil in die Zukunft
Pflegekolleg 2013
Kultursensible Pflege am Lebensende
II. Jornadas Pedagógicas de Português: "As variedades do Português no ensino de Português Língua Materna e Estrangeira" (Folksuniversitet Göteborg, Göteborg / Schweden, 30.10.-2.11.2013)
(gemeinsam mit Maria Clara Neto Andersson)
Finanzmärkte verstehen
Abendveranstaltung
Pflegekolleg 2013
Pflegt man dich oder lebst du noch? Aktiv leben im Alter - Wie ist das möglich?
Internationale Tagung „The global social science world - beyond Western universalism“
(unterstützt durch International Social Science Council, International Federation of Social Science Organizations, World Social Sciences and Humanities Network)
EMV in der Kraftfahrzeugtechnik
VDE/GMM-Fachtagung
Pflegekolleg 2013
Multiresistente Keime in Einrichtungen des Gesundheitswesens
Leitung der Sektion: Kommunikative Grammatik und Portugiesisch als Fremd- und Zweitsprache in einer mehrsprachigen Welt auf dem 10. Deutschen Lusitanistentag in Hamburg, 11.-14. September 2013
(gemeinsam mit Jürgen Schmidt-Radefeldt, U Rostock, und Liliane Santos, U Lille III, Lille / Frankreich):
Pflegekolleg 2013 - Workshops zum Thema „Alternative Therapieformen"
„Therapie mit Hund“, „Musiktherapie“, „Kinder im Umgang mit Sterben - Was man von Kindern lernen kann“ und „Sport für Senioren - Fit für die 100”
6. Zwickauer Forum für Betriebswirtschaft „Risikomanagement und Verantwortung aus öffentlicher und privatwirtschaftlicher Sicht“
Zwickauer Pflege- und Gesundheitswissenschaftliches Symposium
Fachtagung des Innovation Netzwerk Textil e. V. (Inntex)
Präsentation Studienprojekt 1. Semester
Pflegekolleg 2013
Körperliches und psychisches Gleichgewicht der Akteure im Seniorenbereich
4. Symposium für Produktionstechnik innovativ und interdisziplinär
„50 Jahre interdisziplinäre Ingenieurausbildung in Zwickau“
Trinationales Kolloquium „Chancen und Herausforderungen der interkulturellen Kommunikation"
Interdisziplinäre Perspektiven
16. Symposium Technische Textilien
Mineralische Fasern von der Herstellung bis zur Anwendung
Pflegekolleg 2012 „Von Mensch zu Mensch“
Leistungen der Pflegeversicherung
BundesDekaneKonferenz der Wirtschaftswissenschaften
Herbsttagung 2012, 24.10. - 26.10.2012
IfB aktuell „Auswirkungen des Kreislaufwirtschaftsgesetzes auf die kommunale Abfallwirtschaft“
Pflegekolleg 2012 „Von Mensch zu Mensch“
Erbrecht
AWT-Veranstaltung mit IfP-Fachgesprächen
EEUG Conference 2012
Veranstalter: European EMTP-ATP Users Group, Professur Elektrische Energietechnik der Fakultät Elektrotechnik und FTZ, www.fh-zwickau.de/EEUG2012
Messtechnik an Fahrzeugen und Maschinen
Jornadas Pedagógicas de Português de Estocolmo 2012: Aprendizagem e Ensino de Português Língua Estrangeira e Português Língua Materna fora do espaço lusófono: convergências e divergências (Universidade de Estocolmo, 05 a 07 de setembro de 2012), Stockholm / Schweden
(gemeinsam mit Catarina Stichini, Mary-Anne Eliasson und Marta Costa Robertsson)
Pflegekolleg 2012 „Von Mensch zu Mensch“
Wenn kranke Menschen und ihre Angehörigen nach dem Sterben fragen. Hospizarbeit - Was soll das?
15 Jahre Zentrum für Neue Studienformen
Festival de Linguistique Romane / Festival di Linguistica Romanza / Festival de Linguística Românica / Festival de Lingüística Románica, Stockholm Universitet (23.-25. Mai 2012).
(gemeinsam mit den anderen Professoren des Graduietenkollegs FOROM)
ESOSLI - European Students of Sign Language Interpreting
Pflegekolleg 2012 „Von Mensch zu Mensch“
Von Mensch zu HIV infiziertem oder aidskranken Menschen in Pflege und Begleitung
IfP-Fachgespräch und feierliche Eröffnung Neubau des Institutes für Produktionstechnik (Technikum I/Haus 3)
Pflegekolleg 2012 „Von Mensch zu Mensch“
Kommunikation und ethische Entscheidungen mit verwirrten Menschen
Pflegekolleg 2012 „Von Mensch zu Mensch“
Nicht miteinander reden geht nicht! - Haltung und Kommunikation mit zu Pflegenden
Leitung der Sektion: "À descoberta de culturas em quatro continentes através da língua: Português como Língua Estrangeira" des 9. Deutschen Lusitanistentages/ 9. Congresso Alemão de Lusitanistas (14. – 17, September 2011), Universität Wien
(gemeinsam mit Carla Sofia Amado / U Saarbrücken)
1. bis 4. HeilberufeSCIENCE-Symposium
Im Rahmen des Gesundheitspflegekongresses
„Fachsprachen und Interkulturalität im Studium und Beruf“
Organisation und Leitung des internationalen Symposiums „Fachsprachen und Interkulturalität im Studium und Beruf“ zum Weltkongress der AILA
Leitung der thematischen Sektion: “Verbos em questão” auf dem 4º. Congresso Brasileiro de Hispanistas (3.-6. September 2006), Universidade do Estado do Rio de Janeiro (UERJ)
1o. Congresso Latino-Americano & 6o. Congresso Brasileiro de Professores de Alemão (24.-28. Juli 2006), Universidade de São Paulo (USP)
(Mitglied des Organisationskommitees)
Mitglied des Organisationskommitees des 1o. Congresso Latino-Americano & 6o. Congresso Brasileiro de Professores de Alemão (24.-28. Juli 2006), Universidade de São Paulo (USP)
Symposium Technische Textilien (jährlich eine Veranstaltung)
21. Symposium 2017 zum Thema: Textilien rund um's Gebäude
DAAD SDG Alumni Project in the framework of DMEA Berlin 2023
WHZ Zwickau University of Applied Sciences Alumni-Seminar: International Exchange on Digital Health, Zwickau, Germany and at DMEA Berlin, Berlin, Germany
8. INAS Fachkongress 2023 in Salzburg: Sozial! Innovativ! Nachhaltig! Perspektiven für Sozialmanagement und Sozialwirtschaft 2030
Konferenzbeitrag: Innovationskompetenz in der Hochschulausbildung von Sozialmanager:innen - Eine explorative Studie zur Bestandsaufnahme, Perspektiven und Thesen zur Diskussion
HIT an der WHZ
ISO-GPS News-Meeting 2023
Kongress Geometrische Produktspezifikation und Verifikation
Vortrag für den Studiengang Data Science amt HIT
ISO-GPS News-Meeting 2022
Kongress Geometrische Produktspezifikation und Verifikation
Textil - Werkstoff mit Zukunft
ISO-GPS News-Meeting 2021
Kongress Geometrische Produktspezifikation und Verifikation
ISO-GPS News-Meeting 2020
Kongress Geometrische Produktspezifikation und Verifikation
ISO-GPS News-Meeting 2019
Kongress Geometrische Produktspezifikation und Verifikation
TEXTIL Studium
ISO-GPS News-Meeting 2018
Kongress Geometrische Produktspezifikation und Verifikation
ISO-GPS News-Meeting 2017
Kongress Geometrische Produktspezifikation und Verifikation
19. Verkehrssicherheitstag
Fahrsimulatorpräsentation auf dem Sachsenring
Punktlandung M.O.D.E.
Studienrichtung Modedesign präsentiert sich mit BA-Abschlussarbeiten zur Chemnitzer Museumsnacht im Industriemuseum Chemnitz
SPEKTRUM
Eine Designausstellung der Schneeberger Studienrichtung Holzgestaltung im Spielzeugmuseum Seiffen
"touch - Verführung Berührung - Material im Designexperiment"
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
"HOLZ ALS GUT"
Ausstellung in der Galerie im KÖNIGLICHEN KURHAUS Bad Elster
Tage der offenen Tür Angewandte Kunst Schneeberg
"seven"
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
Mercedes Fashion Night Award 2016
Modenschau und Preisverleihung
Chemnitzer Modenächte
Ausstellung BA-Abschlussarbeit Babette Sperling
18. Verkehrssicherheitstag
Fahrsimulatorpräsentation auf dem Sachsenring
Ratssaal der Bergstadt Schneeberg
Ausstellung BA-Abschlussarbeit Kristin Noack anlässlich des Bergstreittages
"freestyle - freikünstlerische Arbeiten von Schneeberger Absolventen"
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
Modenschau zur Nacht der Museen Plauen
digital naturverbunden
Ausstellung im Projekthaus METEOR I TU Chemnitz / Studierende der AKS (Leitung Professoren Strobel/Bruhn) zeigen elementare Formanalysen und funktionale Gestaltungsmodelle. Die Ausstellung ist Teil der Eröffnung der innteract conference 2016.
57. Plauener Spitzenfest
Präsentation von Studien- und Abschlussarbeiten auf der Modenschau zur Spitzenfestgala
Ausstellung "Jeans Kult & Design"
Schaustickerei Plauen, Präsentation einer Auswahl an Semestermodellen
DRUCK & IKAT
Textile Arbeiten der Studienrichtung Textilkunst / Textildesign in der Galerie im Königlichen Kurhaus Bad Elster
"offspring - Möbel- und Produktdesign von Schneeberger Absolventen"
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
TALENTE 2016
Innerhalb der Internationalen Handwerksmesse München
Tage der offenen Tür Angewandte Kunst Schneeberg
„X“ – Lichtobjekte von Anke Neumann und Möbel von Jacob Strobel
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
Ausstellung "most excellent! ausgezeichnet!"
Ausstellung im Wasserschloss Klaffenbach
Ausstellung Mode aus Schneeberg im Kaufhaus Görlitz
Ausstellung Kunstkraftwerk Leipzig "Echt - Alt"
Präsentation Upcycling-Projekt
FARBECHT
Studien- und Abschlussarbeiten der Studienrichtung Textilkunst / Textildesign
"strings" , Kunst, Handwerk, Wissenschaft – Musikinstrumentenbau als Hochschulstudium-
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
Mercedes Fashion Night Zwickau 2015
Modenschau + Award
17. Verkehrssicherheitstag
Fahrsimulatorpräsentation auf dem Sachsenring
Projekt "Maritime Lifestyle"
Ausstellung in der Firma W.L.Gore & Associates GmbH
Modenschau zur Nacht der Museen Plauen
Präsentaion einer Auswahl an Semesterarbeiten
Ausstellung Mode-Projekt „Gärten der Welt“ zur 7. Sächsischen Landesgartenschau
Coburger Designtage
Glück Auf Platz 5 jetzt auch in Coburg
Hochschulgalerie für Nachtschwärmer + Studienberatung
Ausstellung ELEMENTARY auch nachts offen
Anlässlich der Chemnitzer Museumsnacht
Modenschau Schaustickerei Plauen
Präsentation einer Auswahl von Studienarbeiten
Projekt Gartenkunst und Mode
Modenschau und Präsentation der Studienrichtung Modedesign anlässlich der feierlichen Eröffnung der 7. Sächsischen Landesgartenschau in Oelsnitz/Erzgebirge
Rispen & Kelche
Ausstellung der Studienrichtung Textilkunst/Textildesign im Königlichen Kurhaus Bad Elster
ELEMENTARY – Das Grundlagenstudium der Fakultät stellt aus
"Furnier im Tietz"
Eine experimentelle sowie materialästhetische Untersuchung des Werkstoffes Holzfurnier, seiner spezifischen optischen, haptischen und ingenieurtechnischen Eigenschaften unter Verwendung textiler Techniken und unkonventioneller Bearbeitungsmethoden.
„routes“
Ausstellung anlässlich 5 Jahre Galerie AKS im Schloss Lichtenwalde
ORLANDO-Projekt
Modestudentinnen der Fakultät Angewandte Kunst Schneeberg zeigen Illustrationen zu "Orlando" von Virginia Woolf
Tage der offenen Tür an der AKS
Modenschau, Präsentation von Studien- und Abschlussarbeiten aller Studienrichtungen
Hoch, Flach & Tief. Von der Vielfalt grafischer Drucktechniken
Ausstellung in der Galerie AKS im Schloss Lichtenwalde
Ausstellung im Sächsischen Landtag
Tag der offenen Tür im sächsischen Landtag
Modenschau mit Abschluss- und Studienarbeiten
Mercedes Fashion Night
Modenschau Abschlussarbeiten
Designers Open
Präsentation der Bachelor-Abschlussarbeit von Janine Appelt „Metamorphosis“ in einer Modenschau
DESIGN 2014 – WEINIGER IST MEHR
Bachelor- und Semesterarbeiten des Jahres 2014
Modenschau Schaustickerei
Präsentation Experimente, 1. Semester
Umweltfest - Berlin tut was
Modenschau zum Projekt Upcycling
Sommerfest Stadtmission
Modenschau zum Projekt Upcycling
Musterwohnung
in Zusammenarbeit mit der Wohnungsbaugesellschaft Schneeberg
16. Verkehrssicherheitstag
Fahrsimulatorpräsentation auf dem Sachsenring
Ausstellung 14-18 WARWAS
drei Studenten der SR Holzgestaltung beteiligen sich an der Ausstellung
Functional Ridingwear
Abschlusspräsentation, Ausstellung dazu Juli – September 2014
Textile Bänder
Modenschau zur Nacht der Museen
Präsentation Experimente, 1. Semester
IMPULSE – Ideen aus Holz
Modenschau zur Modenacht
Präsentation von Experimenten, 1. Semester
Museumsnacht Glockenmuseum Apolda
Studieninformation und Beratung parallel zu unserer Ausstellung
Symbole des Lebens
Works
Dauerausstellung im Archäologischen Museum Chemnitz
Modenschau Schaustickerei
Saisoneröffnung „stepp_stepp …“, Präsentation Experimente, 1. Semester
A German Lady. Bertha Wehnert-Beckmann – die erste Fotografin Europas
Ausstellung „phantastisch, impulsiv, kurios –Perspektiven weiblicher Mode
Präsentation von Abschluss- und Studienarbeiten
Geburt einer neuen Bildwelt
Fachdisput mit Dr. Babette Forster (Universität Jena) und Prof. Jochen Voigt (WHZ) anlässlich des 175. Geburtstages der Fotografie
Pixel, Salz & Silber– 175 x Fotografie
Zwischen Stehen und Sitzen
Erzgebirgische Volkskunst
Weihnachtsausstellung
frivol & glamourös – 100 Jahre Klöppelspitze
Tage der Industriekultur Chemnitz
Präsentation des Projektes "A Smart Connection" im STFI Chemnitz
Projekt "Urban Scooter"
Ausstellung in der Firma W.L.Gore & Associates GmbH
Zwickauer Wirtschaftsball
Modenschau mit aktuellen Studien- und Abschlussarbeiten
Zwickauer Wirtschaftsball
Modenschau mit aktuellen Studien- und Abschlussarbeiten
Modeperformance Sieben Farben Blau: Das Denim-Experiment
Modeperformance in Kooperation mit 7 Hochschulen aus Deutschland und der Schweiz
Modeperformance Sieben Farben Blau: Das Denim-Experiment
Modeperformance in Kooperation mit 7 Hochschulen aus Deutschland und der Schweiz
Neujahrsempfang Sächsische Staatskanzlei
Modenschau mit aktuellen Studien- und Diplomarbeiten im Albertinum, Dresden
A Mostra: Desmontando o quinto ato: Alexander Kluge
(in Zusammenarbeit mit Espaço Cultural Casa do Lago Endereço und CEL , Rua Érico Veríssimo, s/n - Cidade Universitária Zeferino Vaz - Unicamp, Campinas / Brasilien
Studienorientierungsmesse am Georgius-Agricola-Gymnasium Glauchau
Wearables als Assistenz im praktischen Einsatz zur Belastungs-/ Beanspruchungsbeurteilung
A+A 2019 Vortragsprogramm Health & WorkPlace Design
Laser World of Photonics
Gemeinschaftsstand Forschung für die Zukunft B3.375
Designers‘ Open
und Internationale Upcycling Messe
Assistenz zur Verbesserung von Arbeitsschutz und Mitarbeitermobilität
BASI - Workplace-Design
Laser World of Photonics
IdeenExpo
Coburger Designtage
Hannovermesse
New Energy World
CeBIT
Creativa Dortmund
Ausstellung der Studienrichtung Textilkunst/Textildesign
inTEC
imm Köln - neue Möbel aus Holz und Filz
Internationale Möbelmesse imm cologne
"Heimtextil" in Frankfurt
Schneeberger Textildesign-Studenten stellen auf Messe "Heimtextil" in Frankfurt aus
formnext Frankfurt am Main – International exhibition and conference on the next generation of manufacturing technologies
Ausstellung der Bachelor-Abschlussarbeit von Babette Sperling, Modelle 3D-Druck
Designers' Open 2016 in Leipzig
Präsentiert werden herausragende Abschlussarbeiten des Masterstudienganges Modedesign.
GRASSIMESSE 2016
Studierende des 6. Semesters Holzgestaltung / Möbel- und Produktdesign präsentieren neue Möbel aus Holz und Filz.
Internationale Möbelmesse imm cologne
Ausstellungsbeteiligung mit Bodensitzen
"BEST OF DESIGN"
Studienrichtung Textilkunst / Textildesign auf der "Heimtextil" Frankfurt
room+style Dresden - Messe und Verkaufsschau für Lebenskultur
Ausstellung Studienarbeit "Wild Flower Poetry" von Ellen Judith Müller
Gefährdungsanalyse mit Smartphone und Tablet - Smart Phone and Tablet Hazard Assessment
Sondershow "Workplace Design and Corporate Health" - 2 Beiträge
Designers' Open 2015
Modenschau und Präsentation mit BA-Abschlussarbeiten
Designers' Open 2015
Modenschau und Präsentation mit BA-Abschlussarbeiten
Vocatium
Studienwerbung
Modenschau / Ausstellung zur Techtextil/Texprocess in Frankfurt /Main
Modenschau zur Innovative Apparel Show
IMEX Frankfurt/M.
Präsentation Experimente 1. Semester
Creativa Dortmund
Ausstellung der Studienrichtung Textilkunst/Textildesign
Lehrstuhlparade zur imm 2015
Internationale Möbelmesse in Köln
Ausstellungsbeteiligung imm Kölner Möbelmesse
Entwürfe für Junges Wohnen "Glück auf Platz 5" in Schneeberg
Heimtex Frankfurt/M.
BEST OF DESIGN
17. Kieler Messe für angewandte Kunst
Grassimesse
Präsentation von 2 Abschlussarbeiten am eigenen Messestand
Grassimesse
innerhalb des Wettbewerbes „Grassi für Kinder“ 2014 (SR Textilkunst/Textildesign)
Grassimesse
Präsentation von 2 Abschlussarbeiten am eigenen Messestand
Schneeberger auf Reisen – ein Konzept für mobiles Wohnen
Coburger Designtage
Messeauftritt Chemnitzer Wirtschaftsförderungs- und Entwicklungsgesellschaft mbH
IMEX – Fachmesse für die weltweite Meeting-, Incentive- und Eventbranche, Präsentation von Experimenten, 1. Semester
Messeauftritt Chemnitzer Wirtschaftsförderungs- und Entwicklungsgesellschaft mbH
IMEX - Fachmesse für die weltweite Meeting-, Incentive- und Eventbranche, Präsentation von Experimenten 1. Semester
Creativa Dortmund
Studienrichtung Textilkunst/Textildesign
Schneeberger auf Reisen – ein Konzept für mobiles Wohnen
IMM Köln
Techtextil
Präsentation von Studienarbeiten aus dem Projekt Architektur und Mode: Module Strukturen des 1. Semesters am Messestand des STFI
Texprocess - Internationale Leitmesse für die Verarbeitung von Funktionstextilien
Eigener Messestand AKS + Institut für Textil- und Ledertechnik Reichenbach, Präsentation von aktuellen Studien- und Forschungsarbeiten aus dem Bereich Sportswear/Functionswear
Texprocess
Präsentation von Studienarbeiten aus dem Projekt "Kuriositätenkabinett" des 3. Semesters am Messestand der Firma Madeira Garne
Karrierewege eröffnen, Alumnitag im Rahmen der Festwoche 20 Jahre WHZ
Studienmesse Estudar na Alemanha 2007
(Organisation der Studienmesse, Informationsstand des DAAD, Vorträge)
Caravane Campus France
(Informationsstand des DAAD und Vorträge)
Estudar na Alemanha 2006: Feiras e palestras de universidades alemãs [DAAD-Bildungsroadshow durch den Bundesstaat São Paulo / Brasilien]
Campinas (Unicamp): 19 de setembro; São Carlos (UFSCar): 20 de setembro; Araraquara (UNESP): 21 de setembro; São Paulo (Goethe-Institut): 23 de setembro.
Estudar e pesquisar na Alemanha 2005
Goethe-Institut São Paulo / Brasilien
Expobelta
(gemeinsam mit Felipe Abreu: Informationsstand DAAD)
Salão do Estudante 2005
(gemeinsam mit Felipe Abreu: Informationsstand DAAD)
14ème Forum du lycéen à l'étudiant
(Informationsstand des DAAD)
KI-Beratung mit dem FEZ
Sitzung der Ständigen Kommission des Arbeitskreises der Sprachenzentren e.V. (bundesweit)
Rolle der Sprachenzentren aktuell und in Zukunft
AKHAW der Deutschen Physikalischen Gesellschaft
Jahrestreffen
KI Gespräch bei Westermann Druck Zwickau GmbH
Porsche-computer-aided-design with AI
KMI Heads Treffen zur Abstimmung der Strategie
Künstliche Intelligenz und maschinelles Lernen - Einsatz in der Produktion
KI Prototyp im Rahmen des KMI Projekts
KI im Smart Press Shop
KMI Treffen
Wiss. Partner Meeting im KMI-Projekt
Vorstellung und Besprechung der KI-Piloten
Wiss. Partner Meeting im KMI-Projekt
Vorstellung und Besprechung der KI-Piloten
Wiss. Partner Meeting im KMI-Projekt
Vorstellung und Besprechung der KI-Piloten
Wiss. Partner Meeting im KMI-Projekt
Vorstellung und Besprechung der KI-Piloten
Wiss. Partner Meeting im KMI-Projekt
Vorstellung und Besprechung der KI-Piloten
AGFH der Deutschen Physikalischen Gesellschaft
Jahrestreffen
Netzwerktreffen Mathematik/Physik + E-Learning
Steinbeis- Mediationsforum
AGFH der Deutschen Physikalischen Gesellschaft
Jahrestreffen
Atmosphärendruckplasma und Künstliche Intelligenz – ein Hirngespinst oder die Zukunft?
Sitzung des Arbeitskreises "Zerspanen mit CO2"
Sitzung des Arbeitskreises "Zerspanen mit CO2"
Sitzung des Arbeitskreises "Zerspanen mit CO2"
Sitzung des Arbeitskreises "Zerspanen mit CO2"
Sitzung des Arbeitskreises "Zerspanen mit CO2"
Konzept und Testergebnisse einer sensorbasierten Arbeitsanalyse aus dem Projekt midas KMU
AGFH der Deutschen Physikalischen Gesellschaft
Jahrestreffen
Ernährung bei Palliativpatienten
Onkologischer Qualitätszirkel Westsachsen
Ambulante Palliativversorgung
Fortbildung der Kreisärztekammer Bautzen
AK Mathematik/Physik + E-Learning und AK INnovative Lehre in Informatik und Naturwissenschaften
Herausforderungen für das betriebliche Wissensmanagement
Jahresfachtagung des Fördervereins der AMB
8. Auswärtsseminar Optische Technologien
Joint Conference on China´s Emerging Role in Asia in international and interdisciplinary perspective.
121. DGZfP-Arbeitskreissitzung
Zur Entwicklung bildgebender Verfahren in der Werkstoffprüfung; Bildgebende Verfahren in der Medizin; Heinrich Braun Klinikum gGmbH, Diagnostische und interventionelle Radiologie und Neuroradiologie
Trinationaler Master
"Kopieren statt Kooperieren" - Wie Fehler die Kommunikation würzen
7. Beratung des ASiiA-Konsortiums Sachsen (Alberta-Saxony Intercultural Internship Alliance)
120. DGZfP-Arbeitskreissitzung
Qualitätssicherung bei der Einführung alternativer Werkstoffe, Verarbeitungstechnologien und physikalische Materialcharakterisierung; Von konventionell bis Phased-Array – Neue, innovative Applikationslösungen für die zerstörungsfreie Prüfung mit Ultraschall
Arbeitskreissitzung der FG „Tribologie“ mit internationaler Beteiligung der FIRAT University
122. DGZfP-Arbeitskreissitzung
Akustische Rissprüfung an Bremsscheiben; Überwachung und Qualitätssicherung des Laserschweißprozesses ultrahochfester Karosseriestähle durch integrierte ZfP-Verfahren
119. DGZfP-Arbeitskreissitzung
Vorstellung und Führung durch den Ingenieurbetrieb für Materialprüfung, Qualitätssicherung und Schweißtechnik GmbH (imq); UT-Gruppenstrahler-Prüfung an Kraftwerkskomponenten; Schleifbrandprüfung mittels neuer Wirbelstromverfahren; imq - Ingenieurbetrieb für Materialprüfung
118. DGZfP-Arbeitskreissitzung
Untersuchungen mit dem konfokalen Laser-Raster-Mikroskop; Neue mobile Geräte zur Materialprüfung und Wanddickenmessung mit Ultraschall und zur elektromagnetischen Schichtdickenmessung
Arbeitskreissitzung der FG „Tribologie“
117. DGZfP-Arbeitskreissitzung
Einblicke ins Innenleben delikater Holzobjekte durch zerstörungsfreie Prüfung
116. DGZfP-Arbeitskreissitzung
Mechanisierte und automatisierte Ultraschallprüfung aus der Sicht eines Anlagenherstellers und Dienstleisters; Neue ISO-Standards für die digitale radiographische Schweißnahtprüfung
115. DGZfP-Arbeitskreissitzung
Neue Ultraschall- Messmethoden; Einsatz neuer Kameratechnik für Mess- und Prüfaufgaben in der Qualitätssicherung
1. Promotionskolloquium
Arbeitskreissitzung der FG „Tribologie der Kunststoffe“
114. DGZfP-Arbeitskreissitzung
AK-Workshop im Rahmen des 4. Symposiums für Produktionstechnik innovativ und interdisziplinär, Entwicklung der EMV von Kraftfahrzeugelektroniksystemen
112. DGZfP-Arbeitskreissitzung
Wie kann der Wert der zerstörungsfreien Prüfung quantifiziert werden? ZfP im Rahmen von wiederkehrenden Prüfungen
113. DGZfP-Arbeitskreissitzung
Erste Erfahrungen mit der ZfP-Personalnorm, TOFD - ein zerstörungsfreies Ultraschall-Prüfverfahren
CDHAW Fachkoordinatorentreffen
111. DGZfP-Arbeitskreissitzung
Wie spät ist es? Atome und Zeitmessung; Über die Zeitnormale und ihre Bedeutung – die von der PTB in globaler Vernetzung entwickelt und verwaltet werden („Zeitmacher“)
Arbeitskreissitzung der FG „Tribologie“
110. DGZfP-Arbeitskreissitzung
Neuheiten bei der Anwendung von PT- und MT-Prüftechnik; Hochauflösendes Ultraschallgoniometer zur Bestimmung von Oberflächenverfestigungszuständen
Aufbau eines Gründerzentrums an der KSUCTA, Staatl. Universität für Bauwesen, Transportwesen und Architektur
109. DGZfP-Arbeitskreissitzung
Sprachsteuerung für Mess- und Prüfgeräte; Roboterunterstützte Ultraschallprüfung mit Ankopplung über Luft; Einfluss des Zeitdrucks auf die manuelle Ultraschallprüfung; Untersuchung zu menschlichen Faktoren auf die Ergebnisse zerstörungsfreier Prüfungen
108. DGZfP-Arbeitskreissitzung
Darstellung von Fehlerquellen bei der Schadensanalyse anhand praktischer Beispiele; Ermittlung von Schleifbrand mittels Wirbelstromprüfung
107. DGZfP-Arbeitskreissitzung
Erhöhung der Lebensdauer von Schweißkonstruktionen durch Schweißnahtnachbehandlung (UIT – Ultrasonic Impact Treatment und PIT Pneumatic Impact Technology), Zerstörungsfreier Prüfung von Eigenspannungen mittels Barkhausen-Rauschen vs. Röntgendiffraktometrie sowie Prüfung von Schleifbrand und Wärmebehandlung
106. DGZfP-Arbeitskreissitzung
Organisationsverschulden und Produkthaftung - Was muss im ZfP-Bereich beachtet werden? Anwendung von Scannern in der Ultraschall- Prüftechnik
Organisation von Fachvorträgen im Rahmen des Zwickauer Zweiges der „Gesellschaft für deutsche Sprache (GfdS)"
Wissenschaftliche Betreuung des Praktikums- und Lehrprojektes „Deutsch als Fremdsprache“
In Kooperation mit dem Herder-Institut der Universität Leipzig
Organisation des Projektes" Tandem"
als Lernpartnerschaftsprojekt für das Sprachenlernen ausländischer und deutscher Studierender an der WHZ
Fachbereichstag Physikalische Technologien
Jährliche Plenarsitzung
Fachbereichstag Physikalische Technologien
Jährliche Plenarsitzung
Mathematisches Kolloquium
Fachbereichstag Physikalische Technologien
Jährliche Plenarsitzung
Aus der Forschung in die Anwendung
Oberflächentechnik / Verschleiß und Verschleißschutz
Aus der Forschung in die Anwendung
Bildgebende Werkstoff- und Oberflächenanalytik
Aus der Forschung in die Anwendung
Bildgebende Werkstoff- und Oberflächenanalytik
Über den Mechanismus des Materialabtrags mittels Plasmaelektrolyse
Plasmabasiertes hocheffizientes Reinigen, Entgraten und Hochglanzpolieren von komplexen Bauteilen
An Efficient Method for Machine Learning by Means of Tensor Format Representations (Robert Bosch GmbH Zentrum für Forschung und Vorausentwicklung in Renningen )
Arbeitsstudien als Element des Betrieblichen Gesundheits-Managements
Konzept und Testergebnisse einer sensorbasierte Arbeitsanalyse aus dem Projekt midas KMU
Das Recruiting-Dilemma.
Vortrag zu "10 Jahre Gesundheitsnetz Zwickau"
Offene Fehlerkultur als Managementinstrument.
Mathematisches Kolloquium der WHZ
Vortrag zum Thema „Cranach in der Muldestadt“
Gastvortrag im Rahmen des Studium Generale
Kunst- und Designhistorikerin Aleksandra Sumorok, Ph.D., von der Strzemiński Academy of Fine Arts, Łódź/Lodz (Polen). "Design im östlichen Europa unter besonderer Berücksichtigung polnischer Positionen und Produkte"
Gastvortrag im Rahmen des Studium Generale
Prof. Dr. Horst-Dieter Tietz zum Thema "Gleichgewichte und Ungleichgewichte im Spiegel der bildenden Kunst"
4. Promotionskolloquium
Informationsveranstaltung der Handwerkskammer Chemnitz
Vernetzung in der Kultur- und Kreativwirtschaft – Bedarfe und Mehrwerte von und für Gründer, Unternehmer und sonstige Akteure
Gastvortrag: Textile Gewirke, deren Herstellung und Einsatz
Frau G. Schellner/ Karl Mayer Textilmaschinenfabrik GmbH
2nd International Forum for Early-Stage Researchers in Languages for Specific Purposes (LSP)
Impulse und Perspektiven der Humanontogeneitik für die Entwicklung der Sportwissenschaft
3. Promotionskolloquium
Neue Aspekte und Trends in der operativen und konservativen Orthopädie / Unfallchirurgie
Dr. M. Tinius
Vorsicht Jugendsprache!? – Merkmale und Potentiale
Wissenschaftlich Schreiben mit oder ohne Standard?
Dresdner Studenten der Gitarrenklasse im Gespräch mit Studenten des Studienganges
Sprache im Wandel: Wie sieht unsere Sprache der Zukunft aus?
„Meet Your Future University“ – „Ciência sem Fronteiras“-Stipendiaten im Gespräch mit deutschen Hochschulen, DAAD/WHZ, 10.09.2014
Meine Sprache - Deine Sprache? Schüler erforschen Sprachdynamik
Schulforschungsproiekt
Meine Sprache - Deine Sprache? Schüler erforschen Sprachdynamik
Schulforschungsproiekt
Meine Sprache - Deine Sprache? Schüler erforschen Sprachdynamik
Schulforschungsproiekt
NorRen Summer School 2014
(Veit, B., Hempel, T., Bodach, M.)
Risikobetrachtungen bei “Unerwünschten Ereignissen” mit Medizinprodukten
Werkstoffdaten, Moden und akustische Merkmale von klassischen Gitarren
AG Nanotechnologie und funktionelle Oberflächen
Festkolloquium anlässlich der Eröffnung des nanolab
2. Promotionskolloquium
2. Promotionskolloquium
Fahrerassistenzsysteme in Nutzfahrzeugen am Beispiel einer Datenfusion (ACC + LGS) - Anforderungen für die Hardware
Dr. -Ing. C. Karaboué, MAN Truck and Bus AG
Serienreife Elektromobilität: Erfahrungen und Herausforderungen bei der Einführung der BMW i Modelle
Dr. F. El-Dwaik, BMW Group
Funktionale Sicherheit in der Automobilindustrie
Dipl.- Wirtschaftsing.(FH) K Berner, Firma Bertrandt
Informationssicherheit im Automobil: Gestern, Heute und Morgen
Dr.-Ing. M. Wolf, ESCRYPT GmbH, ETAS-PSC/ECY
Die kooperative Entwicklung von Fahrerassistenzsystemen bei der AUDI AG, am Beispiel des Abstandsregelautomaten (ACC) und des aktiven Spurhalte- assistenten (AALA)
Dr.-Ing. B. Strasser, AUDI AG und Dipl.- Ing. (FH) B. Clausing, ASAP GmbH
1st International Forum for Early-Stage Researchers in Languages for Specific Purposes (LSP)
Forum Automobilelektronik
J. Ehrenberg, Preh GmbH
Forum Automobilelektronik "Innovationsmanagement"
Dr. W. Schleuter, ehem. AUDI AG
“Kollokvium i romansk språkvetenskap” (Universität Stockholm, 18.-19. April 2013)
(gemeinsam mit den anderen Professoren des Graduiertenkollegs FOROM)
Fachgespräche „Kooperation Hochschule - Wirtschaft“
in Kooperation mit der Industrie- und Handelskammer Zwickau
Gastvorträge im Rahmen des Projektes „Urban Scooter“
L. Biewer, W.L. Gore & Associates GmbH
Forum Kfz und VDI-Arbeitskreis Elektromobilität
Die Zeit ist reif - auch in Deutschland - für den Trolley-Plus
Gastvortrag Dalmira Aitykeyeva
Universität KSUCTA, Kirgisistan, Bishkek, Professorin und Leiterin der Studienrichtung Modedesign, Präsentation der Studienrichtung
Elektrifizierung Antrieb: Entwicklung Powertrain am Beispiel AUDI R8 E-tron
Rolle des Entwicklungspartners ASAP in der Zusammenarbeit mit einem OEM, M. Maier, AUDI AG und D. Sedlmair, ASAP GmbH
Fachkolloquium „Verbrennungsmotoren“
Summerschool Projektmanagement
mit 19 chinesischen und 5 deutschen Teilnehmern
Übergabe LAB-Car durch die AUDI AG
Vortragsveranstaltung und Übergabe LAB-Car durch die AUDI AG
5. Kolloquium des VDE AK Elektrische Energiespeicherforschung Westsachsen
„Hochvolt-Bordnetze – Herausforderungen und Lösungsmöglichkeiten aus Sicht eines Systemlieferanten“
Dipl.-Ing. Hornfeck, Dräxlmaier GmbH
Übergabe eines Porsche Panamera an das Fahrsimulationslabor
Hochvolt-Bordnetze – Herausforderungen und Lösungsmöglichkeiten aus Sicht eines Systemlieferanten
Prof. Dr.-Ing. Form, Volkswagen AG, Konzernforschung
Sprachraum Europa - Themenbereich zur 40. Jahrestagung der Gesellschaft für Angewandte Linguistik (GAL)
Interkulturelle Kompetenz in der deutsch-chinesischen Zusammenarbeit
Im Rahmen des Forschungskolloquiums „Zwickauer Forum Sprache & Kultur“
Forschungskolloquium „Zwickauer Forum Sprache & Kultur“
Koordination: Berkenbusch, Gabriele; Busch-Lauer, Ines
In 26 Stunden durch die Welt, Sprache in Bewegung – Einblicke in Sprache und Kultur
Reihe im Studium generale (WS 2007/2008)
Deutsch-Französisches Kolloquium: “Problèmes interculturels dans la coopération franco-allemande” (15.-16. März 2002), Université de Picardie Jules Verne, Amiens /Frankreich
(gemeinsam mit Frank Kahnert und Stefanie Neubert)
Ausstattungen
BAPPU-EVO
BAPPU-EVO misst und prtokoliiert die wichtigsten Arbeitsumgebungsbedingungen. Zusätzlich ist das Gerät in der Lage Bildschirmarbeitsplätze bezüglich der Monitorqualität zu bewerten.
Wafer Prober with thermal chuck and solar simulator / MANUAL TEST SYSTEM (MPI TS-150)
TS150 MANUAL TEST SYSTEM
- TS150 probe station with puck controlled air-bearing stage
- 180 x 230 mm (7.1 x 9.1 in) XY total stage movement
- 25 x 25 mm micrometer fine stage movement
- +/- 5 degree fine chuck Theta rotation
150MM THERMAL CHUCK SYSTEM / 300C
The package includes:
- 150 mm ERS AirCool3-IT thermal chuck
- Temperature range: +20 to +300 °C
LSH-7320 Newport solar simulator
- LED
- class ABA
- 50,8 mm x 50,8 mm
Precision Source/Measure Unit
- Keysight Technologies B2902B
- 2ch
- 100fA
- 210V
- 3A DC/10.5A pulse
Server Dell Power Edge R530
MAC-Pool GSD - Fakultät Angewandte Sprachen und Interkulturelle Kommunikation; Oviedo, Alejandro, Prof. Dr. phil.
MAC-Pool GSD
Hochleistungscluster NVIDIA DGX A100 80 GB für KI
Plasma-Verascher (PVA-Tepla 300AL)
Substratreinigung, Entfernen organischer Oberflächenkontaminationen, Lackentfernung
SPS POLOS 150i Spin Processor
SPS POLOS SPIN 150i NPP
• Size: Up to 6" (150 mm)
• Material: NPP
• Version: Table Top
The POLOS Spin150i is a versatile and high-quality substrate spin coater, made out of NPP. It is
specifically designed for R&D and low volume production. Desktop Version for manual or automated
(optional) chemical dispense. Suitable for Coating, Cleaning, Rinse/Dry, Developing, Etching, PDMI,
and other processes.
Specifications:
- For up to 6" (150mm) Wafers, up to 4" x 4" (100mm) Substrates
- Material Natural Polypropylene (NPP)
- Up to 12.000 RPM (Depending on Substrate / Chuck)
- High Acceleration and Accuracy
- Acceleration/Deceleration 1-30.000 RPM
- Manual Chemical Dispense
- CW, CCW Rotation and Puddle option
- Colour Touchscreen with Customizable Icons
- Vacuum On/Off
- USB Port
BARCO 3-Seiten T-CAVE Systemlösung + Zubehör
Double Robotics Double 3
KI-Office Roboter
Kombiniertes ultrahochauflösendes Feldemissions-Rasterelektronen- und Raman-Mikroskop
Ausgestattet mit:
SE-, BSE-, Inlens-, STEM-, EDX-Detektoren
integriertes Raman-Spektrometer
1:8 Modellfahrzeug mit Sensorpaket und Recheneinheit
MX Carkit SUPERCUP Edition:
- Nvidia Jetson Nano
- Stereokamera: Intel® RealSense™ Depth Camera D435i mit integrierter IMU
- Ultraschallsensoren: 10x (mit automatischer Kompensation der Umgebungstemperatur)
- 2x IMU 6DOF (inkl. D435i IMU)
- LIDAR: RPLIDAR A2
- Robot Operating System ROS
Suess Microtec GmbH, MA150
halbautomatischer UV Kontakt- und Proximitybelicher für die optische Lithographie, Suess Microtec GmbH, MA150 ink. BSA (Vorder- zu Rückseiten Ausrichtung)
Hochfunktioneller UV Mask-Alignerfür industrielle Forschung und Produktion.
Die MA150-Serie ist eine vielseitige Geräteplattform unter SÜSS MicroTec Mask-Alignern und bietet eine große Bandbreite an Einsatzmöglichkeiten.
Sie unterstützt Substratgrößen bis zu 150mm. Dank der zahlreichen Werkzeuge und Optionen und einstellbaren Prozessparameter bietet sie maximale Flexibilität sowohl für Forschung und Entwicklung als auch bei Produktionsprozessen.
Sie wird eingesetzt in den Bereichen MEMS, Advanced-Packaging, 3D-Integration...
Maskenreparaturgerät (NEC YL451C)
Ausbesserung bzw. Entfernung von Defekten auf Photomasken
Pattern Generator (GCA MANN 3630)
Erzeugung von Photomasken im Mikrometerbereich
Double Robotics Double 3
KI-Office Roboter
Biege - Umlauf - Prüfstand
Ultraschallbearbeitungsmaschine ULTRASONIC 20
ERP-System SAP S/4 HANA Mehrfachlizenz 25 user
Niedrigraum-Tischabhzug mit Stützstrahl
Gefahrstoffschrank 1200
Server DELL EMC Power Edge R 740
Server DELL EMC Power Edge R 740
3D-Drucker MakerBot Replicator
Fused Layer Modelling (FLM) - Verfahren (auch bekannt als Fused Deposition Modelling (FDM) )
Elco IoTHub®
IoT-Plattform zur Anbindung und Vernetzung von Sensoren und IT-Infrastruktur
- Anschluss verschiedener SPS
- Automatisierung im IoT-Umfeld
- Realisierung eigener Workflows
- Erstellung individueller Dashboards
- Sammlung und Auswertung von Daten
31er Netzwerklizenz MaxQDA Standard
iMotions Modulare Biometrik-Software
Biosensoren-Kit Consensys Base + 5 Shimmer units
ATR-FTIR Spektrometer
FTIR Spektrometer IR-Spirit T mit ATR-Einheit von Shimadzu
Thermografiesystem VarioCAM HDx head 600 /20
Berührungslose, flächige Messung der Oberflächentemperaturen biologicher und technischer Objekte.
Sintratec SLA-Drucker mit Peripherie
Tobii Pro Glasses 3 Wireless; Eye Tracking Brille
Laborpresse Opal 410
Rapidmooc Studio Pro Videoerstellung
Multisensor-Koordinatenmessgerät
CNC-gesteuertes Multisensor-Koordinatenmessgerät Werth VideoCheck IP von Werth Messtechnik GmbH
Sensorik:
- Bildverarbeitungssensor
- Lasertriangulationssensor
- Taktiler Taster mit messendem Messkopf
- MPE_E1 = 1,1µm + (1µm / 500mm) * Länge
- MPE_E3 = 2,0µm + (1µm / 300mm) * Länge
Messaufgaben:
- Geometrische Eigenschaften flächiger und prismatischer Bauteile
- Größenmaße nach DIN EN ISO 14405
- Form- und Lageabweichungen nach DIN EN ISO 1101
- Konturen flächiger Bauteile
- Messbereich 400 mm x 400 mm x 400 mm
Schrumpfgerät SU1 incl. Zubehör
Werkzeugschrumpfgerät
Werkzeugschrumpfgerät der Fa. Hoffmann Garant zum Schrumpfen spanender Bearbeitungswerkzeuge
Ultimaker S3
Filamentbasierter Kunststoffdrucker mit 2 Druckköpfen
Sintratec SLS-Drucker
SLS-Drucker zur Verarbeitung von PA12-Pulver
Magnetronsputter-Anlage LA250S
Bei der Anlage handelt es sich um eine Laboranlage, die aus einer Vakuumkammer mit zwei horizontal gegenüberliegenden Magnetronsputterquellen (4 Zoll) und einem inversen Sputterätzer zur Probenvorbehandlung besteht. Ein mittig positionierter Probenhalter ist rotierbar und kann elektrisch vorgespannt werden.
Beide Magnetronsputterquellen können im RF- (13,56 MHz) und eine im DC-Modus betrieben werden.
Diese Anlage dient zur Abscheidung dünner Schichten (nm- bis µm-Bereich) für Anwendungen im High-Tech- und Life Science-Bereich (z.B. Bohrer, Sensoren, Implantate).
Ultraschallbearbeitungsmaschine US20linear
Ultraschallbearbeitungsmaschine vom Typ US20linear der Firma DMG MORI zum ultraschallunterstützten Bohren, Fräsen und Schleifen
Workstation Schenker Media Station-Intel
Ultraschallbearbeitungseinheit
Ultraschallbearbeitungseinheit der Fa. Herrmann Ultraschalltechnik GmbH & Co. KG zum flexiblen Einsatz in Bearbeitungsmaschinen; Verfahrensvarianten des ultraschallunterstützen Glättens und Verfestigens
3D-Drucker Formlabs Form 3
EMV-Arbeitsplatz
3D-Drucker Intamsys Enhanced Funmat HT
Intamsys Enhanced Funmat HT
FFF-Drucker für die Verarbeitung von Hochleistungskunststoffen wie bspw. PEEK oder PEI
Formlabs Form 3
SLA-Drucker für die Verarbeitung von Photopolymeren
CNC - Fräsmaschine HAMMER
Lichtbogenofen
Lichtbogenofen zur Entwicklung/Optimierung von Zusatzwerkstoffen für Füge- und Beschichtungsprozesse.
Funktionsweise:
Der Ofen wird zunächst evakuiert und mit Argon geflutet. Hiernach können einzelne Elemente in einem gekühlten Schmelztiegel (aus Kupfer oder Graphit) mithilfe eines Schweißinverters erschmolzen und hinzulegiert werden. In einer Sauggießvorrichtung kann die fertige Legierung in zylindrische Form gegossen werden für weiterführende Untersuchungen.
PECVD (Oxford Plasmalab 80 plus)
Plasmagestützte chemische Gasphasenabscheidung für die Halbleiterfertigung
interaktives Display Clevertouch 65 Zoll
Plasmajet T-Spot
Bei diesem System handelt es sich um eine eingehauste Atmosphärendruckplasmaquelle, die montiert an einer automatischen x-y-Verfahreinheit die großflächige Behandlung von technischen und medizinischen Oberflächen (Metalle, Gläser, Kunststoffe, Holz, Gummi etc.) zur Vorbehandlung für Verklebung, Bedrucken oder Beschichten ermöglicht.
Die ausgekoppelte Leistung liegt bei bis zu 500 W.
Luftdurchlässigkeits-Prüfgerät
Luftdurchlässigkeits-Prüfgerät FX 3300-IV:
Für die einfache, schnelle und sichere Bestimmung der Luftdurchlässigkeit von
textilartigen Flächengebilden aller Art nach AFNOR G07-111, ASTM D 737, ASTM D 3'574, BS
5'636, DIN 53'887, EDANA 140.1, EDANA 140.2, EN ISO 7'231, EN ISO 9'237, EN
ISO 14'683, JIS L 1096-A, TAPPI T 251 und anderen Normen.
MIELE Muldenmangel PM 1217
Fahrzeug VW iD.3 Performance; Z-WH 301E
Robotino 4 - mobile Roboterplattform
GPU-Server für Machine-Learning-Anwendungen
GPU-Server mit 4 NVIDIA Tesla V100 GPUs, CPU Intel Xeon Silver 4114 (2.2 GHz, 10 Cores, 20 Threads), Arbeitspeicher 192 GB, Betriebssystem Ubuntu, Software JupyterLab u.a.
FT-IR-Spektrometer mit Diamant-ATR
Das ALPHA II ist ein sehr kompaktes FT-IR Spektrometer für die schnelle, einfache und zuverlässige IR-Analyse.
Messungen in Transmission und mit Diamant-ATR-Technik besonders geeignet zur schnellen Aufnahme von Oberflächenspektren an polymeren Materialien oder von Flüssigkeiten, Pasten und Lösungen.
LA250, Hersteller: Von Ardenne
Vakuum-Beschichtungsanlage mit 2 Sputterquellen und Sputterätzer für die Dünnschichtentwicklung
Workstation HP Z8 G4 incl. Zubehör
3D - Drucker Potterbot Scara V4
Flachstrickmaschine
Flachstrickmaschine
- Hersteller: KARL MAYER STOLL Textilmaschinenfabrik GmbH
- elektronische Mustersteuerung
- Einzelnadelauswahl
- 2 Nadelbetten
- Feinheit E7
- Arbeitsbreite 45 Zoll
- 2 Stricksysteme
- Musterungssystem M1plus
Titrator Compact V10S
Modulares Messverstärkersystem MGCplus
Datenbrille Dikablis Glasses 3 Cable Version
Software D-LAB Eye Tracking + Module
Premium MultiTouch Tisch UHD 65 Zoll TAURUS
Optisches Koordinatenmessgerät
Handgeführtes optisches Koordinatenmessgerät Werth VideoCheck 50
Sensorik:
- Bildverarbeitender Sensor
- Beleuchtung in Durchlicht und Auflicht möglich
- MPE_E = 5µm
Messaufgaben:
- Geometrische Eigenschaften flächiger Bauteile (Längen, Form- und Lageabweichungen)
- Messbereich 50 mm
Mobiles Computer-Kabinett für KI-Workshops
Mobiles Rechner-Kabinett für KI-Workshops in Firmen und Veranstaltungen
Nvidia DGX-1, GPU Server fürs Deep Learning
NVIDIA DGX-1 ist das schnellste integrierte System für Deep Learning. Die Architektur ist auf hohen Durchsatz und eine hohe Verbindungsbandbreite ausgelegt, sodass die Trainingsleistung neuronaler Netze maximiert wird.
AFT Hochdruck-KSS-Anlage
Hochdruck-KSS-Anlage der Fa. AFT zur flexiblen KSS-Versorgung in spanenden Bearbeitungsmaschinen mit Drücken bis 100 bar (160 bar)
Plasma-Elektro-Polier-Anlage
Bei der Anlage handelt es sich um ein System, bei dem in einer Elektrolytlösung ein positiv vorgespanntes Werkstück (> 100 V) aus leitendem Material behandelt wird. Das Werkstück kann von starker Verschmutzung gereinigt, entgratet und die Oberfläche im Bereich der nm-Rauigkeit geglättet werden.
Materialien können rostfreier Stahl, Hartmetall (Wolframkarbid), Kupfer, Edelmetalle, Messing, Titan oder Magnesium sein. Die Behandlung weiterer Materialien ist in fortlaufender Entwicklung.
Das Verwenden von Salzen erlaubt eine umweltfreundliche Prozessführung, was gegenüber dem Alternativverfahren der elektrolytischen Politur einen deutlichen Vorteil darstellt.
Versuchsstand induktives Erwärmen und Fügen
Taktiles Formmessgerät
Taktiles Formmessgerät Mahr MMQ 100 mit Drehtisch von Mahr GmbH
Technische Daten:
- Messhöhe bis 300 mm
- Belastbarkeit des Drehtischs bis 20 kg
- Radiale Rotationsabweichung 0,025µm + 0,0003µm/mm*Messhöhe
- Axiale Rotationsabweichung 0,020µm + 0,0003µm/mm*Messhöhe
Messaufgaben:
- Messen von Formtoleranzen (Rundheit, Ebenheit)
- Messen von Lagetoleranzen an rotationssysmmetrischen Bauteilen (Lauf, Konzentrizität, Koaxialität, Rechtwinkligkeit, Parallelität)
Labor für elektrische Materialcharakterisierung
Ausgestattet mit:
Impedanzspektrometer
Keithley 2400 Sourcemeter
Oszilloskop (5 GHz)
Potentiostat
Vakuumofen gebraucht Typ: MOV 150 S
Jalousie für Ubineum
Rundstrickmaschine Rechts-Rechts
Rundstrickmaschine RR
- Hersteller: Maschinenfabrik Harry Lucas GmbH & Co. K, Neumünster, Deutschland
- Durchmesser 7''
- 2x208 Nadeln, Nadelteilung 9,5
- 6 Stricksysteme
- Jacquard-Musterung elektronisch gesteuert
Hochgeschwindigkeitskamera IDT Os 7 - V3 - S3
Auflösung: 1920 x 1280 (4200 fps) bis 1920 x 16 (130000 fps)
Zubehör:
- Objektiv: Nikon AF-S Nikkor DX 18-300 mm/3,5-6,3 G ED VR
- diverse Graufilter
Highspeed Kamera IDT Os7-V3-S3 mono
WIG-Schweißanlage MERKLE LogiTIG 300 AC/DC
Technische Daten:
- stufenlos regelbarer Schweißstrom 5 bis 300 A (AC/DC)
- 3 verschiedene AC-Kurvenformen einstellbar: Rechteck, Sinus, Dreieck
- Amplituden-Wellenausgleichs-Regelung (AC-Balance) zur Veränderung der Lichtbogenform und des Schweißnahteinbrands
- einstellbare AC-Frequenz 50 − 200 Hz
- einstellbare Parameter: Start-/Endstrom, Stromanstiegs-/Absenkzeit, Gasvor- und Nachströmzeit
- hochfrequentes DC-Pulsen bis 5 bzw. 12 kHz für eingeschnürten, schmalen Lichtbogen
Zubehör:
- Wasserkühlgerät WK 300
- Transportwagen TW 112
Ultraschallnachbehandlungseinheit 20 kHz
Roboter NAO Power 6 Academic
Roboter NAO Power 6 Academic
Plasmajet kINPen
Bei diesem Gerät handelt es sich um eine Atmosphärendruckplasmaquelle, die in Stiftform die flexible Behandlung von technischen und medizinischen Oberflächen (Metalle, Gläser, Kunststoffe, Holz etc.) zur Vorbehandlung für Verklebung, Bedrucken oder Beschichten ermöglicht.
Die ausgekoppelte Leistung liegt zwischen 2 und 10 W. Es handelt sich um ein sogenanntes kaltes Plasma.
Neben der Behandlung von "toten" Oberflächen kann dieses System auch in der Human- und Veterinärmedizin zur Behandlung offener Wunden oder zur Krebsbehandlung eingesetzt werden.
Mobiles Laser-Interferometer
Feuchtekammer HCP 50
Prüfstraße MAHA
Rollenbremsenprüfstand MBT2250 und Achsdämpfungsprüfstand MSD3000
für Pkw und Motorrad
Clinchgerät RIVCLINCH 4006 P50 Pass V1
Messsystem cRIO-9067
Technische Daten:
- 2x Modul: NI 9233: Spannungseingangsmodul (4 Kanäle); Spannung 0 bis 10 V mit Strom-/Spannungswandler bis max. 1000 V; Strom 0 bis 20 mA mit Strom-/Spannungswandler bis max. 1000 A; Abtastrate: bis maximal 1 MHz
- 1 x Modul: NI 9401 Digitalmodul (8 Kanäle)
- 3x Modul: NI 9211 Temperaturmessmodul (4 Kanäle, Typ K) Abtastrate: 5Hz
Marknagelprüfstand
Messzellensystem zur 3D/4D - Bewegungserfassung
Software zur Schwingungsanalyse ME'scope
Software Module PTV Vision VISSIM
Demonstrator für intelligente Infrastruktur
3D - Drucker Campus
Software MountainsMap Universal V7
Multikopter RFT-System
Multispektralkamera
VR-Labor
Labor mit modularer Tischkonfiguration, um unterschiedliche Veranstaltungsformate gestalten zu können.
- Grafikrechner mit Nvidia Geforce RTX 4090, RTX 3090 bzw. GTX 1080Ti
- VR-Brillen: Varjo Aero, HTC Vive Pro, Oculus Quest (2)
- 2x Videoprojektoren
- Samsung Flip
- 3D-Drucker
Softwarezugriff auf Steuerung der Energiespeicher
Oberflächencharakterisierung mittels Rastersondenmethoden (AFM/STM)
Zur Verfügung stehen folgende Geräte:
Naio AFM
Naio STM
Rasterscope 5000 (DME) - AFM, STM, EC-STM
Reinluftabsauganlage RLA 210
Dickenhobelmaschine mit TERSA Messerwelle
Formatsäge mit Vorritzeinrichtung
Raunormal-Satz
Positionierungssystem für opt. Komponenten
Versuchsanlage thermisches Spritzen
Verfahren:
- Lichtbogendrahtspritzen: ELMA-Tech Vario LDS 4003L AC/DC
- Flammspritzen
Server Dell Power Edge R530
Laser Sabko 1290 100W
Rtec Universal Tribometer MFT-5000
Bewegungsarten: Oszillation, Rotation
Belastung: bis max. 8000 N
Max. Prüfkörpergröße: ca. 200 mm, Höhe ca. 100 mm
Max. Drehmoment: 6 Nm
Max. Drehzahl kontinuierlich: 6000 U/min
Flächenbügelplatz VEIT UNISET CN S
Doppelfonturige Kettenwirkmaschine
Doppelraschel
- Hersteller: COMEZ INERTANIONAL s.r.l., Cilavegna, Italien
- 8 unabhängig voneinander steuerbaren Lochnadelbarren
- Arbeitsbreite 80 cm
- 2 Platinenbarren (=Stechkamm)
- Abstand zwischen den Fonturen stufenlos einstellbar zwischen 1 mm und 20 mm
- Feinheit 20 n.p.i. = 20 Nadeln pro Zoll
- Maschendichte zwischen 1 und 40 Maschen/cm
- Spulengatter zur Aufnahme von Einzelspulen bis zu einem Durchmesser von 26 cm, Kapazität 500 Spulen
Mobiles DC Schnellladegerät
Projektdemonstrator Digitalisierung
3D-Scanner Shining
CanOpen Starter Set
Superfeine Raunormale
Raunormal-Satz von Halle GmbH für die Durchführung messtechnischer Untersuchungen an Oberflächenmessgeräten
- Aperiodisches Profil
- DAkkS-Kalibrierung für die Kenngrößen Ra, Rz und Rmax
- Stufe 1: Ra= 25 nm Rz= 150 nm (nominell)
Stufe 2: Ra= 60 nm Rz= 320 nm (nominell)
Stufe 3: Ra= 80 nm Rz= 450 nm (nominell)
Tiefen-Einstellnormal mit planem Rillengrund
Tiefen-Einstellnormal mit planem Rillengrund von Halle GmbH für die Durchführung messtechnischer Untersuchungen an Oberflächenmessgeräten, insbesondere zum Kalibrieren der Vertikalvergrößerung
- Erfassung mit optischen und taktilen Sensoren möglich
- DAkkS-Kalibrierung
- 6 Rillen: 0,24 / 0,75 / 2,4 / 7,5 / 24 / 75 μm (nominell)
- Auflösungsrille für optische Messgeräte
Software AutoGrid Version 5.3
Spektrometersystem ALPHA-P Platinum FT-IR
Potentiostat, Galvanostat Interface 1010
Impedance spectroscopy
Optisches Emissions-Spektrometer SPECTROMAXX
EMCOR-Tester
Sputter Coater Cressington 108 auto/SE mit Zubehör
Pick by light Anlage - Demoanlage
Mess-, Steuerungs- und Analysesoftware
Reibungs-Prüfgerät + Vibrationsprüfung
Video-Wall 2x2
Versuchsaufbau Hydraulik (Spende)
3D-Drucker (Formlabs)
Prototypenfertigung mittels SLA 3D-Druck
System Prozessoptimierung Musterwohnung
3D Drucker Mark Two Enterprise Kit
SW-Paket I - CIROS 3D-Echtzeitsimulation
Automatisierungs- und Kommunikationsnetz (Labor)
Versuchsstand Regelungstechnik (Labor)
Optisches Oberflächenmessgerät
Optisches Oberflächenmessgerät Microprof 100 von FRT GmbH
Sensorik:
- Chromatischer Weißlichtsensor (Punktsensor; Flächenmessung über Rasterscanning)
- Vertikale Auflösung bis 6 nm
- Laterale Auflösung < 2µm
Messaufgaben:
- Berührungslose Messung flächen- und linienhafter Oberflächenkenngrößen
- Erfassbarer lateraler Messbereich 150mm x 100mm
- Erfassbarer vertikaler Messbereich 600µm, durch vertikales Stitching bis zu 6,5mm erweiterbar
Tischsystem für Vorschubachsendemonstratoren
Labortischkombination mit Experimentieraufbauten
Einschneckenextruder EN035-30 D
Mobiles Rauheitsmessgerät Hommel-ETAMIC W10
3D-Mess-Mikroskop Alicona InfiniteFocus G5
Rasterelektronenmikroskop EVO MA15
Stick-Slip-Prüfstand
Software für Tastschnittmessgerät
Tastschnitt -Oberflächen- und Konturmessgerät
Wärmefluß-Meßeinrichtung
Multi-Camera-System zur 3D-Messung MCS4
VLM Korrosionsprüfschrank Typ SAL 400-FL
Taktiles Oberflächen- und Konturmessgerät
Taktiles Oberflächen- und Konturmessgerät HOMMEL-ETAMIC nanoscan 855 von JENOPTIK GmbH
Technische Daten:
- Taststrecke max. 200 mm
- Messhub 24mm
- Verfahrweg Y-Tisch 100 mm
- Auflösung z-Richtung 0,6nm
- Auflösung x-Achse 0,01µm
- Wiederholgenauigkeit y-Achse +/- 1µm
Messaufgaben:
- Taktile Messung linienhafter Oberflächenkenngrößen, u.a. nach DIN EN ISO 4287, DIN EN ISO 13565, DIN EN 10049, ISO 12085, JIS B601, ASME B46
- Taktile Messung flächenhafter Oberflächenkenngrößen, u.a. nach DIN EN ISO 25178
- Taktile Messung von Konturen und Mikrogeometrien
Einnadel-Doppelsteppstich-Säulenmaschine
ESF - Projekt Zentral- und Wohnraumsteuerung
Quiltmaschine Avante
Temperaturmessgerät Testo
Reifenmontiermaschine
Pkw, LLkw, Motorrad
Radwuchtmaschine
Pkw, LLkw
3D-Achsvermessung BOSCH
Dewetron
Universal-Messwerterfassung
HPI tele-TASK - System inkl. Kamera und Stativ
Lagersystem Umlaufregal Megamat
Lagersystem (Umlaufregal Megamat) zur optimierten Lagerhaltung in der Laborhalle RSB
Lagersystem Umlaufregal Megamat
Lichtschrank aus Edelstahl V2A
Mikrofocus Röntgensystem CT-ALPHA
Messtechn. Ausstattung für Unters. Wirkungsgrad
Gasniedertemperaturkessel Spitzenlast
Gas-Absorptions-Wärmepumpe und Zubehör
Stromversorgung EES Kraft-Paket 2.0
Messkamera - Optisches Messsystem
Server PowerEdge R720
Server PowerEdge R720
Ultraschallprüfgerät EPOCH 600 mit Zubehör
Nanolab
Die WHZ ist die einzige Fachochschule in Sachsen, an der Nanotechnologie als Masterstudium angeboten wird. Durch das „Nanolab“ können so in besondere Weise Forschung und Lehre miteinander verschmelzen - wer selbst forscht, kann attraktive und aktuelle Lehre anbieten.“ Um kleinste Strukturen - etwa 1000mal kleiner als der Durchmesser eines menschlichen Haars - generieren und replizieren zu können müssen besondere Anforderungen erfüllt werden: so muss beispielsweise die Luft partikelfrei sein, der Boden schwingungsfrei und die Temperatur und die Luftfeuchtigkeit konstant. All dies wird mit dem Nanolab gewährleistet. Der Freistaat Sachsen stellte für das Nanloab rund 1,9 Millionen Euro zur Verfügung.
Auf Anfrage kann das Nanolab auch für externe F&E Projekte genutzt werden.
Laborverantwortlicher: Herr Professor Dr. Daniel Schondelmaier
Touch - Display 65 Zoll
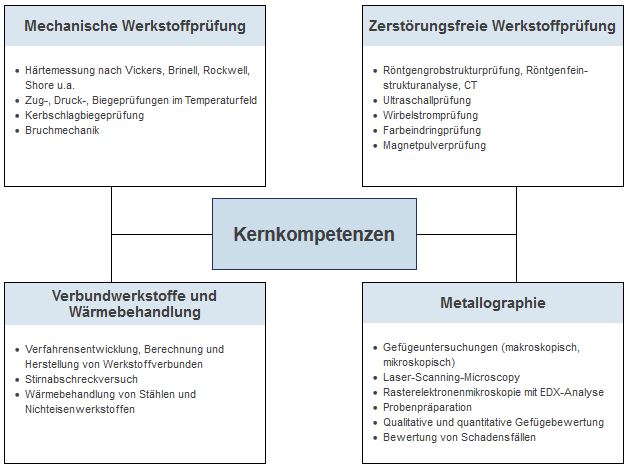
Prof. Dr. Jörg Klewer
Teleform-Arbeitsplatz inkl. Scanner
Doppel-Waschanlage Lackierpistolen
Konturmessplatz Concept (Upgrade MarSurfX)
Konturmessplatz Concept der Fa. Mahr- mit Upgrade auf MarSurfX zur geometrischen Vermessung von Bauteilen und Werkzeugen
Konturmessplatz Concept P200-99 - gebraucht
UP Schweißanlage MEGATRAC 6 + Zubehör + Stromqu.
UV-Tinten-Flachbett-Drucker Oce Arizona 318 GL
Textildrucker Teleios V8 TX-74 + TubeSteamer
Universalfestigkeitsprüfmaschine TAG 10kN TEE
eHealth-Labor
Im eHealth-Labor sind 8 Computer mit gängiger medizinischer Software (Klinisches Dokumentationssystem, 2 Arztpraxisinformationssysteme, Radiologieinformationssystem, Kommunikationsserver, elektronische Patientenakte, Software für die Videosprechstunde, Modellierungssoftware) im Einsatz. Ferner verfügen wir im Labor über verschiedene mobile Lösungen (iPad, div. Android-Tablets, 1 Surface, 3 Laptops, 5 Smartphones unterschiedlicher Generation) und verschiedene Kleingeräte (Hausautomation, Blutdruckmessgerät, Waage, Blutzuckermessgerät, Pulsoximeter).
Alle Geräte werden für die Ausbildung der Studierenden in den eHealth-/digital health- bezogenen Modulen verwendet.
Die Ausstattung wird regelmäßig aktualisiert.
Konfokales Laser-Raster-Mikroskop
Selbstlernzentrum Fremdsprachen - Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
Selbstlernzentrum (Fremdsprachen)
Komponentender Gebäudeautomation
Genauigkeits-Check-System QC20-W Standard
Härte-Kammerofen 30L mit Regler G 800 P
Labor-Flachbettkaschieranlage RPS-L 600K
Durchführung von Kaschierungen von Warenbahnen bis 50 cm Breite. Herstellung von Materialverbunden mittels thermoplastischer Kleber; maximale Heiztemperatur 220°C mit 4 steuerbaren Heizbereichen; Kühlzone wassergekühlt, mit integrierten Kalanderwalzen
Dickenmeßgerät 8500-1-E-9F
Zwirnmaschine AGTEKS DirecTwist
Die Zwirnmaschine ist für das Verzwirnen fast aller textiler Garne, elastischer Materialien (Elasthan) und auch nichttextiler linienförmiger Materialien (z.B. Draht) geeignet. Das Zwirnen ist an keine spezielle Aufmachungseinheit der Vorlage gebunden. Der fertige Zwirn kann in Parallelwicklung auf Scheiben- und/ oder Flaschenspulen aufgewunden werden.
Vakuummembranpresse Vacuform auf fahrbarem Tisch
Inv. Nr. 35150
Plastifikator KMH 100S gebraucht (1998)
Software Sensorcontroller für KNX
Versuchs-Lkw MAN L2000
Kontaktwinkelmessgerät
OCA 15EC von DataPhysics Instruments GmbH: Für die softwaregesteuerte Messung und Auswertung des statischen und dynamischen Kontaktwinkels nach der "Sessile & Captive Drop-Methode" sowie der Geometrie hängender Tropfen nach der "Pendant Drop-Methode" Zur Bestimmung des Benetzungsverhaltens an Festkörperoberflächen, der freien Oberflächenenergie von Festkörpern und deren Komponenten.
Atomkraftmikroskop
lateral rasternde Erfassung von Höhenprofilen mittels taktiler Erfassung oder Nichtkontakt-Abtastung durch einen Sondenkörper im Nanometerbereich
Thermische Analyse
Dynamisches Differenzkalorimeter DSC 25 von Mettler Toledo
UV/Vis Spektrometer
UV/Vis Spektrometer Evolution 300 von Thermo Scientific
Atomlagenabscheidung
Atomic Layer Deposition ALD 150 von FHR Anlagenbau
Gasadsorption
Areameter II von Ströhlein Instruments
KNX - Komponenten
Stoß-Stromanlage SSG-3020 zur elektromagn. Umform.
Präzisiontrennmaschine IsoMet 4000
SRV Schwing-Reib-Prüfstand + Software
Schwingungs-Reibverschleiß-Testsystem (SRV® 4)
Bewegungsarten: Oszillation, Rotation
Reibungszustände: Festkörper-, Grenz- und Mischreibung
Kontaktgeometrie: Punkt-, Linien- und Flächenberührung
Messgrößen: Reibwert, linearer Verschleißbetrag
Frequenz: 1 bis 511 Hz, 0 bis 2000 min-1
Schwingweg: 0,2 bis > 4 mm
Belastung: 1 bis 2000 N
Temperatur: -35 bis 300 °C
Umgebungsmedium beliebig, klimatisierte Luft 10 – 90 % rel. F.
Versuchsstand Zähigkeitsprüfung
Trägerfrequenzmessgerät MGC-plus
Werkstoffcharakterisierung und -prüfung
zahlreiche Untersuchungsverfahren aus den Berichen:
- Metallographie
- mechanische Werkstoffprüfung
- zerstörungsfreie Werkstoffprüfung
- Wärmebehandlung
Hochauflösendes Feldemissions Rasterelektronenmikroskop TESCAN Mira II XMU
Ausgestattet mit:
SE-, BSE-, Kathodolumineszenz -und EDX-Detektoren
Strukturuntersuchung mittels Röntgendiffraktometrie (XRD)
zur Verfügung stehen folgende Diffraktometer:
Bruker Diffraktometer D8 Discover
Siemens D5000 Diffraktometer
Isolationswiderstandsmeßgerät + Zubehör
Suess Microtec GmbH, MA6
UV Kontakt- und Proximitybelicher für die optische Lithographie, Suess Microtec GmbH, MA6 ink. Mikrooptik (auch large gap) und BSA (Vorder- zu Rückseiten Ausrichtung)
Hochfunktioneller UV Mask-Aligner (mit Bond-Aligner Kompatibilität) für industrielle Forschung und Produktion.
Die MA6-Serie ist eine vielseitige Geräteplattform unter SÜSS MicroTec Mask-Alignern und bietet eine große Bandbreite an Einsatzmöglichkeiten.
Sie unterstützt Substratgrößen bis zu 150mm. Dank der zahlreichen Werkzeuge und Optionen und einstellbaren Prozessparameter bietet sie maximale Flexibilität sowohl für Forschung und Entwicklung als auch bei Produktionsprozessen. Sie wird eingesetzt in den Bereichen MEMS, Advanced-Packaging, 3D-Integration...
Schweißanlage EWM Phoenix 303 Progress puls
Technische Daten:
- Einstellbereich Schweißstrom: 5 A bis 300 A
- Schweißverfahren: MIG/MAG (coldArc, PulseArc, forceArc) ,WIG, E-Hand
Ultraschallprüfgerät Phaser XS16/16
Ultraschallprüfgerät USLT 2000SP4
Härte-Prüfstand TIV
Konferenztischanlage mit Elektrifizierung
Modular Compact Rheometer mit Zubehör MCR 301
Zur rheologischen Untersuchung von Flüssigkeiten, Pasten, Klebstoffen etc. mit Hilfe von Rotations- und Oszillationsexperimenten im Bereich von -100 bis 450°C mit Hilfe verschiedener Messsysteme.
Vorhanden sind: Platte/Platte-Systeme, Platte/Kegel-Systeme, Rührzellen, Werkzeug für DMTA, Peltier-Temperierung von -40 bis 200°C, Tieftemperatureinheit, Hochtemperaturmesszelle
Forschungsprofil und Ausstattung der Professur Elektrische Energietechnik und Regenerative Energien, Das übergeordnete Ziel der Forschungsaktivitäten ist der Weg in eine zuverlässige und sichere „All Electric Society“.
Schwerpunkte
- Entwicklung von Energiespeicherlösungen und -anwendungen
Elektrische Energiespeichersysteme und -komponenten (Dimensionierung, Sicherheit, Lebensdauer, Einsatzoptimierung);
Heimspeicher, Speicher für industrielle Anwendungen, E-Mobilität (stationäre und mobile Speichersysteme)
- Hochstrom-, Lade-, Entladesysteme & Klimakammer
Messmethoden für Supercaps (Hochstrom- / Hochleistungstests, Messung des ECDL-Parameters);
Elektrochemische Impedanzspektroskopie (EIS);
2 Klimakammern -40° bis +160°)
- Regenerative Energiesysteme
Dimensionierung von Photovoltaik-Anlagen;
Bewertung von Windkraftanlagen
- Untersuchungen zur Lebensdauer
Untersuchungen zur kalendarischen und zyklischen Lebensdauer von Energiespeicherkomponenten und Systemen;
Leistungszyklentests & mathematische Modellierung (Einzelne Zellen, Module, Anwendungen)
- Simulation
Elektrische und thermische Modellierung von Energiespeichern und leistungselektronischen Systemen;
Transiente uns stationäre Simulation elektrischer Energieversorgungsnetze
- Sicherheits- und Abuse-Tests
Spannungsüberwachung, Lade- und Entlademanagement und Temperaturüberwachung, gezielte Überladung, definierter „Kurzschluss“, mechanische Zerstörungen, Übertemperatur
- Quartierskonzepte
Sektorkopplung, Energetische Quartierskonzepte, SmartCity, SmartBuilding
- Hochspannungsprüfung
Blitz, AC, DC, Isolationstests, komplett automatisierte Testabläufe
Universal-Prüfmaschinen Z250
Modell LEGO Education
Spectrometer Spectrolab LAV 05
Rasterelektronenmikroskop JEOL JSM-840A
FFT-Analysator ONO SOKKI 2-Kanal, DC - 100kHz
Spritzgießmaschine Typ KM 50 / 55 CX
Oberplächenprofilometer (Veeco Dektak 150)
taktile Erfassung von Oberflächenprofilen
Laborextruder ZSK 18 MEGAlab
Messgerät LoadProbe LP3000E incl. Notebook
Montagemesssystem für Schraubenverbindungen
Labor-Beschichtungsanlage und Kaschierstation
Mit dieser Beschichtungsanlage ist es möglich, wässrige Beschichtungssysteme (z.B. Acrylate und Pulyurethane) auf flexible Warenbahnen in 30 cm Breite aufzutragen und Schichten von 50 µm bis 3 mm zu erzeugen. Es steht ein Gummituchrakel und ein Walzenrakel zur Verfügung. Weiterhin ist es möglich, mit einem Tauchbecken durch einen Koagulationsprozess semipermeable Membranen herzustellen.
Video-Messsystem MA 333-Z2 mit Messsoftware
Video-Messsystem MA 333-Z2 mit Messsoftware der Fa. MarcelAubert zur mikroskopischen Analyse von Werkzeugen und Bauteilen (vorrangig zur Werkzeugverschleißmessung)
Video-Messsystem MA 333-Z2 mit Messsoftware
3-Achsen-Tischroboter (Asymtec)
Dispensen von Dicklacken
Spannungstester für Dünnschichten (KLA Tencor FLX 2320)
Kontrolle der mechanischen Spannung von dünnen Schichten
Rasterelektronenmikroskop (Hitachi S4160)
Elektronenoptische Inspektion von Objekten im Mikro- und Nanometerbereich
Hydraulische Tafelschere Stückmann & Hillen
Oberflächenuntersuchung mit Röntgenphotoelektronenspektroskopie (XPS/UPS)
Zur Verfügung steht ein
SPECS XPS/UPS System
Härteprüfgerät MIRCROMET 1
Mikroskoparbeitsplatz
Werkzeugvoreinstellgerät microset
Werkzeugvoreinstellgerät microset der Fa. DMG zur hochgenauen Voreinstellung spanender Bearbeitungswerkzeuge
Werkzeugvoreinstellgerät ECO 210
Demo- und Versuchsanlage Druckluftbremse mit ABS
Multi-Media-Sprachlabor - Fakultät Angewandte Sprachen und Interkulturelle Kommunikation
Multi-Media-Sprachlabor
Bearbeitungszentrum DMC60linear
Bearbeitungszentrum mit Linearantrieben zur spanenden Bearbeitung in Forschung und Lehre
5-Achs-Hochleistungsfräsmaschine DMC 60 Linear
Universalprüfmaschine 100 KN
Die Tisch-Prüfmaschine Z100 ist für Material-Prüfungen in Zug- und Druckrichtung ausgelegt. Die Belastung kann dabei zügig, ruhend schwellend oder wechselnd sein. Der Antrieb erfolgt elektromechanisch. Es stehen verschiedene Kraftsensoren und Prüfwerkzeuge zur Verfügung um fadenförmige Materialen, alle Arten von Textilien, Flexible und starre Verbundmaterialien und verschiedene Festkörper in verschiedenen mechanischen Belastungszenarien zu prüfen.
Infrarotofen
Gravimetrische IR-Trocknung von Photoresisten
Koordinaten-Meßgerät VIDEO-Check -IP
Elektronischer Messschlüssel QuanTec EMS ISI
Kammerofen LINN KS-80-VAC
CNC-Flachbettfräsmaschine
Werkstückspannsytem Basissatz 3
Hochspannungsprüfanlage Schalt- und Blitzstoß (125kV)
Hochspannungsprüfanlage Gleich- und Wechselspannung (130kV)
Achsschwingungsdämpferprüfstand Pkw
nach dem BOGE Prinzip
IR-Achsvermessung BOSCH
Achskinematikprüfstand
Rollenbremsenprüfstand für Nfz
PECVD-Anlage
Lackstraße
Anlage zur Prozessierung von Photolacken, Spincoater und Hotplates
Maskenbelichter, Suess MJB21
UV-Belichter für 4"-Substrate
Maskeninspektionsgerät, Hitachi
Inspektion und Qualitätskontrolle von Photomasken
Maskenreiniger, SSEC, Typ: Model 156
Reinigung von Photolithographiemasken
4-Stock Hochtemperaturofen (BTU)
Hochtemperaturprozesse für die Halbleiterfertigung
LPCVD (Thermco)
Chemische Gasphasenabscheidung für die Halbleiterfertigung
Sputteranlage (Leybold Z400)
Dünnschichtabscheidung durch Kathodenzerstäubung (Sputtern)
Reaktiver Ionenätzer (Sentech SI220)
Reaktives Ionentiefenätzen, Trockenätzen
Wafer-Flatnesstester (Tropel Autosort Mark II 150)
Qualitätskontrolle für Siliciumsubstrate
Wafergeometrie-Tester (Eichhon+Hausmann MX203)
Qualitätskontrolle von Siliciumsubstraten, Prozesskontrolle
Ellipsometer (Rudolph Research AutoEL III 2C, 4A)
Bestimmung der Dicke und des Brechungsindex dünner Schichten
Linienbreitenmessplatz
optische Bestimmung von lateralen Distanzen, Prozesskontrolle für Photolithographie
Zeiss Lichtmikroskop
Optische Charakterisierung und Inspektion von Oberflächen
VDF-Universal-Drehmaschine DUS 560 ti
VDF-Universal-Drehmaschine DUS 560 ti der Fa. Boehringer zur spanenden Bearbeitung in Forschung und Lehre
Boehringer VDF-Universal-Drehmaschine DUS 560 ti
Kammerofen MULTITHERM N 41/13 elektr. beheizt
Video-Werkzeugmeßmikroskop MA 708-031
Hydraulische Einständerpresse PYE63 S1M-630 kN
Werth-Video-check IP 50, 2D-Tischgerät
Funktionsmodell für Simatic S7,
Ultraschallprüfgerät USN 52
KASTO Bandsäge
Bandsäge KASTO zum Trennen metallischer und nichtmetallischer Werkstücke
US-Prüfsystem HFUS 2000
CNC-Bohrmaschine ALZMETAL AC32
CNC-Bohrmaschine ALZMETAL AC32 zur spanenden Bearbeitung in Forschung und Lehre
CNC-Ständerbohrmaschine AC 32/KT
Längstransfersystem
Hochleistungs-Werkzeugfräsmaschine FUW725
Hochleistungs-Werkzeugfräsmaschine FUW725 der Fa. Auerbach zur spanenden Bearbeitung in Forschung und Lehre
Wäfersäge (KS 797)
Trennen / Vereinzeln von Funktionseinheiten auf prozessierten Wafern
Drahtbonder, Westbond
Herstellen von Drahtbrücken zur Chipkontaktierung / Aufbau- und Verbindungstechnik
4-Spitzen-Messplatz
Bestimmung des Flächenwiderstandes dünner Schichten
Weiler-Drehzentrum DZ 32 CNC
CNC-Drehzentrum zur spanenden Bearbeitung in Forschung und Lehre
Weiler-Drehzentrum DZ 32 CNC mit Sonderausstattung
Quarz-4-Komponenten-Dynamometer
Elektronisches Höhenmeßsystem MICRO-VERTEX III
Augenknopflochmaschine
Wiesinger Radierpresse
2 Gammaspektrometer mit NaI-Detektor oder HP-Ge-Detektor
Das HP-Gammaspektrometer wurde 2021 mit neuer Software zu Nuklididentifikation ausgestattet
Universal-Werkzeugfräsmaschine Auerbach FUW 725
Hochleistungs-Werkzeugfräsmaschine FUW400
Hochleistungs-Werkzeugfräsmaschine FUW400 der Fa. Auerbach zur spanenden Bearbeitung in Forschung und Lehre
Fräsmaschine Auerbach FUW 400
Schleif- u. Poliermaschine Phoenix 4000/1
3-Kanal-Einheit mit 3 Ladungsverstärkern 5007
Webmaschine mit Jacquardmaschine
Webmaschine
- Hersteller: Lindauer DORNIER Gmbh, Lindau, Deutschland
- Webbreite 190 cm
- Schusseintrag mittels Greifer und Spiitzenübergabe
Jacquardmaschine
- Hersteller: Grosse
- elektronisch gesteuert
- 1180 Platinen
Universal-Prüfmaschine INSTRON
Automatisierungssystem (Schulungsgerät)
Auflicht-Mikroskop mit Foto- Videoeinrichtung
Röntgen-Diffraktometersystem D 5000 + Zubehör
Verbindungsprüfstand Erichsen-Prüfstand
Flachschleifmaschine Logomatic
Flachschleifmaschine Logomatic zur spanenden Bearbeitung in Forschung und Lehre
Flachschleifmaschine 5020
Webmaschine mit Schaftmaschine
Webmaschine
- Hersteller der Webmaschine: Lindauer DORNIER Gmbh, Lindau, Deutschland
- Hersteller der Schaftmaschine: Stäubli Bayreuth GmbH, Bayreuth, Deutschland
- Nennbreite 200 cm
- 12 Schäfte zur Bindungsmusterung
- Schusseintrag mittels Greifer und Spitzenübergabe
- elektronisch gesteuerte Schaftmaschine
ZENTRIER-NIVELLIERTISCH
MIKR UNI 5382
HOMMELTESTER-NR-20493
MIKR MEß E138
FRÄSMASCH UNIV 34260140 FQS 400
Bedampfungsanlage (HVT Dresden B30)
Erzeugung dünner Schichten mittels thermischem Verdampfen
Fachkenntnisse und Fähigkeiten
Aktuelle Themen
- Analyse und Optimierung von Datenbanksystemen (Relationale DBs / NoSQL-DBs), Data Warehouse System, Data Lakes, Big Data, Data Mining
- Datenbanken im Bereich der klinischen Forschung
- Datenbanken in der Geo-Informatik
Mit der digitalen Kommunikationsflut umgehen – Digitale Souveränität und Achtsamkeit
Workshop
Carsten Jana
Chemie / Umweltchemie
Prof. Dr. rer. nat. Frank Becker
Gassensorik, Aromadetektion, Sensorpräparation
IoT Visualization
Forms of visualization for IoT data (graphs, key figures, notifications), Dashboards for special application scenarios, graphical data analysis
Intensiv Applikationstraining Elektronenmikroskopie
Chinesische Wirtschaftskommunikation
Verhandlungsdolmetschen Deutsch-Chinesisch
Übersetzung unter funktionalen Ansätzen Deutsch-Chinesisch
Kommunikation in deutschen u. chinesischen Unternehmen
Geschichtliche und aktuelle Entwicklung VR China
Geschichtliche und aktuelle Entwicklung Tawians
GreEnSuM programme leader
Magnetische Nano- und Mikropartikel für die Medizintechnik
Ausgewiesene Expertise im Bereich des Einsatzes magnetischer Nano- und Mikromaterialien in der Biomedizinischen Technik. Dies umfasst die Herstellung magnetischer Nanopartikel und Mikrosphären, deren Oberflächenfunktionalisierung für die in-vivo Anwendung, deren strukturelle und magnetische Charakterisierung sowie den Einsatz in medizinischer Diagnostik und Therapie. Der Fokus liegt auf der Entwicklung entsprechender biomedizintechnischer Methoden zur Nutzung des Potentials dieser Strukturen.
Erfahrung in der Konzeptionierung und Erstellung von Unterrichtsmaterialien von DGS als L2 im Rahmen des Task-Based-Learning-Ansatzes
Schwerpunkt Materialien mit Fokus auf Form zum Selbstlernen
Nadine Rentel
Tschechischgrundkenntnisse
Digital Workspace: Evaluation von digitalen Lehrveranstaltungen
hochschuldidaktische Weiterbildung
des HDS Progamms, 4 AE
Präsidiumsmitglied DRK Kreisverband Chemnitz e.V.
Das Präsidium fördert und koordiniert die Rotkreuzarbeit im Kreisverband unter Beachtung der Einheit des DRK. Es formuliert Strategien und Ziele für den Vorstand und die Gliederungen des Kreisverbandes. Es ist für die verbandspolitische Leitung und Kontrolle des Kreisverbandes und seiner Gliederungen verantwortlich und übt insoweit die Verbandsaufsicht über seine Mitgliedsverbände aus.
Anwendung von Change Management für die Digitalisierung der Hochschullehre
Implementierung eines Plans für die Digitalisierung der Lehre in einem Hochschulprogramm für Gebärdensprachdolmetscher/innen (Diplom GSD, WHZ)
Erfahrung in die Durchführung von Bedarfsanalyse für Gebärdensprachkurse für besondere Zwecke (L2)
DGS-Bedarfsanalyse für die Arbeit der Beschäftigungsberatung für Gehörlose (Projekt BeQuiS)
Medizinische Physik
Medizinische Physik insbesondere Bildgebung und Strahlentherapie
Ansätze zur stärkeren Aktivierung von Studierenden in Lehrveranstaltungen
hochschuldidaktische Weiterbildung
Ausbildung zur zertifizierten Mediatorin (Hochschule Wismar) Schwerpunkt Organisations- und Wirtschaftsmediation
Konflikte entstehen überall dort, wo Menschen miteinander interagieren. Man kann aber Konflikte niemals mir den selben Methoden lösen, mit denen sie entstanden sind. An dieser Stelle hilft Mediation, als neutrales und außergerichtliches Verfahren, bei dem alle Beteiligten einbezogen und konstruktiv die Lösung von Konflikten vorantreiben mit Hilfe eines Mediators.
Erfahrung mit der Konzeptionierung (course design) von Gebärdensprachkursen nach dem Gemeinsamen europäischen Referenzrahmen für Sprachen
L2 für Erwachsene
Erfahrung in der Konzeptionierung eines berufsbegleitenden Masterstudiengangs für die Vermittlung von DGS Kompetenzen (B2)
Material-Kreislaufwirtschaft, Umwelttechnik und Recycling
Kenntnisse aus Industrieprojekten und Forschungsarbeiten.
Softwareentwicklung für eingebettete Systeme
Sprachen: C und C++
Digitale Regelungstechnik
Entwurf und Implementierung digitaler Regelungssysteme
Modellbildung und Simulation dynamischer Systeme
- Werkzeuge: Matlab, Simulink, Plecs
- Anwendungsschwerpunkt: leistungselektronische Systeme, z.B. DC-DC-Wandler
Additive Fertigung
Technologien, Materialien und Konstruktion der kunststoffbasierten additiven Fertigung
Piezoelektrischer Effekt
Funktionsweise, Materialien, Charakterisierung und Auslegung des piezoelektrischen Effekts
Integrative Leichtbautechnologien
Technologien und Materialien des integrativen Leichtbaus sowie Konzepte zu integrierenden Technologien
lineare Ordnungen auf Graphen
beschränkte kürzeste Wege
Netzwerkflüsse unter Nebenbedingungen
dynamische Netzwerkflüsse
Routingspiele auf Graphen
Anwendungen in der Verkehrsoptimierung
LEGO® SERIOUS PLAY®-Moderatorenausbildung
LEGO® SERIOUS PLAY® ist eine innovative Problemlösungs-, Kommunikations- und Kreativmethode. Sie basiert auf der grundlegenden Idee, dass jeder Gedanke, jedes Erlebnis oder Vorhaben in Form von dreidimensionalen Legomodellen visualisiert werden kann. Mit Hilfe von LEGO®-Steinen sollen unbewusste Erfahrungs- und Wissenspotentiale aufgedeckt werden. Der Ansatz folgt der Flow Theorie von Csikszentmihalyi (1975), wonach der Flow positive Emotionen bewirkt. Dazu zählen u.a. Verlust des Zeitgefühl und erleichtern des Lernens. Metaphern helfen zudem, vage und abstrakte Ideen zu konkretisieren und ganzheitlich eine große Menge an Informationen zu transportieren sowie neue Betrachtungsweisen einzunehmen (Sackmann 1989). Ferner dient Storytelling im Organisationskontext der Sozialisierung, Identifikation und als Interpretationsrahmen (Bittelmeyer 2004). Ziel ist es, die Vorteile des Spielens und Modellierens mit realen Problemstellungen zu verknüpfen.
Erstellung und Verwaltung von Kursen in LSM Moodle
Anwendung von HTML und H5P
Diversity, Equity, Inclusion, Belonging
Nachhaltigkeit in der textilen Kette
ökologische und sozio-ökonomische Aspekte der Textilien in den Bereichen:
- Naturfasern: Gewinnung, Tierwohl, Flächenbedarf, Wasserbedarf, Energiebedarf, Ressourceneinsatz, genmanipulierte Baumwolle, Insektizide und Pestizide
- synthetische Fasern: Herstellung, Wasserbedarf, Energiebedarf, Ressourceneinsatz, Recycling-Fähigkeit
- Biopolymere
- Textilproduktion
- Distribution, Verpackung, Konsum, Gebrauch
- Lebensende, Recycling, biologisch abbaubar, Weiterverwendung, Verwertung
- Öko-Label, Öko-Siegel und Zertifizierungen
Schwedischkenntnisse (B1)
Mathematik
Funktionalanalysis, Numerik, insbesondere für inverse Probleme mit Anwendungen in Physik, Technik, Medizin
Informatik
Entwicklung von Algorithmen, insbesondere Bildverarbeitung und maschinelles Lernen
Anwendungssysteme
Betriebliche Anwendungssysteme in Theorie und Praxis (Organisation, Modellierung, Referenzmodelle, Systemtypen, Kommunikationsstandards)
Kommunikation im Gesundheitswesen
Formen der Kommunikation, Kommunikationsstandards (HL7 V2, CDA, FHIR, DICOM, xDT, XML), Kommunikationstechniken
Expertise Plasma(oberflächen)technologien
Es liegt eine ausgewiesene Expertise im Themenfeld der Plasmatechnologien sowohl für Prozesse im Niederdruck- als auch Normaldruckbereich vor. Dies beinhaltet die plasmbasierte Oberflächenbehandlung und -modifizierung sowie die Diagnostik von Plasmen. Der Fokus liegt auf Anwendungen im High-Tech- und Life Science- Bereich.
Untersuchung von Struktur, Oberfläche und physikalischen Eigenschaften von Festkörpern
Struktur- und Oberflächenuntersuchung von Festkörpern (z.B. Nanomaterialien, Funktionsmaterialien, Werkstoffe und Bauteile) mit analytischen Methoden (Elektronenmikroskopie, Röntgenbeugung, Raman-Spektroskopie, Photoelektronenspektroskopie, Rastersondenmikroskopie); Bestimmung von elektrischen und magnetischen Materialeigenschaften; elektrochemische Herstellung von Funktionsmaterialien und Nanomaterialien; Sensoren
Algorithmen und Datenstrukturen
Grundlegende Datenstrukturen und Algorithmen
- Algorithmen und Komplexität
- Abstrakte Datentypen, Bäume, binäre Suchbäume, 2-3-Bäume, AVL-Bäume, Heaps
- Sortierverfahren
- Graphalgorithmen
Large Scale Data Processing
Methods for handling big data
- Data sources and their characteristics
- System architectures for large scale data processing
- Processing of large scale data (storage, preprocessing, analysis, statistical evaluation, visualization)
- Methods for data modelling (e. g. Entity Relationship Model) and SQL as query language
Künstliche Intelligenz
KI hat in den letzten Jahren einen enormen Fortschritt gemacht und findet Anwendung in vielen Bereichen, wie zum Beispiel in der Medizin, der Mobilität, der Energie und der Industrie. In der Medizin wird KI beispielsweise eingesetzt, um Diagnosen zu stellen, Behandlungspläne zu entwickeln und Risiken zu analysieren. In der Mobilität wird KI zur Steuerung von selbstfahrenden Autos und zur Optimierung von Transportrouten verwendet. In der Energiebranche wird KI zur Vorhersage von Nachfrage und zur Optimierung von Stromnetzen eingesetzt. In der Industrie wird KI zur Qualitätskontrolle und zur Optimierung von Produktionsprozessen verwendet.
Nadine Rentel
Erfahrung in der Konzeptionierung internationaler Studiengänge (Frankreich-Deutschland)
Projektmanagement
Fahrwerk
Fachgebiete
- Reifen/Räder
- Radführung
- Federung/Dämpfung
- Bremsen
- Lenkungen
Software
- CATIA
- ADAMS
- Mathcad
- CarMaker
Intelligente Assistenzsysteme
- Mensch-Maschine-Interaktion
- Künstliche Intelligenz
- Neuronale Netze
- Bildverarbeitung
- Bewegungsanalyse
- Virtual Reality / Augmented Reality
Virtuelle Realität
- Virtual Reality
- Augmented Reality
- Computergrafik
- Usability
Sächsisches Hochschuldidaktik Zertifikat plus
Zentrale Aufgabe des HDS ist die Erhöhung des Professionalisierungsgrads der Lehrtätigkeit sowie die Verbesserung der Qualität der Lehre.
Maschinelles Lernen
Maschinelles Lernen ist ein Teilgebiet der Künstlichen Intelligenz, das sich mit der Entwicklung von Algorithmen beschäftigt, die in der Lage sind, aus Daten zu lernen und Vorhersagen zu treffen. Im Gegensatz zu traditionellen Programmen, bei denen die Regeln und Entscheidungen von Menschen festgelegt werden, lernen maschinelle Lern-Algorithmen aus Beispielen und verbessern ihre Leistung, wenn sie mit neuen Daten konfrontiert werden.
Es gibt verschiedene Arten von maschinellem Lernen, wie beispielsweise das unüberwachte Lernen, bei dem der Algorithmus auf einem Datensatz ohne vorgegebene Klassifizierung lernt, das überwachte Lernen, bei dem der Algorithmus mithilfe von Beispielen lernt, wie bestimmte Eingaben in bestimmte Ausgaben überführt werden, und das tiefe Lernen, bei dem neuronale Netze verwendet werden, um komplexe Muster in Daten zu erkennen.
Maschinelles Lernen findet Anwendung in vielen Bereichen, wie zum Beispiel in der Bilderkennung, der Naturlanguageverarbeitung, der Vorhersage von Märkten und der Personalisierung von Diensten. Es wird oft in Kombination mit anderen Tools und Techniken aus dem Bereich der Data Science eingesetzt, um Daten zu analysieren und Erkenntnisse zu gewinnen.
Prof. Dr. rer. nat. Frank Becker
Data Science
Data science ist ein interdisziplinäres Feld, das sich mit der Analyse und dem Verständnis von Daten beschäftigt. Es vereint Methoden aus verschiedenen Bereichen wie Statistik, Informatik, Mathematik und Domain-Know-how, um Daten zu sammeln, zu verarbeiten und zu analysieren, um Erkenntnisse und Handlungsempfehlungen zu gewinnen. Die Datenanalyse steht im Zentrum der Data Science und bezieht sich auf verschiedene Aspekte von Daten, wie Verarbeitung, Modellierung, Visualisierung und Interpretation. Data Science hat sich in den letzten Jahren zu einem wichtigen Werkzeug für die Analyse und Verarbeitung von großen Datenmengen entwickelt und wird in verschiedenen Bereichen, wie Finanzindustrie, Einzelhandel, Öffentliche Verwaltung und Gesundheitsbranche, eingesetzt, um Märkte zu analysieren, Kundenverhalten vorherzusagen und Risiken zu bewerten.
Herstellung und Charakterisierung von funktionalen Dünnschichtsystemen
Verwendung unterschiedlicher Vakuumverfahren zur Herstellung dünner Schichten mit Dicken im Nanometer- oder MIkrometerbereich:
- Kathodenzerstäubung (Sputtern: DC, RF, Magnetron)
- Thermische Verdampfung
- Atomlagenabscheidung (ALD = atomic layer deposition)
Charakterisierung der Dünnschichtsysteme:
- Ellipsometrie
- Röntgenreflektometrie und -diffraktometrie
- Profilometrie
- Impedanzspektroskopie
Erfahrung in der Konzeptionierung eines Studiengangs für die Ausbildung von Gebärdensprachdolmetscher*innen (Universität zu Köln)
Projektmanagement
Approximation und Interpolation, Funktionenräume und numerische Analysis
Fachexpertise: Chemie
- organische Synthese
- anorganische Synthese
- makromolekulare Synthese
- Hybridmaterialien
- Nanocomposite
- quantenchemische Berechnungen
- chemische Charaktierisierung
- Materialsynthese und Charakterisierung
- Physikalische Chemie
- Grenzflächenchemie
- Tenside
Altersgerechte Assistenzsysteme
Anbindung Altersgerechter Assistenzsysteme an die medizinische Versorgung
Signal- und Bildverarbeitung
Signal- und Bildverarbeitung insbesondere im medizinischen Kontext
Organische Halbleiter und Emitter:
Ein weiterer Schwerpunkt der Arbeitsgruppe liegt auf der Erforschung und Anwendung organischer Halbleitermaterialien. Hierzu zählt die Entwicklung eines flexiblen integrierten Mikrosystems auf Basis organischer Halbleiterschichten sowie die Modulation der Abstrahlcharakteristik von optoelektronischen Bauelementen. Die Gruppe widmet sich ebenfalls der Nanostrukturierung von organischen Halbleitern, insbesondere im Kontext der Entwicklung von Wasserstoffsensoren und photokatalytisch aktiven organischen Emittern. Organische Photovoltaikanwendungen werden ebenso eingehend erforscht.
Management von Drittmittelprojekten in universitären Kontext
Projekte BMAS-Deaf Mentoring (2015-2019) Universität zu Köln-RWTH Aachen und IN-COMM (EU, 2022-2023)
Portugiesischkenntnisse (B2)
Niederländischkenntnisse (B1+)
Katalanischkenntnisse (A2)
Planung von Messstrategien für geometrische Messungen
- Planung von Messstrategien für die Längenmesstechnik
- Planung von Messstrategien für die Form- und Lagemessung
- Planung von Messstrategien für die Messung von Oberflächeneigenschaften
- Trainer für AUKOM 1 AB und AUKOM Form und Lage
Gewebebindungen
Bindungen der Gewebe, insbesondere mehrflächige Gewebe und Doppelgewebe
Entwicklung komplexer Softwareanwendungen und Softwarearchitektur
- Domain-Driven Design
- verteilte Systeme (Architektur, Spezifikation, Testen, Entwurf, Implementierung, Deployment)
- Konsistenz in verteilten Systemen
math. Forschungsschwerpunkte
- angewandte Funktionalanalysis
- Operator- und Spektraltheorie
- Approximationsverfahren
- Komplexität
- Fredholmtheorie in Banachalgebren
Modellierung software-intensiver Systeme
- Domänenspezifische Sprachen
- Realisierung mit xText, Meta Programing System (u. a.)
- formale Modellierung
- Validierung
Professur Werkstofftechnik/Werkstoffprüfung
Leichtbauwerkstoffe
Werkstoffcharakterisierung und -modellierung
Viskoelastisches Verhalten von Kunststoffen
Mikromechanik von Faser-Kunststoff-Verbunden
Numerische Homogenisierung
Werkstoffe für medizintechnische Anwendungen
Softwareentwicklung
- Managed Languges (Java, C#, JavaScript, TypeScript usw.)
- C++ und C
- C++, C, Assembler für eingebettete Systeme
- Rust
- testgetriebene Entwicklung
- Continous Integration
Nadine Rentel
Erfahrung in der Organisation internationaler wissenschaftlicher Konferenzen
Interkulturelle Sensibilisierung mit Psychodrama
Psychodramatisches Rollenspiel, Vignetten, Soziometrie zur interkulturellen Sensibilisierung und zur Nachbereitung von Auslandsaufenthalten
Telemedizin und Gesundheitstelematikinfrastruktur
gesetzliche Grundlagen zu Telemedizin und Gesundheitstelematikinfrastruktur
Anwendungen, technische Voraussetzungen
intersektorale Versorgung, patientenzentrierte Akte
Professur Füge- und Beschichtungstechnik
- Fügen (Schweißen, Löten, Kleben und Hybridprozesse) von Metallen und Verbundwerkstoffen
- Prozessanalyse und -optimierung von Lichtbogenprozessen (Schweißen und Thermisches Spritzen)
- Metallurgie - Entwicklung von Zusatzwerkstoffen für Füge- und Beschichtungsprozesse
- Additive Fertigung / Pulvermetallurgie / Gasverdüsung
- Hochtemperaturwerkstoffe
- Gefüge-Eigenschafts-Beziehungen
- Schadensanalyse von Bauteilen
Italienischkenntnisse (B1)
Nano- und Mikrostrukturierungstechnologien:
Die Arbeitsgruppe beschäftigt sich intensiv mit verschiedenen Technologien zur Nano- und Mikrostrukturierung. Dies umfasst die Anwendung von Laserinterferenzlithographie, den Resisttransfer auf 3D-Oberflächen, 3D-Druck, Nanoreplikation sowie die Prozessentwicklung für Photolithographie. Ein besonderer Fokus liegt auf der Prozessierung von Photoresisten auf gekrümmten Oberflächen.
Nano- und Mikrosystemtechnik
Im Bereich der Nano- und Mikrosystemtechnik konzentriert sich die Arbeitsgruppe auf die Oberflächenfunktionalisierung sowie die Entwicklung von Sensoren. Dies beinhaltet die Untersuchung und Optimierung von Oberflächenfunktionalisierungen sowie die Entwicklung von innovativen Sensoren. Dabei wird eine ganzheitliche Perspektive eingenommen, die von der Materialforschung bis zur Systemintegration reicht.
Optische Nanostrukturierung
In diesem Forschungsfeld liegt der Fokus auf der Entwicklung und Anwendung von optischen Nanostrukturen. Die Gruppe beschäftigt sich intensiv mit der optischen Funktionalisierung von Oberflächen, der Erforschung von photonischen Kristallen, der Analyse von plasmonischen Strukturen sowie der Gestaltung binärer holographischer Strukturen. Des Weiteren werden innovative Antireflektionsschichten für Photovoltaikanwendungen untersucht und entwickelt.
Software-Engineering
- Beschreibung von Anforderungen
- Modellierung
- Softwaretest
Geschäftsprozessmodellierung
- automatische Analyse von Geschäftsprozessmodellen, Generierung von Vorschlägen für Geschäftsprozessmodelle
- domänenspezifische Modellierungsmethoden
- Anwendung der TRIZ auf nichttechnische Probleme
Komplexitätstheorie
Häufigkeitsberechnungen mit und ohne Zeitschranken
Graphenalgorithmen
Approximationsalgorithmen für komplexe Probleme
Grundkenntnisse der costa-rikanischen Gebärdensprache (LESCO)
Die Kenntnisse entsprechen dem Niveau B1. Grundlegende Kenntnisse für die Arbeit vor Ort mit native LESCO-Nutzern.
Qualitativ-rekonstruktive Forschung
- Interviews (Leitfaden, narrative)
- Gruppendiskussionen
- ethnographische Beobachtungen
- Dokumentenanalyse
- Grounded Theory
- Kritische Diskursanalyse
- Dokumentarische Methode
- Qualitative Inhaltsanalyse
Messprozesseignung / Messunsicherheit
- Bestimmung der Messunsicherheit nach GUM
- Modellierung von Messungen
- Durchführung von Messmittelfähigkeitsuntersuchungen nach MSA
- Analyse der Messsystemeignung bzw. Messprozesseignung nach VDA5
Interkulturelle Kommunikation
Softwarearchitekturen und Softwarequalität
- Langlebige, resiliente Systeme
- Architekturmodelle
- Requirememts Engineering
- Qualitätsmerkmale
diskursives Ethos
Sprachkontakt Papiamentu - afrikanische Sprachen
Sprachpraxis Modernes Chinesisch
sprachliche Polyphonie
Besonders Scapoline und Modalität
Doris Fetscher
Interkulturelles Training auch außerhalb der Hochschule in berufsspezifischen Kontexten (Verwaltung, Unternehmen, Bildungseinrichtungen). Die Trainings können sowohl pankulturell als auch kulturspezifisch ausgerichtet sein.
Aufbau von internationalen Curricula und internationalen Studiengängen sowie Akkreditierungen von internationalen joint- und double degrees.
Interkulturelles und mehrsprachiges Projektmanagement.
Professur für Elektrische Energietechnik und Regenerative Energien. Der Weg in eine zuverlässige und sichere „All Electric Society“.
Schwerpunkte
- Entwicklung von Energiespeicherlösungen und -anwendungen
Elektrische Energiespeichersysteme und -komponenten (Dimensionierung, Sicherheit, Lebensdauer, Einsatzoptimierung);
Heimspeicher, Speicher für industrielle Anwendungen, E-Mobilität (stationäre und mobile Speichersysteme)
- Hochstrom-, Lade-, Entladesysteme & Klimakammer
Messmethoden für Supercaps (Hochstrom- / Hochleistungstests, Messung des ECDL-Parameters);
Elektrochemische Impedanzspektroskopie (EIS);
2 Klimakammern -40° bis +160°)
- Regenerative Energiesysteme
Dimensionierung von Photovoltaik-Anlagen;
Bewertung von Windkraftanlagen
- Untersuchungen zur Lebensdauer
Untersuchungen zur kalendarischen und zyklischen Lebensdauer von Energiespeicherkomponenten und Systemen;
Leistungszyklentests & mathematische Modellierung (Einzelne Zellen, Module, Anwendungen)
- Simulation
Elektrische und thermische Modellierung von Energiespeichern und leistungselektronischen Systemen;
Transiente uns stationäre Simulation elektrischer Energieversorgungsnetze
- Sicherheits- und Abuse-Tests
Spannungsüberwachung, Lade- und Entlademanagement und Temperaturüberwachung, gezielte Überladung, definierter „Kurzschluss“, mechanische Zerstörungen, Übertemperatur
- Quartierskonzepte
Sektorkopplung, Energetische Quartierskonzepte, SmartCity, SmartBuilding
- Hochspannungsprüfung
Blitz, AC, DC, Isolationstests, komplett automatisierte Testabläufe
Schnelle Gebärdenschrift
Dies ist ein von mir erfundenes System zur schnellen phonetischen Notation des DGS-Lexikons, das besonders beim Erlernen der DGS für hörende Erwachsene nützlich ist.
Qualitätsmanagementsysteme / Methoden des Qualitätsmanagements
Bereich Qualitätsmanagementsysteme:
- Aufbau von Qualitätsmanagementsystemen nach DIN EN ISO 9001
- Trägerzulassung nach AZAV / AZWV
- Vorbereitung von Auditierung und Zertifizierung
Bereich Versuchsmethodik:
- Unterstützung bei der Systemanalyse
- Auswahl geeigneter Versuchspläne
- Aufstellen statistischer Versuchspläne
- Statistische Auswertung der Versuchsdaten
- Signifikanzanalyse der Versuchsergebnisse
Geschichte und Kultur der Gehörlosen mit Schwerpunkt Lateinamerika
Der Schwerpunkt liegt auf der Geschichte der Gehörlosen in der präkolumbianischen und kolonialen Zeit sowie auf der Geschichte der Gehörlosen, die nicht in die formale Bildung eingebunden waren.
Kommunikation im Gesundheitswesen
Kommunikationsstandards HL7 V2 und V3, RIM-Modell, DICOM, xDT, FHIR, LOINC, CHA, XML, CDA
Konzeption interkultureller China-Trainings
Interkulturelles Training im Kontext von Hochschule und Unternehmen
Curriculumsentwicklung internationaler Studiengänge
Konzeption, Evaluation, Akkreditierung internationaler Studiengänge
Qualitative Forschung
Forschung mit qualitativen Methoden, Ausbildung in qualitativer Forschung, v.a. qualitative Interviews
Deutsch als Fremd-/Fach- und Zweitsprache-Dozentin
- Firmenkurse
- Schulische Sprachförderung
- Integrationskurse vom BAMF
Interkulturelle Kompetenz
BAMF-Zulassung Lehrerin Integrationskurse
Ubiquitous and Mobile Computing / Ubiquitäres und mobiles Computing
- Mobile, Wearable, and Ubiquitous Computing (incl. Smartphones and the Internet of Things (IoT)).
- Software Development (incl. cross-platform).
Human Computer Interaction (HCI) / Mensch-Computer-Interaktion (MCI)
- HCI Design (incl. User Interface (UI) and User Experience (UX) Design; and Prototyping).
- HCI Evaluation Methods (incl. User Studies; Usability Testing; and Heuristic Evaluations).
- Interaction Paradigms (incl. Natural Language Interfaces).
Professur Werkstoffveredlung und -prüfung
Die Professur Werkstoffveredlung und -prüfung beschäftigt sich mit der Eigenschaftsmodifizierung von flexiblen Warenbahnen.
In der Lehre werden Module zur Textilveredlung von den Grundlagen bishin zu speziellen Technologien angeboten, die zur Erzeugung verbesserter und neuer Eigenschaften führen. Auch für das Material Leder werden die theoretischen Grundlagen bishin zu praktischen Kenntnissen der Gerbung und der Lederzurichtung vermittelt. Zusätzlich werden auch Module zu Umweltschutz und Recycling angeboten, die aktuelle Problematiken in den technischen Bereichen aufgreifen.
Forschungseitig beschäftigt sich die Professur mit der Herstellung spezifischer Verbundmaterialien mit neuen Eigenschaftsprofilen und erzeugt Oberflächeneigenschaften, die für spezielle Anwendungen benötigt werden.
Dabei werden auch spezielle Technologien eingesetzt wie Ultraschallschweißen und UV-Härtung von Schutzschichten.
Selbstständige Verwendung der Deutschen Gebärdensprache
Numerische Analysis
Numerische Analysis ist ein Teilgebiet der Mathematik, das sich mit der Bereitstellung von Algorithmen und Verfahren zur Lösung von Problemen befasst, die sich nicht analytisch lösen lassen oder deren Lösung mit hoher Genauigkeit erforderlich ist. Diese Verfahren werden in vielen wissenschaftlichen und technischen Bereichen eingesetzt, um exakte Lösungen für komplexe Probleme zu finden. Die numerische Analysis hat zu vielen wichtigen Fortschritten in verschiedenen Bereichen beigetragen und ist ein wichtiger Bestandteil der modernen Wissenschaft und Technik.
Numerische Analysis wird in folgenden Feldern angewandt:
- In der Physik wird numerische Analysis häufig verwendet, um komplexe Prozesse und Phänomene zu simulieren und Vorhersagen über ihr Verhalten zu treffen.
- In der Ingenieurwissenschaften kommen numerische Verfahren zum Einsatz, um optimale Lösungen für technische Probleme zu finden und komplexe Systeme zu analysieren.
- In der Ökonomie werden numerische Methoden verwendet, um wirtschaftliche Prozesse zu simulieren und die Auswirkungen von Entscheidungen zu untersuchen.
- In der Medizin wird numerische Analysis eingesetzt, um große Mengen von Patientendaten zu analysieren und wichtige Muster und Trends zu erkennen, die für die Diagnose und Behandlung von Krankheiten relevant sind.
Numerik hochdimensionaler Probleme mittels Tensor Formate
Numerische Hochdimensionalität bezieht sich auf Probleme, die sich aus der Verarbeitung von Daten mit hoher Dimensionalität ergeben. Eine hohe Dimensionalität tritt auf, wenn ein Problem viele Merkmale oder Variablen hat, die berücksichtigt werden müssen. Dies kann zu Schwierigkeiten bei der Verarbeitung und Analyse der Daten führen, da viele der gängigen Analysemethoden für solche Probleme nicht gut geeignet sind.
Eine Möglichkeit, um mit numerischen Hochdimensionalitätsproblemen umzugehen, ist die Verwendung von Tensor-Formaten. Ein Tensor ist ein hochdimensionales Array, das zur Darstellung von hochdimensionalen Daten verwendet wird. Tensor-Formaten bieten eine effiziente Möglichkeit, um mit hochdimensionalen Daten zu arbeiten, indem sie redundante Informationen reduzieren und die Struktur der Daten aufrechterhalten.
Die Verwendung von Tensor-Formaten kann dazu beitragen, die Leistung von Algorithmen zu verbessern, die für die Verarbeitung von hochdimensionalen Daten entwickelt wurden. Sie werden oft in Kombination mit maschinellen Lern-Algorithmen verwendet, um Muster in großen Datenmengen zu identifizieren und Vorhersagen zu treffen.
Tensor-Formaten werden in vielen Bereichen eingesetzt, wie zum Beispiel in der Bilderkennung, der Naturlanguageverarbeitung und der Vorhersage von Märkten. Sie sind ein wichtiges Werkzeug für Data Scientists, um mit numerischen Hochdimensionalitätsproblemen umzugehen und Erkenntnisse aus großen Datenmengen zu gewinnen.
Stochastische Analysis
Stochastische Schwingungsprobleme, Stochastische Eigenwerprobleme
Statistische Datenanalyse
Erstellung statistischer Analysen und Auswertungen in verschiedenen Bereichen, z.B. medizinische Statistik
Virtual Reality
Entwicklung von Software im Bereich VR und AR vor allem im Bereich der Planung medizinischer Eingriffe (Planungssoftware für die Tiefe Hirnstimulation)
Bildverarbeitung
medizinische Bildverarbeitung (z.B. Segmentierung)
Verwaltung von Websites in Wordpress
Geometrische Produktspezifikationen
- Normgerechte Eintragung von geometrische Produktspezifikationen
- Interpretation von Zeichnungseintragungen
- Ableitung von Anforderungen an die Produktprüfung
- ISO-GPS-System
- Trainerlizenz für AUKOM Form und Lage bzw. AUKOM GD&T
Entwicklung von Weiterbildungsangeboten
- Systematische Planung von Weiterbildungsangeboten
- Erstellen von didaktischen Konzepten
- Erstellen von inhaltlichen Konzepten
- Implementieren von eLearning- und Blended-Learning-Inhalten
- Evaluation von Weiterbildungsangeboten
Niederländischkenntnisse
Prof. Dr. Jörg Klewer MDM
s. Website der Fakultät
Entwicklung komplexer Softwaresysteme
- Microservices
- Middleware
- Spring, Java Enterprise Edition
- Modellierung und Domain Driven Design
Informationsverarbeitung im Gesundheitswesen
Software für die Informationsverarbeitung in Krankenhaus und Arztpraxis
Informationsmanagement, insbesondere im Gesundheitswesen
taktisches Informationsmanagement, insb. Projektmanagement, Prozessmanagement
strategisches Informationsmanagement, insb. Rahmenplanung von IT-Architekturen, Modellierung von IT-Architekturen
Softwareentwicklung
- Java, Objekt-orientierte Programmiersprachen, Funktional Programmiersprachen
- Webentwicklung, JavaScript-Frameworks
- Modellgetriebene Softwareentwicklung
Verschriftung der Gebärdensprachen
Geschichte und Prinzipien der Schriftsysteme, die zur Transkription der Gebärdensprachen gehörloser Menschen verwendet werden.
Nicht-professionelles Dolmetschen im Krankenhaus
Mehrsprachigkeit
Mehrsprachigkeit im Gesundheitswesen
Mehrsprachigkeit im Film
Mehrsprachigkeit in der Literatur
Anrede in den romanischen Sprachen
besonders im Portugiesischen, Französischen, Spanischen
besonders nominale Anredeformen
Anrede als Sprechakt
Physikalische Technik
Experimentalphysik, Lasertechnik, Technische Optik, Optische Messtechnik
Forschungsgebiete: Spektroskopie (UV, VIS, CRD) zur Strukturanalyse am Festkörper; Laserstrukturierung von Funktionsschichten; Messung photometrischer Größen;Microchiplaser;Superkontinuum-Quellen Leitung der Labore
Das Pikardische als Kollateralsprache
Schwerpunkte: Sprache und Identität im Falle des Pikardischen; das Pikardische im Internet
Komunikative Grammatik des Portugiesischen
Fachgebiet Technische Textilien/ Produktentwicklung
Die Professur konzentriert sich in der Forschung schwerpunktmäßig auf die Produktentwicklung für Technische Textilien aus den verschiedensten Brachnchen. Bisher ist in folgenden Themenfelder gearbeitet worden:
- Faserverbundwerkstoffe (Nutzung der Einseitnähtechnik zur Herstellung von Composites, Entwicklung spezieller 3D-Gesticke zur Verstärkung gegossener Metallbauteile)
- Smart Textiles (Raumklimatisierung mit textilen Flächen im Niedrigtemperaturbereich, Nutzung von Textilien zur Verbesserung der Energieausbeute für Kleinwasserkraftanlagen, Entwicklung von Zeckenschutztextilien für Tiere)
- Garnentwicklung (leitfähige Garne und Zwirne für die Mehrkopf- und Großstickerei)
Darüberhinaus kann Forschung in folgenden weiteren Bereichen technischer Textilien angeboten werden:
- Smart Textiles (Entwicklung textilbasierter Elektronik und Sensorik)
- Medizintextilien
- Umwelttextilien
- Agrartextilien
Fachgebiet Garn- und Vliesstoffherstellung
Es können Fachkenntnisse zu den verschiedensten Technologien der Fasergarnherstellung angeboten werden, dazu zählen:
- Baumwollspinnverfahren (klassisch und Kompaktspinnen)
- OE-Spinnverfahren (Rotorspinnen, Luftspinnen)
- DREF-Technologien (Friktionsspinnen)
- Umwindespinnverfahren (Coregarne, Parafil)
- Kammgarnspinnverfahren
Im Vliesstoffbereich gibt es Fachkenntnisse in den Bereichen
- Rohstoffe für die Vliesstoffherstellung
- Vliesbildeverfahren
- Vliesverfestigungsverfahren
- technische Anwendungen für Vliesstoffe.
Lexikographie der Gebärdensprachen
Es handelt sich dabei um die Kompetenz, Projekte für der Erstellung von grundlegenden Wörterbüchern (Druckformat sowie online) für nicht oder nur teilweise beschriebene Gebärdensprachen zu konzipieren und zu leiten. Ich habe solche Arbeiten in Kolumbien (2001-2005) und Costa Rica (2011-2013) geleitet und beginne derzeit ein Projekt in der Dominikanischen Republik (2023-2025).
Italienischkenntnisse
Erstellung von Gebärdensprachkorpora (L1 und L2)
Erstellung von Datenquellen für deskriptive Studien über Gebärdensprachen (soziodemografische Studie, Ausarbeitung von Stichproben, Produktion und Transkription von Videos, erste Stufen der Lemmatisierung).
Grundkenntnisse der Kolumbianischen Gebärdensprache (LSC)
Die Kenntnisse entsprechen dem Niveau A1+/A2. Grundlegende Kenntnisse für die informellen Interaktion mit native users der LSC.
Englischkenntnisse (C1)
sprachliche Modalität
Schwerpunkt: Modalverben
weitere Schwerpunkte: Modus, Modalpartikeln, Modalwörter, Modaladverbien; Evidentialität; epistemische Modalität; aktantenorientierte Modalität; evaluative Modalität; Grammatikalisierung von Modalität
Schwerpunktsprachen: Deutsch, Portugiesisch, Spanisch, Französisch, Türkisch
Französischkenntnisse (B2)
Kontrastive Verbsemantik
Schwerpunkt: kontrastive Semantik der Modalverben im Deutschen und Portugiesischen
weitere Schwerpunkte: deutsch-französische und deutsch-spanische kontrastive Modalverbsemantik
Französischkenntnisse
Grundkenntnisse der venezuelanischen Gebärdensprache (LSV)
Die Kenntnisse entsprachen dem Niveau B1. Ausreichende Kenntnisse für die linguistische Forschungsarbeit mit native LSV-Nutzern.
Lateinamerikanische Theologie
Befreiungstheologie
Schwerpunkt: befreiungstheologische Eschatologie
weitere Schwerpunkte: Befreiungstheologische Christologie, Gnadenlehre, Epistemologie
Wirtschaftsethik in den Weltreligionen
Schwerpunkt: Katholische Soziallehre
Außerdem:
Buddhistische Wirtschaftsethik
Islamische Wirtschaftsethik
Jüdische Wirtschaftsethik
Fachenglisch- und Fachdeutschausbildung für medizinische, naturwissenschaftliche, wirtschaftsbezogene und technische Studienrichtungen
Entwicklung von fachbezogenen Ausbildungskonzepten und Curricula für die Fachfremdsprachenausbildung Englisch und Deutsch als Fremdsprache im Hochschul- und Universitätskontext, in Wirtschaftsunternehmen und in gesellschafltichen Einrichtungen
Durchführung der Fachfremdsprachenausbildung, für verschiedene Bedarfsgruppen,
Qualitätsmanagement und Evaluierung
Test- und Prüfungsentwicklung
Rhetorik- und Kommunikationstrainings für verschiedene Bedarfsgruppen (Studium, Wirtschaft, Gesellschaft)
Entwicklung und Durchführung von Kommunikationstrainings (Vortrag, Diskussion, Bewerbungsgespräche) für unterschiedliche Bedarfsgruppen
Fachübersetzung Englisch-Deutsch im medizinischen und technischen Bereich und Lektorat zu wissenschaftlichen Texten (Deutsch und Englisch)
Fachübersetzung zu ausgewählten Textsorten in Wissenschaft, Wirtschaft und Technik
Lektorat von wissenschaftlichen Texten in den o.g. Bereichen
Mitglied des BDÜ